一种电子锯生产线的制作方法
本技术涉及板材加工,具体而言,涉及一种电子锯生产线。
背景技术:
1、近年来,随着全屋定制市场的快速发展,定制家具因其设计个性化、尺寸量身化及款式多样化而越来越受到消费者的青睐。定制家具多为板式家具,开料作为板式家具生产过程的首道工序,其开料效率及开料质量直接影响板材后续加工。
2、目前,家具行业通常采用电子锯对板材进行开料,尤以一名操作手负责一台电子锯作业为主,即该操作手手工上料——操作设备——接板下料,上述作业方式节省了人力成本,但设备利用率低、板材开料效率低下;某些生产企业为提高开料效率,采用一台电子锯设备配备两名操作手进行开料,即一人负责上料及设备操作,另一人负责接板下料,开料效率虽有所提高,但操作手的增加无形增加了人力成本。
技术实现思路
1、本技术实施例提供一种电子锯生产线,自动化程度高,简化了人工,提高了板材的加工效率。
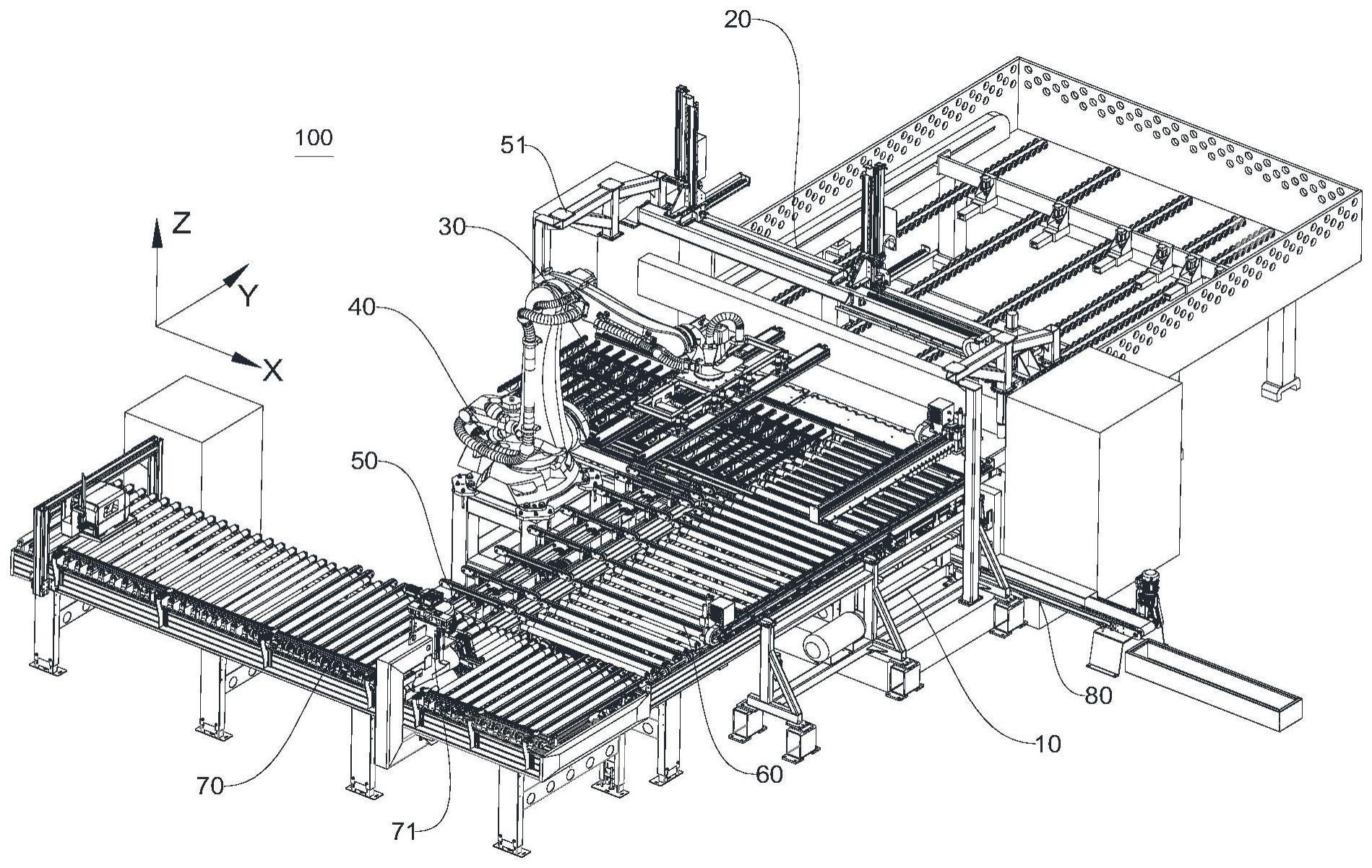
2、本技术实施例提供一种电子锯生产线,电子锯生产线用于板材的裁切,电子锯生产线包括机架、电子开料锯和进料输送线,电子开料锯沿第一方向设置于机架,电子开料锯在机架上沿第一方向分为纵切区和横切区,纵切区用于对板材进行纵切,横切区用于对板材进行横切,纵切区的出料端衔接有出料平台;进料输送线设置于机架并衔接于横切区,进料输送线的输送方向沿第二方向延伸设置,进料输送线用于将经过纵切后的板材输送至横切区进行横切,第一方向、第二方向和竖直方向两两垂直;其中,电子锯生产线还包括缓存平台和机械手,缓存平台用于缓存经过纵切后的板材,机械手用于将经过纵切后的板材进行转移。
3、在本方案中,电子开料锯安装于机架上,电子开料锯对板材进行横切和纵切,完成对板材的裁切下料,而通过在生产线上设置有机械手和缓存平台,机械手可以充当一名操作手,当板材先被电子开料锯纵切后,板材从电子开料锯的出料端移动至出料平台,等待板材转移至下一横切工序,此时由于缓存平台的设置,机械手可以先将板材转移至缓存平台上,缓存平台可以对板材进行暂存,缓解流水节拍,不需要人工对板材进行转移,减少了操作手的设置,然后缓存平台上的板材最后进入于进料输送线,然后将经过纵切后的板材输送至电子开料锯的横切区进行横切,完成对板材的裁切,由于机械手和缓存平台的设置,纵切后的板材至横切过程中不需要操作手操作,简化了人工,提高了板材的加工效率,自动化程度高。
4、其中,缓存平台上可以设置有多个缓存工位,多个连续工位连续分布;当然,缓存平台的数量也可以为多个,多个缓存平台的位置可以单独分布。
5、在一些实施例中,缓存平台包括第一缓存平台和第二缓存平台,第一缓存平台位于进料输送线的一侧,第二缓存平台位于电子开料锯的顶部;机械手用于将位于出料平台上的板材转移至第一缓存平台;或在第一缓存平台上缓存有板材的情况下将出料平台上的板材转移至第二缓存平台,并在第一缓存平台空闲后再将第二缓存平台上的板材转移至第一缓存平台。
6、上述技术方案中,通过将缓存平台采用为两个缓存工位,即包括第一缓存平台和第二缓存平台,第一缓存平台设置在进料输送线的一侧,作为优先缓存工位,这样机械手优先将板材放置于第一缓存平台上,当第一缓存平台上的缓存有板材后,机械手再将出料平台上的板材转移至第二缓存平台上暂存,当在第一缓存平台空闲后再将第二缓存平台上的板材转移至第一缓存平台,最后板材均是通过第一缓存平台的位置上料至进料输送线后进入横切工序,通过将第二缓存平台位于电子开料锯的顶部,相比于将多个缓存平台均设置在进料输送线的一侧而言,将第二缓存平台位于电子开料锯的顶部,利用了电子开料锯的顶部空间,这样可以节约缓存平台的占用空间,使得电子锯生产线的空间布置更加合理,空间占用面积更小,利用率更高。
7、在一些实施例中,第一缓存平台包括第一输送装置,第一输送装置包括多个沿第二方向间隔设置的第一输送皮带单元,第一输送皮带单元的输送方向沿第一方向设置;进料输送线设置为动力滚筒输送线,进料输送线在靠近于第一缓存平台的位置具有接料工位,接料工位设置有横移输送装置,横移输送装置的输送方向与第一输送装置同向设置,横移输送装置用于承接第一输送装置上缓存的板材并将板材横移至进料输送线。
8、上述技术方案中,为了优化施工工序,第一缓存平台上缓存的板材进入于进料输送线的方式通过输送方式实现,不需要借助于机械手,降低了机械手的工作量,优化了施工流水节拍。通过多个沿第二方向间隔设置的第一输送皮带单元,在启动后可以将第一输送皮带单元上承载的板材横移输送至一侧的进料输送线,而通过在进料输送线的接料工位处设置有横移输送装置,横移输送装置可以与第一输送皮带单元配合,承接第一输送装置上缓存的板材并将板材横移至进料输送线,完成板材从第一缓存平台至进料输送线的转移,板材转移过程中通过横移的方式实现,摩阻力小,对板材起到了保护作用。
9、在一些实施例中,横移输送装置包括多个沿第二方向间隔设置的第二输送皮带单元,第二输送皮带单元的输送方向沿第一方向设置;各个第二输送皮带单元设置在进料输送线的两个相邻动力滚筒之间,以与动力滚筒错开设置;第一输送装置的输送高度高于进料输送线的输送高度;横移输送装置沿竖直方向可升降地设置于机架上,横移输送装置还包括第一升降驱动单元和安装架,多个第二输送皮带单元设置于安装架上,第一升降驱动单元安装于机架上,第一升降驱动单元用于带动第二输送皮带单元在第一位置和第二位置之间切换;当第二输送皮带单元处于第一位置时,第二输送皮带单元的高度低于进料输送线的输送高度,当第二输送皮带单元处于第二位置时,第二输送皮带单元的高度高于进料输送线的输送面并与第一输送皮带单元齐平,以用于承接第一输送皮带单元上横移的板材。
10、上述技术方案中,通过将横移输送装置采用为多个沿第二方向间隔设置的第二输送皮带单元,第一输送皮带单元和第二输送皮带单元均采用输送皮带输送的方式,实现板材由第一缓存平台至进料输送线的转移,并且横移输送装置沿竖直方向可升降地设置于机架上,这样横移输送装置可以在需要承接第一缓存平台的板材时上升至第二位置与第一输送皮带单元齐平,从而接收第一输送皮带单元输送过来的板材,当第二输送皮带单元动力承接到板材后再由第二位置下降至第一位置,使得第二输送皮带单元的高度低于进料输送线的输送高度,这样第二输送皮带单元的板材自动被进料输送线承托,完成第一缓存平台至进料输送线的转移,第二输送皮带单元的高度低于进料输送线,也可以对进料输送线进行避让,仅在需要承托第一缓存平台上的板材时才上升,此种方式使得板材能够较为平稳的由第一缓存平台至进料输送线,不会对板材的外观质量产生影响。
11、在一些实施例中,第一升降驱动单元包括四个气缸,安装架上设置有平衡连杆机构,平衡连杆机构用于使安装架整体同步升降。
12、上述技术方案中,通过将第一升降驱动单元采用为四个气缸,并且在安装架上设置有平衡连杆机构的作用下,四个气缸能够实现对安装架整体同步升降,使得横移输送装置能够同步升降,避免因横移输送装置因升降不平稳倾斜而出现板材掉落的现象,大大提高了板材转移过程中的稳定性。
13、在一些实施例中,出料平台包括支撑架以及多个沿第一方向间隔分布的支撑杆,各个支撑杆水平设置,支撑杆的顶面设置有若干柔性的承托部,承托部用于承托板材。
14、上述技术方案中,通过将出料平台包括支撑架以及多个沿第一方向间隔分布的支撑杆,多个支撑杆能够对纵切后的板材进行平稳支撑,并且机械手在抓取出料平台上的板材时,会产生一定的下压力,为了避免板材与支撑杆之间下压而出现压痕或划痕,通过在支撑杆的顶面设置有若干柔性的承托部,通过承托部对板材进行支撑,这样机械手抓取板材时,柔性的承托部能够起到缓冲作用,避免板材支撑杆之间刚性接触,保证了板材的外观质量。
15、在一些实施例中,进料输送线上靠近于横切区的位置处设置有定位区,机架上在对应于定位区的位置设置有定位单元,定位单元用于对即将进入于横切区的板材进行基准板定位;定位单元包括第一定位组件和第二定位组件,第一定位组件沿第一方向可移动地设置于进料输送线和出料平台之间,第一定位组件具有第一抵靠部,进料输送线第一方向的一侧对应设置有基准板,第一抵靠部用于与基准板配合对位于进料输送线上的板材在第一方向进行定位;第二定位组件沿第二方向可移动地设置于进料输送线上,第二定位组件具有第二抵靠部,第二抵靠部在第二定位组件的移动作用下用于对位于所进料输送线上的板材在第二方向进行推动至定位区。
16、上述技术方案中,通过在进料输送线上设置有定位区,在定位单元的作用下能够将即将进入于横切区的板材在定位区进行定位,便于开料电子锯对板材进行横切,定位单元包括第一定位组件和第二定位组件,第一定位组件通过第一抵靠部与进料输送线第一方向的一侧对应设置的基准板对板材在第一方向进行压紧抵靠,完成板材在第一方向的定位,然后在定位组件的作用下对板材第二方向进行推动至预定位置,因此第一定位组件和定位组件两者相互配合,能够对板材的第一方向和第二方向上进行定位,保证后续的裁切精度。
17、在一些实施例中,进料输送线在定位区处设置有可升降的毛刷单元,毛刷单元包括毛刷架、第二升降单元和毛刷,二升降单元安装于机架上,第二升降单元的驱动端与毛刷架连接,毛刷架具有多个毛刷板,各个毛刷板分布于进料输送线相邻两个动力滚筒之间,以与动力滚筒错开设置,毛刷设置于毛刷板的顶面;第二升降单元用于带动毛刷架在第三位置和第四位置之间切换;当毛刷架处于第三位置时,毛刷架上毛刷的高度低于进料输送线的输送高度,当毛刷架处于第四位置时,毛刷架上毛刷的高度高于进料输送线的输送高度,以用于承托板材。
18、上述技术方案中,通过在定位区处设置有可升降的毛刷单元,毛刷单元能够上下升降,当板材在定位区被进行定位时,毛刷单元中的毛刷能够代替进料输送线上滚筒与板材接触,给板材提供柔性的支撑定位作用。
19、在一些实施例中,电子开料锯包括开料锯本体和废料推手机构,废料推手机构安装于开料锯本体的架体上,废料推手机构用于将开料锯本体切割时产生的飞边废料和不用的余料推出于开料锯本体外。
20、上述技术方案中,通过在开料锯本体上加装有废料推手机构,废料推手机构在控制系统的作用下能够对板材裁切过程中产生的废料进行推送,将废料推出于开料锯本体外,完成废料的自动推出。
21、在一些实施例中,电子锯生产线还包括出料输送线,出料输送线衔接于进料输送线远离开料锯本体的一侧,出料输送线的输送方向沿第一方向延设设置,机械手能将经过纵切后的板材抓取转移至出料输送线的末端。
22、上述技术方案中,通过在进料输送线远离开料锯本体的一侧设置有出料输送线,出料输送线既可以将从第一缓存平台输送过来的板材输送至电子开料锯的横切工位进行横切,还能反向旋转,将横切完成后的板材沿第二方向输送至出料输送线,完成板材的转移出料。
23、本技术的其他特征和优点将在随后的具体实施方式部分予以详细说明。
- 还没有人留言评论。精彩留言会获得点赞!