环保型细木工板的生产加工工艺的制作方法
本发明涉及板材加工,具体为环保型细木工板的生产加工工艺。
背景技术:
1、环保型细木工板是一种以木材为主要原料,经过特殊处理和加工制造的一类环保型板材,细木工板,也被称为大芯板,是由两片单板中心胶压拼接木板而成,这种板材由于具有结构强度高、幅面大、使用方便等优点,被广泛应用于家具制作、门板、壁板等。
2、细木工板的首要效果是为板材提供必定的厚度和强度,中板的首要效果是使板材具有满足的横向强度,同时缓冲因木芯板的不平坦给板面带来的不良影响,表板除了使板面漂亮以外,还能够进步板材的纵向强度;但是现有细木工板在加工时一般采用加热加压的方式进行热压操作,这就导致容易出现由于边缘未及时进行热压而导致的板材中心部位受压扩张,从而使得板材的有效面积和厚度发生较大的改变,使得板材的规格不统一,增加了不合格产品的占有比例,降低产品质量的同时给使用者的使用带来不便。
技术实现思路
1、针对现有技术的不足,本发明提供了环保型细木工板的生产加工工艺,解决了背景技术中所提及的技术问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:环保型细木工板的生产加工工艺,具体包括以下步骤:
3、步骤一、切片和磨光:将原料木材进行切割,制成薄片,然后进行磨光处理,以获得平滑的表面和一致的厚度;
4、步骤二、胶合处理:将切片的木材通过胶水等环保胶黏剂进行胶合;
5、步骤三、压制和热处理:将胶合好的木材通过输送件移动至壳体中,利用上加热板与下加热板对木材进行加压和热处理;
6、步骤四、整理和修边:对加工好的细木工板进行整理和修边,去除不规则的边角和表面缺陷,以获得符合要求的成品。
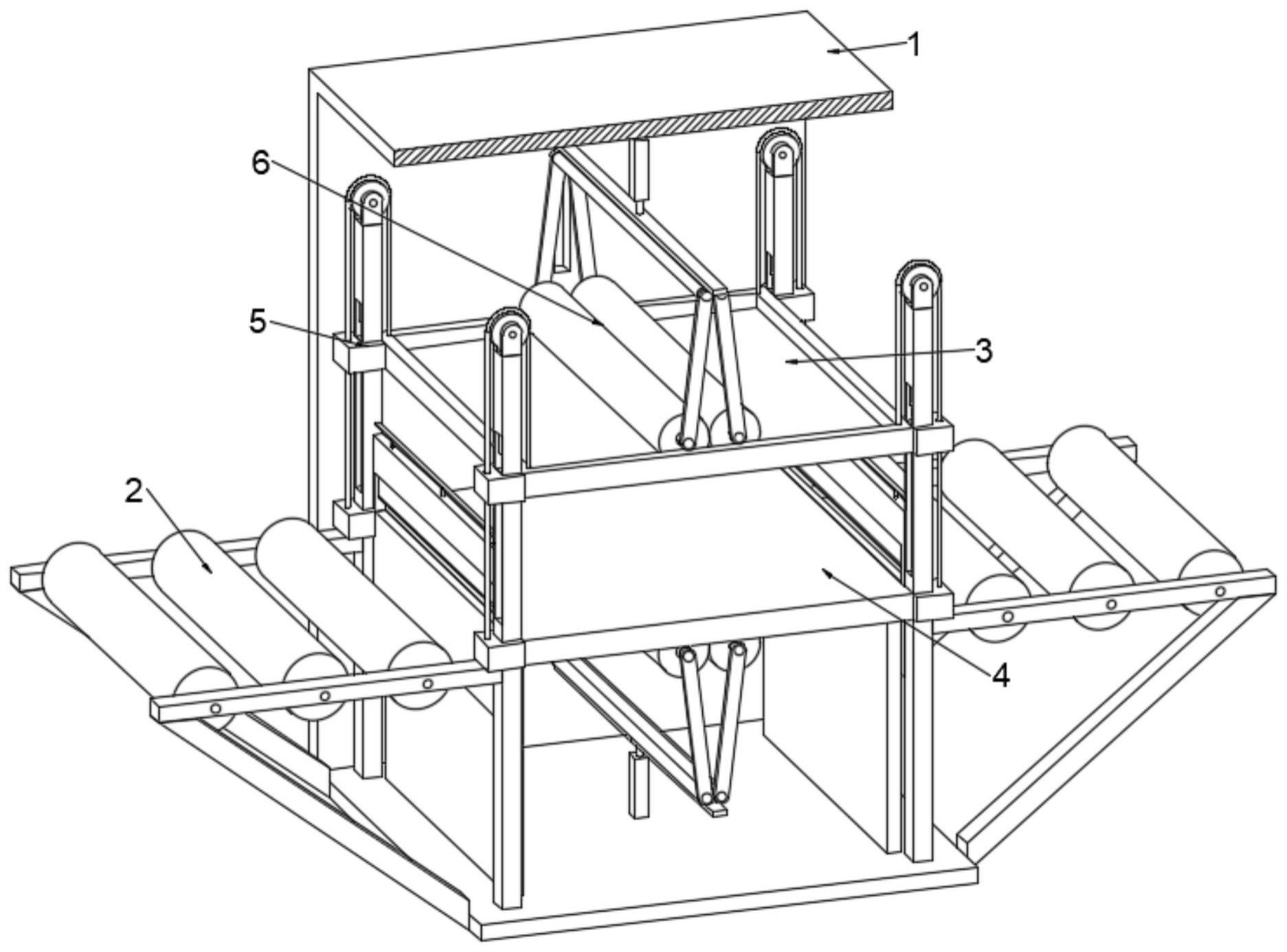
7、作为本技术方案的进一步优选,所述壳体的两侧设置有输送件,所述壳体的内腔上下端设置有上加热板与下加热板,所述壳体的内腔左右两侧设置有用于带动上加热板与下加热板相对移动的联动组件,所述上加热板与下加热板的外侧一端设置有压制组件。
8、作为本技术方案的进一步优选,所述联动组件包括固定安装在壳体两侧的立柱,所述立柱的外壁滑动设置有移动件,所述立柱的内侧端设置有用于驱动移动件移动的驱动件,所述移动件的内侧端设置有挡板,且挡板固定安装在立柱上,所述挡板的表面开设有用于板材进出的进出口,所述进出口处位置设置有调节板。
9、作为本技术方案的进一步优选,所述移动件包括第一移动块与第二移动块,所述第一移动块与第二移动块滑动安装在立柱上,所述第一移动块的内侧端与上加热板外壁固定连接,所述第二移动块的内侧端与下加热板外壁固定连接,所述第一移动块的表面开设有通孔。
10、作为本技术方案的进一步优选,所述立柱的顶部安装有定滑轮,所述定滑轮的外壁设置有拉绳,所述拉绳的一端与上加热板顶部固定连接,另一端贯穿通孔与第二移动块顶部固定连接。
11、作为本技术方案的进一步优选,所述驱动件包括在立柱内侧开设的滑槽,所述滑槽内腔顶部固定连接有正反转电机,所述正反转电机的输出端固定连接有丝杆,丝杆的另一端与滑槽内壁转动连接,所述丝杆的外壁螺纹连接有滑块,且滑块滑动安装在滑槽内,所述滑块的一端与第一移动块内壁固定连接。
12、作为本技术方案的进一步优选,所述挡板的上端开设有与进出口连通设置的升降槽,且调节板滑动安装在升降槽内,调节板的顶部位于升降槽内、底部位于进出口内,所述升降槽两端滑动连接有滑杆,滑杆的底部与调节板顶部固定连接、顶部贯穿挡板延伸至外部并固定连接有第一连接板,所述滑杆的外壁套设有弹簧,且弹簧位于调节板与升降槽内壁之间,所述第一连接板的顶部两侧固定连接有连动杆,且连动杆的顶部与第一移动块固定连接。
13、作为本技术方案的进一步优选,所述压制组件包括固定安装在壳体内腔底部的液压缸,所述液压缸的输出端固定连接有横杆,所述横杆的两侧转动连接有第二连接板,所述第二连接板的另一端转动连接有压辊,所述压辊的底部与上加热板的顶部贴合滑动。
14、与现有技术相比具备以下有益效果:
15、通过设置的联动组件,实现板材的压合处理:联动组件可以将上加热板和下加热板夹紧,对板材施加适当的压力,方便后续的加压和热处理操作;提高生产效率:联动组件的自动化操作使得板材的压合处理更加高效和便捷,提高了生产效率;增强工作安全性:通过密封处理和阻挡功能,联动组件能够确保板材的安全进出,提高工作的安全性。
16、通过设置的压制组件,可以施加适当的压力,这种压力有助于确保上加热板与板材之间的良好接触,并以适当的方式传导热量,使压板的受力点均匀分布,减少因局部持续受力而导致板材不合格品的出现,使压合后的板材牢固性高,厚度均匀,避免了由于边缘未及时进行热压而导致的板材中心部位受压扩张,从而保证了板材的有效面积和厚度,使得板材的规格统一,减少了不合格产品的占有比例,提高产品质量的同时方便了使用者的使用。
技术特征:
1.环保型细木工板的生产加工工艺,其特征在于,具体包括以下步骤:
2.根据权利要求1所述的环保型细木工板的生产加工工艺,其特征在于:所述壳体(1)的两侧设置有输送件(2),所述壳体(1)的内腔上下端设置有上加热板(3)与下加热板(4),所述壳体(1)的内腔左右两侧设置有用于带动上加热板(3)与下加热板(4)相对移动的联动组件(5),所述上加热板(3)与下加热板(4)的外侧一端设置有压制组件(6)。
3.根据权利要求2所述的环保型细木工板的生产加工工艺,其特征在于:所述联动组件(5)包括固定安装在壳体(1)两侧的立柱(51),所述立柱(51)的外壁滑动设置有移动件(52),所述立柱(51)的内侧端设置有用于驱动移动件(52)移动的驱动件(53),所述移动件(52)的内侧端设置有挡板(54),且挡板(54)固定安装在立柱(51)上,所述挡板(54)的表面开设有用于板材进出的进出口(56),所述进出口(56)处位置设置有调节板(55)。
4.根据权利要求3所述的环保型细木工板的生产加工工艺,其特征在于:所述移动件(52)包括第一移动块(521)与第二移动块(522),所述第一移动块(521)与第二移动块(522)滑动安装在立柱(51)上,所述第一移动块(521)的内侧端与上加热板(3)外壁固定连接,所述第二移动块(522)的内侧端与下加热板(4)外壁固定连接,所述第一移动块(521)的表面开设有通孔(523)。
5.根据权利要求4所述的环保型细木工板的生产加工工艺,其特征在于:所述立柱(51)的顶部安装有定滑轮(511),所述定滑轮(511)的外壁设置有拉绳(512),所述拉绳(512)的一端与上加热板(3)顶部固定连接,另一端贯穿通孔(523)与第二移动块(522)顶部固定连接。
6.根据权利要求5所述的环保型细木工板的生产加工工艺,其特征在于:所述驱动件(53)包括在立柱(51)内侧开设的滑槽(531),所述滑槽(531)内腔顶部固定连接有正反转电机(532),所述正反转电机(532)的输出端固定连接有丝杆(533),丝杆(533)的另一端与滑槽(531)内壁转动连接,所述丝杆(533)的外壁螺纹连接有滑块(534),且滑块(534)滑动安装在滑槽(531)内,所述滑块(534)的一端与第一移动块(521)内壁固定连接。
7.根据权利要求6所述的环保型细木工板的生产加工工艺,其特征在于:所述挡板(54)的上端开设有与进出口(56)连通设置的升降槽(541),且调节板(55)滑动安装在升降槽(541)内,调节板(55)的顶部位于升降槽(541)内、底部位于进出口(56)内,所述升降槽(541)两端滑动连接有滑杆(542),滑杆(542)的底部与调节板(55)顶部固定连接、顶部贯穿挡板(54)延伸至外部并固定连接有第一连接板(544),所述滑杆(542)的外壁套设有弹簧(543),且弹簧(543)位于调节板(55)与升降槽(541)内壁之间,所述第一连接板(544)的顶部两侧固定连接有连动杆(545),且连动杆(545)的顶部与第一移动块(521)固定连接。
8.根据权利要求2所述的环保型细木工板的生产加工工艺,其特征在于:所述压制组件(6)包括固定安装在壳体(1)内腔底部的液压缸(61),所述液压缸(61)的输出端固定连接有横杆(62),所述横杆(62)的两侧转动连接有第二连接板(63),所述第二连接板(63)的另一端转动连接有压辊(64),所述压辊(64)的底部与上加热板(3)的顶部贴合滑动。
技术总结
本发明公开了环保型细木工板的生产加工工艺,具体包括以下步骤:步骤一、切片和磨光:将原料木材进行切割,制成薄片;步骤二、胶合处理:将切片的木材通过胶水等环保胶黏剂进行胶合;步骤三、压制和热处理:将胶合好的木材通过输送件移动至壳体中,利用上加热板与下加热板对木材进行加压和热处理;步骤四、整理和修边:对加工好的细木工板进行整理和修边;本发明涉及板材加工技术领域。该塑料制品内外表面打磨加工设备,通过设置的压制组件,可以施加适当的压力,这种压力有助于确保上加热板与板材之间的良好接触,并以适当的方式传导热量,使压板的受力点均匀分布,减少因局部持续受力而导致板材不合格品的出现。
技术研发人员:沈雨林,黄春,袁炼,刘思颖,宾灿翔
受保护的技术使用者:湖南雪宝装饰材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!