高效节能精密组合木工机床的制作方法
本发明涉及木工机床,具体为高效节能精密组合木工机床。
背景技术:
1、木工机床是现代木制品行业加工常用的一种设备,木工机床的种类通常根据功能进行分类,例如铣槽机床、刨床或者钻床,然而由于木工加工的手段多样,因此现阶段的木工机床多采用多功能设计,因此被称为木工联合机床。
2、现阶段的木工联合机床,通常集成了刨、切割、铣以及钻这几种功能,木工联合机床的应用过程中,如何实现多种功能不冲突的运行是机床应用中常见的一个问题,现阶段多通过错开布置的方式将多个结构分开布置的方式,避免加工时相互影响,但是由于机床的设备体积有限,无法有效地进一步的拓展木工联合的加工要求,其次在应用过程中,为了节省体积,也为了提高空间利用率,现有的钻头多与刨刀的主轴连接,通过刨刀的主轴驱动钻头工作,但是这样就使得钻头与刨刀的工作存在冲突,鉴于此,针对上述问题深入研究,遂有本案产生。
技术实现思路
1、针对现有技术的不足,本发明提供了木工联合机床,解决了现有的背景技术问题。
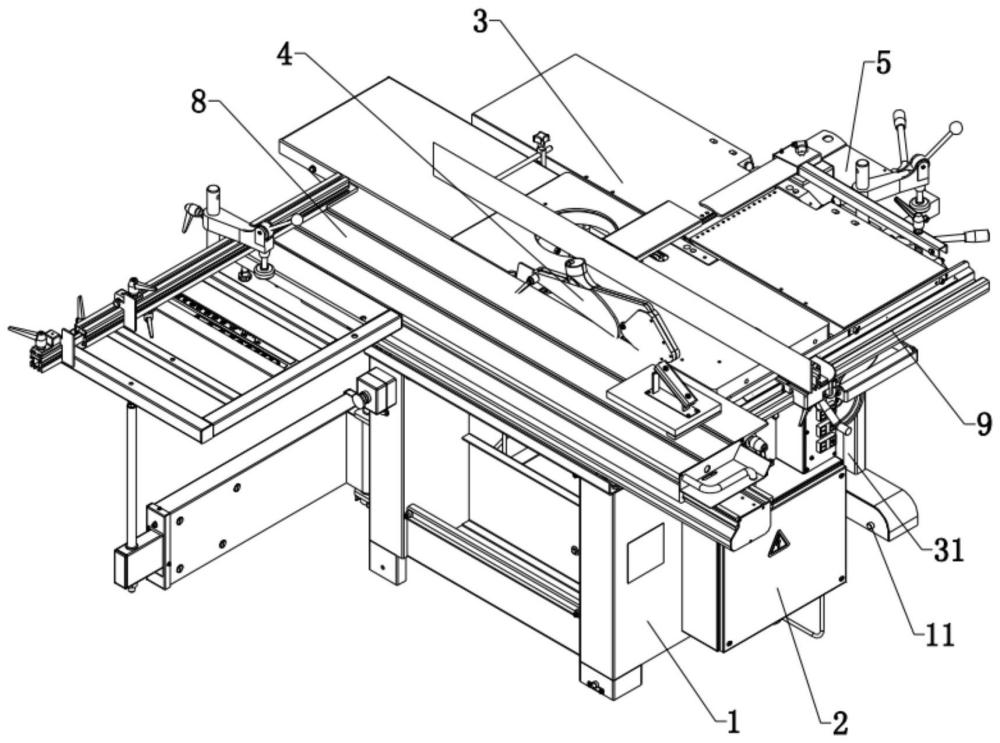
2、为实现以上目的,本发明通过以下技术方案予以实现:高效节能精密组合木工机床,包括主支撑箱体,所述主支撑箱体为矩形结构的空腔箱体,所述主支撑箱体上设置有电气单元,所述主支撑箱体上分别设置有平压刨单元、锯割单元、钻床单元以及铣床单元分别与电气单元电性连接;
3、所述平压刨单元、锯割单元以及铣床单元分别具有独立的动力机构,所述钻床单元分体安装在主支撑箱体的一侧与平压刨单元的动力连接;
4、所述平压刨单元中包含刨主轴,所述刨主轴的端部延伸出连接轴,所述钻床单元包括安装在平压刨单元一侧的钻床控制机座用于固定物料以及调节进给量和加工位置,与连接轴联动的同步传动控制器,连接在同步传动控制器上的钻孔座用于安装钻具;
5、所述主支撑箱体的顶部设置有工作台面,主支撑箱体的一侧分体连接有配合锯割单元的滑轨工作台,所述主支撑箱体侧边配合锯割单元以及平压刨单元设置有导向限位器;
6、所述同步传动控制器包括外套壳,所述外套壳安装在平压刨单元的一侧箱体上,所述外套壳对应连接轴设置有插孔,所述连接轴贯穿插孔且连接轴的外部套设有第一驱动转轮以及第二驱动转轮,所述外套壳上偏离连接轴的轴线平行设置有一对轴套,一对所述轴套对称布置在外套壳内壁,一对所述轴套上活动套设有第一控制转轮以及第二控制转轮,所述第一控制转轮以及第二控制转轮分别与第一驱动转轮以及第二驱动转轮啮合,贯穿一对轴套以及外套壳的一侧壁面设置有钻孔轴,所述钻孔轴与钻孔座连接,所述钻孔轴上套设有同步轮,所述外套壳上设置有拨动开关,所述拨动开关用于拨动同步轮在钻孔轴上沿轴向运动,所述钻孔轴与同步轮通过花键结构联动。
7、所述第一驱动转轮与第一控制转轮的齿数比为2:1,所述第二驱动转轮与第二控制转轮的齿数比为1:1。
8、所述同步轮包括接合套,所述接合套套设在钻孔轴上切于拨动开关连接,所述接合套内呈环形阵列开设有齿形结构的同步齿槽,所述钻孔轴上位于一对轴套之间设置有花键彀,所述花键彀上呈环形阵列布置有至少三个滑槽,三个滑槽内装配有三个滑块,所述花键彀的两侧对称设置有一对锁环,所述第一控制转轮以及第二控制转轮上分别设置有一对规格相同的同步齿环,一对所述同步齿环与接合套内同步齿槽匹配。
9、所述平压刨单元包括副支撑箱体;所述主支撑箱体的一侧分体连接有副支撑箱体,所述副支撑箱体的顶端对称设置有一对轴承座,一对所述轴承座用于活动安装刨主轴且一对所述轴承座之间还设置有用于压刨的齿槽压辊以及光滑压辊,所述刨主轴通过链轮结构联动设置有第一电机,所述刨主轴两侧设置有一对可调节高度且相互齐平的刨刀台面,所述副支撑箱体上位于刨主轴的底部设置有压刨支撑台面,所述压刨支撑台面可通过丝杆调节高度,所述副支撑箱体上至少设置有压刨排尘斗以及平刨排尘斗。
10、所述锯割单元包括摆动架,所述主支撑箱体上活动安装有摆动架,所述摆动架的一侧设置有切割锯,所述切割锯的轴端通过链轮结构联动有第二电机,所述第二电机安装在摆动架上,所述摆动架可调节切割锯露出工作台面的高度以及切割锯的水平偏转角度,所述切割锯的一侧设置有划线锯,所述划线锯与切割锯的尾端通过皮带结构联动。
11、所述铣床单元包括垂直于工作台面的立铣台架,所述立铣台架的底端设置有第三电机,所述第三电机的驱动端上连接有铣主轴,所述工作台面上分体安装有铣削护罩,所述铣削护罩的一侧设置有铣削导向板用于控制铣削进给量以及安装仿形铣槽。
12、所述电气单元包括电气箱,主支撑箱体的一侧设置有电气箱,在电气箱的一侧布置有控制面板与电气箱连接,所述主支撑箱体上设置有不少于两个的急停安全按钮与电气箱连接。
13、所述副支撑箱体以及主支撑箱体的底面共设置有不少于三个的滚轮以及一个固定支脚,其中一个滚轮上设置有高度调节支架用于调节该滚轮的高度,且高度调节支架上连接有牵引拉杆。
14、所述刨刀台面与滑轨工作台分列在工作台面的两侧,所述导向限位器的对应一侧延伸连接有外接台面。
15、高效节能精密组合木工机床的使用方法,包括如下步骤:机床功能单元装备、开机、平刨加工、压刨加工、锯割加工、划线加工、铣削加工、钻孔加工以及设备维护;
16、机床功能单元装备:将机床箱体布置在车间地面上,根据加工需要使用到的功能对平压刨单元、锯割单元、钻床单元以及铣床单元进行选装,装配固定的方式以螺丝和杆件为主,连接完成后将相应加工用物料放置于加工工位一侧;
17、开机:对电气单元的接线进行检查,开机时首先启动控制面板上的绿色总开关,而后再根据加工需求开启对应的功能单元的开关,在设备的每个加工位上都对应设置有防护的安全急停开关;
18、平刨加工:平刨是对工件基本面的加工,平刨首先加工基准面,加工完成后将工件作90°翻转,使刨削基准面靠在导向限位器的导向板上,使加工面对准进料工作台的刨刀,一手压料,一手推料,让工件在桥式护板下方运行,勿将手置于桥式护板之下,当加工厚度小于刨刀台面宽度的宽板时,将桥式护板调节后尽量靠近工件,并贴近台面,工件另一侧靠在导向板上,同时利用导向板侧面的护板盖住外露的刨刀轴;
19、压刨加工:压刨是对平刨之后的工件进一步加工的一道工序,实现定尺寸加工,打开刨刀台面并调整好压刨工作台,将工件的加工刨削的加工面朝上放置,用手推动工件推入刨刀之下,需要注意的是压刨加工的进料方向与平刨方向相反;
20、锯割加工:使用锯时,要把铣床单元的孔盖上部结构全部拆卸下来,利用摆动架调节锯片的角度和高度,利用工件贴合导向限位器上的导向板推送供料通过切割锯,完成锯割,锯割的切割分为平行锯切以及横切,用特制的夹子将工件固定在模板上,当加工工件长度超过950mm也就是工作台面宽度时,把滑轨工作台放在工作台上,把横锯导尺调整与锯片正确的位置上,根据锯料长度,松开滑座调整定位尺至适当位置,定位尺兼做定位和游标的作用,推送横锯导尺上的定位尺推送工件通过切割锯,实现工件在定长大于950mm的横截;
21、铣削加工:安装好铣削护罩,将木板固定在铣削护罩上的压板座中,调整两个铣削导向板面齐平且与铣刀刀具切削圆切线平行,顺木纹直线加工木条、槽、裁口和倒棱;利用铣削机罩固定仿形铣护罩,将工件对准加工刀具切割线,推送工件沿铣削导向板运动;
22、划线加工:调整划线锯的高度,调整完后锁好,推送工件通过,利用导向限位器上的导向板贴合工件的基准面,推送工件通过划线锯,利用划线锯锯割工件底面,完成划线;
23、钻孔加工:钻头转向同刨刀轴转向相同,通过同步传动控制器将刨刀轴的动力输送给钻孔座,同步传动控制器具有至少两档的速率切换,利用拨动开关进行切换,通过钻床控制机座固定工件,同时调节工件的加工位置以及进给量,钻孔座有两种型式:自定心钻卡以及固定式钻卡,分别用于安装不同的钻头,推动工件与钻头接触实现钻孔;
24、设备维护:机床运转10小时以后,检查皮带的松紧度,至少每六个月定期检查皮带,不要超负荷工作,否则由于过热而损伤皮带,至少一个月检查一下刨轴的停车时间,对于锯片和带刀盘的铣轴,如停车时间超过10秒,应张紧皮带或更换皮带,对于平压刨单元的止逆轴、止逆爪、送料辊等传动件应用松节油或空气压缩机彻底清理干净。
25、有益效果
26、本发明提供了高效节能精密组合木工机床。具备以下有益效果:集合了平刨、压刨、锯割、划线、铣削以及钻孔的多种工艺的独立单元,并对现有的联合机床存在的使用时动力和空间容易冲突的问题做出改进,其具有以下优点:
27、1、采用了两套独立的箱体结构分别集成了平压刨单元和钻孔单元以及铣削单元和锯割单元,首先这样做分散了设备的质量,配合底部滚轮结构,可以方便移动设备,其次这样做使得各个功能单元之间相对独立方便维护,最后这样可以扩展上部工作的台面,提高空间利用率;
28、2、平压刨单元、锯割单元以及铣床单元都具有独立的动力,在工作时各个单元的加工动力需求被分散,一方面相互不影响,另一方面可以分散动力,避免一个主机工作压力的增加机械磨损,也避免了动力停机对于不同单元的加工限制;
29、3、对于与平压刨主轴连接的钻床单元的动力输出做出改进,以左右拨动的方式进行动力输出的接入和切出,并且延长了钻孔加工的位置,使钻孔应用于平压刨的应用不发生冲突,同时设置了至少两种的齿轮配合方式,兼顾了速度与扭矩的需求。
- 还没有人留言评论。精彩留言会获得点赞!