高效率紧凑型节能环保拉幅定型机的制作方法
1.本发明涉及印染行业用的节能环保拉幅定型机,尤其是占地面积小、节省工作人员的高效率紧凑型节能环保拉幅定型机。
背景技术:
2.已知的印染行业中,需要对布料进行拉幅定型处理,传统的拉幅定型机,由进布区、复数的烘箱系统及出布区组成,并通过控制台操控系统运作,其中进布区包括进布组合装置、轧车、控制台等等设备组成,长度约6-12米;烘箱系统约由6-12个烘箱单元组成,每节单元长度约3米,出布区包括出布组合装置及出布支撑装置,约长6-12米,因此拉幅定型机首尾总长度约在30米至60米,占地面积相当庞大。
3.而由于传统定型机的进布区及出布区,分别位于整套系统的两端,距离甚远,传统工序需要前、中、后共三组工作人员3人以上,分别于3工作区域操作,浪费人力;且前后工作区域相距数十米,工作沟通极不方便,降低了工作效率,并有可能造成生产事故。
4.此外,由于国家推进标准化厂房建设,将重污染的印染设备,迁入标准化工业区统一管理,而一般标准化厂房净高约5-6米,现有拉幅定型机高度一般在3-4米之间,空间利用率不高,产生浪费。
5.同时,现有的拉幅定型机,虽然通过节能热回收系统及净化装置,对废气进行处理,但仍有大量带热气体排入空气中,节能效率有提升空间。
技术实现要素:
6.本发明的目的,是提供一种占地面积小、空间利用率高、节省人工并提升工作效率的高效率紧凑型节能环保拉幅定型机,且进一步降低带热气体的排放,解决目前技术所存在的问题。
7.为了达到以上目的,本发明提供的高效率紧凑型节能环保拉幅定型机,由进布区、复数的拉幅定型烘箱系统、出布区组成,并通过控制台控制机器工作状态,布料由进布区一侧,顺序通过进布区的各种设备,进入烘箱系统中,完成拉幅定型的目的,并最终经出布区设备降温回缩后,完成整道工序。
8.进布区由进布组合装置、轧车、控制台等设备组成,出布区由出布组合装置及出布支撑装置组成。
9.拉幅定型烘箱系统由循环风室及静压热风室组成,循环风室内有加热器及循环风机。静压热风室内有喷热风嘴装置,该喷热风嘴装置为上下两层,正中间为传送布料的轨道,喷热风嘴装置朝向布料的一侧有喷风嘴。在拉幅定型烘箱系统中,循环风室内空气经加热器加热后,由循环风机产生风压,进入静压热风室内的喷热风嘴装置,通过喷风嘴吹向布料,达到拉幅定型的目的。
10.拉幅定型烘箱系统配套有节能热回收系统、净化装置,一般安装于拉幅定型烘箱系统上层,并与排气管、进气管道相互连接,以达到节能减排的目的。
11.本发明技术方案的静压热风室采用回旋结构,即静压热风室之上有回旋静压热风室,回旋静压热风室内同样喷热风嘴装置及传送布料的轨道,其轨道运行方向与下层的静压热风室内轨道运行方向相反;在拉幅定型烘箱系统的尾端有回旋上布装置,将布料从尾端的静压热风室出口提升至尾端的回旋静压热风室的入口,并最终由第一个回旋静压热风室的出口导向出布区;出布组合装置置于进布组合装置的前方,且高于进布区各设备的高度,出布支撑装置安置于进布区各设备上方,合理利用设备空间,且简化设备结构和材料消耗。
12.本发明技术方案采用了双层静压热风室结构,并通过回旋上布装置,让布料从第一层的静压热风室尾端,进入第二层尾端的回旋静压热风室,最终从第一个回旋静压热风室出口传送到出布组合装置,因此只需要半数的烘箱单元,即可完成原有工作。
13.同时,由于进布区与出布区重叠,在高度上错开各自工作区域,同样节省了占地面积,本发明的占地面积,只有传统产品的一半左右。
14.且由于进布区与出布区的工作区域重叠,仅需1组2人的员工,即可完成操控工作,且不存在工作沟通障碍。
15.前述的回旋上布装置,由上下两组导轴构成,分别对应于尾端静压热风室出口及回旋静压热风室的入口。
16.作为优化,为避免布料在回旋过程中产生偏移和褶皱,回旋上布装置中还包含回旋扩幅对中装置,该装置可代替上导轴。
17.作为优化,前述回旋上布装置,由两层热风室内的轨道首尾连接,形成循环结构,该结构性能比前款回旋上布装置工作状态更为稳定,但结构较为复杂,适用于较多单元的高端系统。
18.作为优化,在静压热风室与回旋静压热风室之间,有可控制开启或关闭的隔板,可视布料所需工作状态,进行调整。
19.作为优化,前述喷热风嘴装置为水平的w形结构,中间的吹风道上下均有喷风嘴,即对下层布料吹风,也对上层布料吹风为最大限度的利用空气热能,本发明技术方案还配备有自适应回风装置,并在净化装置后连接有二级净化装置;自适应回风装置由三通通风管道及补风机组成,三通通风管道有上、中、下三个通孔,上通孔通往对外环境,中通孔与二级净化装置排气管连接,下通孔连接补风机后,与进气管道相连接。自适应回风装置由三通通风管道及补风机组成,三通通风管道有上、中、下三个通孔,上通孔通往对外环境,中通孔与二级净化装置排气管连接,下通孔连接补风机后,与进气管道相连接。
20.二级净化装置产生的达标带热空气,被循环带入烘箱系统重新利用,可以实现带热尾气的全效利用。
21.本发明的优点及有效效益在于,采用回旋层叠的烘箱单元,缩短烘箱系统长度,并利用高度落差,使进布区各装置与出布区各装置工作区域重叠,因此整体设备占地面积比传统机器缩减一半,并提高了空间利用率;整套设备的工作区域集中,仅需要一组工作人员操控,且对热能回收的利用率更为高效。
附图说明
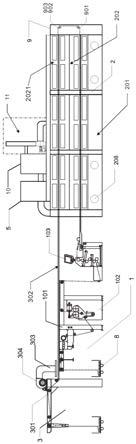
22.图1是传统节能环保拉幅定型机的结构图;图2是图1所示传统定型机的烘箱单元横向截面图;图3是本发明高效率紧凑型节能环保拉幅定型机的第一种实施例结构图;图4是本发明的烘箱单元横向截面图;图5是本发明的烘箱单元第二种设计的横向截面图;图6是图4实施例的优化结构图;图7是图5实施例的优化结构图;图8是传统节能环保拉幅定型机的空气加热工作流程示意图;图9是本发明实施例的空气循环加热工作流程示意图;图10是本发明的回旋上布装置的第二种实施例结构示意图;图中,1、进布区;2、烘箱系统;3、出布区;4、节能热回收系统;5、净化装置;6、排气管;7、进气管道;8、布料;9、回旋上布装置;10、二级净化装置;11、自适应回风装置;101、进布组合装置;102、轧车;103、控制台;201、循环风室;202、静压热风室;2021、回旋静压热风室;203、加热器;204、轨道;205、布铗;206、风室隔板;207、喷热风嘴装置;208、循环风机;209、环保保温板;301、出布组合装置;302、出布支撑装置;303、冷却风嘴;304、冷却风机;901、下导布轴;902、上导布轴;903、回旋扩幅对中装置;
23.1101、三通通风管道;1102、补风机。
24.如图1所示的传统节能环保拉幅定型机的结构,由进布区1、复数的烘箱系统2及出布区3组成。其中进布区1由进布组合装置101、轧车102、控制台103等设备组成;本例中烘箱系统2由6个烘箱单元组成;出布区3包括出布支撑装置302及出布组合装置301。
25.图中烘箱系统2的每个烘箱单元,由下方的循环风室201及上方的静压热风室202组成,循环风室201内有鼓风机208及加加热器203,工作目的在于对空气加热;静压热风室202的内部有喷热风嘴装置207和传送布料8的轨道204,均为通常设计不再详述。
26.为了提高热能利用率,配套有节能减排系统,由节能热回收系统4、净化装置5组成,并与排气管6、进气管道7相互连接;以往配套的节能减排系统体积较为庞大,往往在定型机旁独立安装,由于近期技术的发展,节能减排系统得以小型化,为减少占地面积,安装于烘箱系统2上方。
27.在图1实施例中,以虚线表示布料8,由进布组合装置101从布料箱中提起,顺序经过进布区1内设备,进入烘箱系统2的第一节烘箱单元的静压热风室202,在内部轨道204的带动下,顺序经过多个烘箱单元的热风室202,由尾端的热风室202出口导出到出布区3,经出布组合装置301收集到布料箱内,出布支撑装置302支撑布料8滞空,让其在空气中自然降温回缩,较长的滞空距离有助于保持布料品质的稳定性。
28.该例传统定型机,进布区1约长6米,出布区3约长12米,烘箱按每节长度3米计算,整机长度约为6+6x3+12=36米,属于传统定型机中的较小机型,烘箱单元高度约2米,加上节能减排系统后整体高度约为3.5米,对于净高为5-6米的标准厂房,显然有空间利用率不足的问题。
29.如图2所示的传统定型机的烘箱单元截面图所示,拉幅定型烘箱系统2由下层的循
环风室201和上层的静压热风室202组成,外壳为环保保温板209。静压热风室202内有水平u形的喷热风嘴装置207,喷热风嘴装置207的u型空间内是布料8,布料8两侧是轨道204 和布铗205,带动布料8在定型机内沿着轨道运动。喷热风嘴装置207朝向布料8的一侧表面有吹风孔,空气经循环风室201的加热气203加热后,经循环风机208施压,通过喷热风嘴装置207的吹风孔,吹向布料8表面,达到对布料拉幅定型的工作目的。
30.如图3所示的本发明第一种实施例,进布区1部分设备与传统设备并无区别,其技术创新在于,本发明的拉幅定型烘箱系统2,其静压热风室采用回旋叠加结构,具体为静压热风室202之上有回旋静压热风室2021,在拉幅定型烘箱系统2的尾端有回旋上布装置9,将布料8从尾端静压热风室202的出口提升至回旋静压热风室2021尾端的入口;回旋静压热风室2021中传送布料8的轨道204,其运行方向与下层的静压热风室202内轨道204运行方向相反;具体为在下层的多个热风室202单元中,轨道带动布料8从前向后移动,而上层的多个回旋静压热风室2021单元中,轨道带动布料8从后向前移动。
31.本发明的布料8在拉幅定型烘箱系统2中,由下层的静压热风室202前端进入,由上层的回旋静压热风室2021前端出布,进出布口均位于拉幅定型烘箱系统2的前端,并存在一定的高度差。
32.本发明实施例中,进布区1各设备的整体高度低于上层的回旋静压热风室前端的出布口,出布组合装置301置于进布组合装置101的前方,且高于进布区各装置整体高度。利用这一高度差,布料8从进布区1的上方通过,导向出布区3。
33.本实施例中,出布组合装置301上有冷却风嘴303和冷却风机304,冷却风嘴303位于出布支撑装置302的上方,朝向布料8,经冷却风机鼓风,冷却布料8后,收入布料箱中,该设备可缩减布料8滞空降温的时间,节省出布区3的占地面积。
34.本实施例中,充分利用进布区1各设备的高度,将出布支撑装置302安置于进布区1各设备上方,以简化结构,降低材料消耗。
35.本实施例中,只需要半数的烘箱单元,即可完成原有工作。同时,由于进布区1与出布区3区域重叠,在高度上错开各自工作区域,形成综合工作区,同样节省了占地面积。
36.本发明的占地面积,只有传统产品的一半左右。具体到本实施例,设回旋上布装置9占地长度1米,进出布综合工作区按占地长度8米,则整体机器长度为3x3+8+1=18米,相比传统原型机的36米长度,占地面积仅有原型机的50%。而整机高度约为4.5米,提高了标准厂房的净空利用率。
37.对于更多烘箱单元的大型定型机,例如12单元的定型机系统,设原型机进布区8米,出布区12米,长度约为8+3x12+12=56米,采用本发明技术后,整体长度约3x6+10=28米,占地面积同样仅有原型机一半,可见本发明不会因烘箱单元数量的变化而影响节省占地面积的功效。
38.且由于进布区1与出布区3的工作区域重叠,仅需1组2人的员工,即可完成机器操控工作,且不存在工作沟通障碍,优化了工作效率,节省薪酬开支。
39.本发明的烘箱单元,为紧凑结构,表面积小,能有效避免机体散热,且节省隔热材料用量。以图1和图3的实施例对比,设烘箱宽度4米,忽略前后及接地底部的散热,则传统机型的散热表面积为(2+4+2)x3x6=144平方米,本发明的散热表面积为(3+4+3)x3x3=90平方
米,仅为传统机型的62.5%,可以有效节约热能损耗。
40.同时,烘箱单元的表层,常用150mm以上的隔热材料制作,因此,本发明也降低了隔热材料用量和制造成本。而较低的机体散热,也降低了机体周边环境的工作温度,实践中可以降低2摄氏度以上,改善了工作人员的工作环境,有助于提升工作效率。
41.本实施例中的回旋上布装置9,由下导轴901、上导轴902构成,分别对应于下层静压热风室出口及上层回旋静压热风室的入口。
42.作为优化设计,在回旋上布装置9中还可以包含回旋扩幅对中装置903,以避免布料8在回旋过程中产生偏移和褶皱。该回旋扩幅对中装置903安置于下导轴901、上导轴902之间,或以回旋扩幅对中装置903替换上导轴902。
43.本实施例结构图中各设备的结构,为了方便说明,进行了一定的简化,因此,本实施例结构图,不应视为对实际结构的限制。实际的定型机各设备,还可以包括扩幅对中、超喂、门幅调整、柔边、速度同步、光电整纬等功能性装置,均可依据实际要求而自由组合。
44.如图4所示的本发明第一种实施例的烘箱单元截面图所示,在热风室202的上方有回旋静压热风室203,两箱体中间均有布料8和对应的轨道204 和布铗205装置,其中下方的布料由前向后移动,上方的的布料由后向前移动。喷热风嘴装置206为双u型结构,分别插入热风室202和回旋静压热风室203之间,对回旋移动的两层布料8进行吹风定型工作。
45.如图4所示的烘箱单元截面,在热风室202与回旋静压热风室203之间有明显的风室隔板206,如将该风室隔板206取消,即为图5所示的烘箱单元截面的第二种结构,此时热风室202与回旋静压热风室2021实际为一个整体。
46.图4 与图5所示烘箱单元结构的技术差别在于:图4所示结构,可以分别调整上下两层热风室的热风温度及风压,适应于对高要求特殊布料的精细加工;而图5所示结构相对简单,适用于大部分布料仅要求恒温恒压的工作场合,降低了整体设备的技术要求和操作难度。
47.如图6所示结构,是对图4所示烘箱单元的优化,特别在于热风室202与回旋静压热风室2021之间的隔断板206上有可开合的通风孔,另有可移动通风板,移动时可以开启或封闭隔断板206的通风孔,形成可开启关闭的通风隔板结构。这一结构的技术效益,在于切换烘箱单元的工作模式,当通风孔开启时,整机工作在恒温恒压的常规工作模式,降低系统的操控难度;当通风孔关闭时,可分别调整静压热风室202与回旋静压热风室2021的温度及风压,适应于对高要求特殊布料的精细加工。
48.如图7所示结构,是对图5所示烘箱单元的进一步优化,将原双u型的喷热风嘴装置206简化为水平的w形结构,中间的吹风道上下均有喷风嘴,即对下层布料吹风,也对上层布料吹风,进一步简化了系统结构。这一结构中,热风室202与回旋静压热风室2021为一体结构,简化了热风室结构,降低了系统整体高度,整机高度可控制在4米以内,适应于对机器高度有苛刻要求的场合。
49.如图8所示,传统的拉幅定型机的热风循环工作流程,冷空气由进气管道7,先进入节能热回收系统4 中,交换热能升温,再进入循环风室201,加热到工作温度后进入静压热风室202中,烘烤布料后,经收集进入节能热回收系统4,交换热能降温,然后经过净化装置5除尘去污达到排放标准,通过排气管6排入大气环境中。
50.该传统技术中,采用节能热回收系统4交换热能废气与进气的热能,达到节能减排
效果,但最终得到的排放气体,温度依然有60到80摄氏度,全数排入空气中,依然有不小的热能损耗。
51.如图9所示,本发明在传统热风循环系统上,在净化装置5后方增加了二级净化装置10及自适应回风装置11。自适应回风装置11由三通通风管道1101及补风机1102组成,三通通风管道1101有上、中、下三个通孔,上通孔通往对外环境,中通孔与二级净化装置10的排气管6连接,下通孔连接补风机1102后,与循环风室201的进气管道7相连接。
52.自适应回风装置11工作时,补风机1102产生抽力,将已净化,符合排放标准的带热尾气,吸入循环风室201中,使热能空气基本在定型机系统内循环,极大减少热能尾气的排放,提升热能利用明显,并因此省略原有的节能热回收系统4。
53.该自适应回风装置11,能自动根据工作状态,排出或吸入空气,在定型机工作过程中自动调节,减少人工干预。且热风温度及风压,不受外界干扰,使系统的工作更为稳定,在不同的工作环境下,均能有效减少带热尾气的排放量约80%以上,有效节约热能消耗。
54.如图10所示,本发明所采用的回旋上布装置9第二种实施例,将传统的循环轨道204 ,由水平运动状态变化为垂直循环状态,并贯穿两层静压热风室,相互首尾连接,形成循环结构。
55.采用该种回旋上布装置9的实施例,优点在于结构更为紧凑,且上下布料的运动可以稳定同步,有利于高质量布料的加工处理。
56.综前所述,本发明提供了一种占地面积小,空间利用率高,散热表面积低,工作区域集中,节省人力的拉幅定型机设备,且对热能回收的利用率更为高效。而以上所述仅是本发明的优选实施方式,在本发明实际部署过程中,因生产工艺要求的不同,并不可能完全依据上述实施例进行操作,因此不应当将本发明的各实施例理解为对本发明的限制。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和调整,这些改进和调整,也应视为本发明的有效保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1