一种阻燃有色弯头纱满铺毯制造方法与流程
[0001]
本发明涉及地毯制造技术领域,具体涉及的是一种阻燃有色弯头纱满铺毯制造方法。
背景技术:
[0002]
地毯是世界范围内具有悠久历史的传统的工艺美术品之一,常用高档住宅、宾馆、体育场、展览厅或交通工具内,具有减少噪声、隔热、装饰效果且铺放在地上具有美化家居、保温等功能。
[0003]
目前阻燃有色弯头纱满铺毯的制作步骤:(1)纺丝;(2)加捻、定型;(3)簇绒;(4)涂胶,固绒;(5)二次涂胶,覆底。现有的阻燃有色弯头纱满铺毯制作由于步骤工序多,导致生产效率低。
[0004]
有鉴于此,本申请人针对上述问题进行深入研究,遂有本案产生。
技术实现要素:
[0005]
本发明的主要目的在于提供一种阻燃有色弯头纱满铺毯制造方法,解决现有技术中生产效率低的问题。
[0006]
为了达成上述目的,本发明的解决方案是:提供一种阻燃有色弯头纱满铺毯制造方法,其特征在于:包括以下步骤:
[0007]
(1)将聚酯切片、阻燃材料与色母粒熔融后进行纺丝;
[0008]
(2)对步骤(1)纺出的纱线进行加捻和定型;
[0009]
(3)对步骤(2)中加捻定型后的纱线进行簇绒;
[0010]
(4)对步骤(3)中簇绒后的地毯进行涂胶固绒,制得簇绒地毯;
[0011]
(5)对步骤(4)中制得的簇绒地毯进行毯面覆底。
[0012]
进一步,在所述步骤(1)中采用质量百分比占30%-40%的阻燃材料与质量百分比占60%-70%的聚酯切片熔融形成阻燃混合物。
[0013]
进一步,采用质量百分比占97%-98%的阻燃混合物与质量百分比占2%-3%的色母粒混合熔融形成纺丝混合物。
[0014]
进一步,所述阻燃混合物的熔融温度为220℃-250℃;所述纺丝混合物的熔融温度为260℃-295℃。
[0015]
进一步,在所述步骤(2)中定型温度为170℃-190℃。
[0016]
进一步,在所述步骤(1)中采用bcf纺丝机进行纺丝。
[0017]
进一步,在所述步骤(2)中采用加捻机与定型机进行双股加捻定型。
[0018]
进一步,在所述步骤(4)中,对簇绒地毯进行毯面覆底时,需要对簇绒地毯进行二次涂胶。
[0019]
进一步,在所述步骤(3)和步骤(4)中采用簇绒装置对加捻定型后的纱线同时进行簇绒和上胶固绒。
[0020]
进一步,所述簇绒装置包括在编织层上进行编织的编织机构、对编织完的纱线进行割绒的割绒机构、以及位于编织层底部对编织层进行上胶的上胶机构。
[0021]
进一步,所述编织机构包括若干个并排设置的编织针,以及与各编织针接通并与之对应的进气管。
[0022]
进一步,所述编织针沿编织层的宽度方向排列。
[0023]
进一步,所述编织机构还包括驱动各编织针上下移动进行编织的编织驱动件,以及驱动各进气管与编织针同步运动的气管驱动件。
[0024]
进一步,所述编织针上形成有供纱线穿过的纱线通道;所述纱线通道的进口位于编织针的上端,所述纱线通道的出口位于编织针的尖端侧壁。
[0025]
进一步,所述进气管与所述编织针的纱线通道接通。
[0026]
进一步,所述编织机构还包括套设在各所述编织针外周的除胶套。
[0027]
进一步,所述除胶套的外侧壁上还设有用于固定除胶套的固定架。
[0028]
进一步,所述割绒机构包括若干个与各编织针一一对应的剪切组件。
[0029]
进一步,所述剪切组件包括第一剪切体和第二剪切体,以及驱动第一剪切体与第二剪切体进行剪切的剪切驱动件。
[0030]
进一步,所述剪切驱动件包括驱动气缸,所述驱动气缸的缸体上设有第一连接杆与第二连接杆;所述第一连接杆一端与所述第一剪切体转动连接,所述第一连接杆的另一端与缸体转动连接;所述第二连接杆一端与所述第二剪切体转动连接,所述第二连接杆的另一端与缸体转动连接。
[0031]
进一步,所述第一连接杆上设有连接在缸体上的第一连接轴,以及连接在第一剪切体上的第二连接轴;所述第二连接杆上设有连接在缸体上的第三连接轴,以及连接在第二剪切体上的第四连接轴;所述缸体上分别设有与第一连接轴和第三连接相配合的第一连接孔和第三连接孔;所述第一剪切体上设有与第二连接轴相配合的第二连接孔;所述第二剪切体上设有与第四连接轴相配合的第四连接孔。
[0032]
进一步,所述驱动气缸输出轴的端部上还设有与第一剪切体与第二剪切体转动连接的连接主轴。
[0033]
进一步,所述上胶机构包括储存胶水的储胶槽,位于储胶槽内并与储胶槽转动连接的上胶辊,以及位于储胶槽下游的预热件。
[0034]
进一步,所述上胶辊的外周面与编织层下表面接触。
[0035]
进一步,所述簇绒装置还包括驱动编织层向前输送的输送机构。
[0036]
进一步,所述输送机构包括位于割绒机构下游的主动输送辊,和位于储胶槽上游的从动输送辊;所述主动输送辊包括位于编织层上表面的第一主动输送辊和位于编织层下表面的第二主动输送辊;所述从动输送辊包括位于编织层上表面的第一从动输送辊和位于编织层下表面的第二从动输送辊。
[0037]
采用上述结构后,本发明涉及的一种阻燃有色弯头纱满铺毯制造方法,与现有技术相比,通过在簇绒的过程中就对地毯进行上胶固绒,在不影响地毯质量的情况下,将簇绒与固绒两个步骤合并在一起,大大地缩短了工艺周期,提高了生产的效率。
附图说明
[0038]
图1为本发明的结构示意图;
[0039]
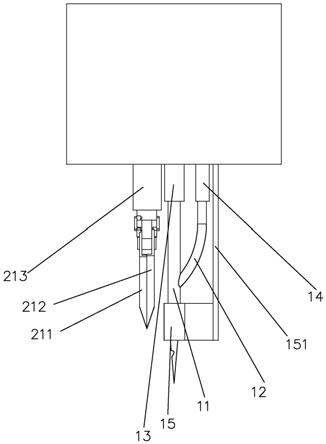
图2为图1中a处的局部放大图;
[0040]
图3为图1的侧视图;
[0041]
图4为本发明中剪切组件的结构示意图;
[0042]
图5为本发明中编织针的结构示意图。
[0043]
图中:1-编织机构、11-编织针、111-纱线通道、12-进气管、13-编织驱动件、14-气管驱动件、15-除胶套、151-固定架;
[0044]
2-割绒机构、21-剪切组件、211-第一剪切体、212-第二剪切体、213-剪切驱动件、2131-缸体、2132-输出轴、21321-连接主轴、214-第一连接杆、215-第二连接杆;
[0045]
3-上胶机构、31-储胶槽、32-上胶辊、33-预热件;
[0046]
4-输送机构、41-第一主动输送辊、42-第二主动输送辊、43-第一从动输送辊、44-第二从动输送辊。
具体实施方式
[0047]
为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
[0048]
如图1-5所示,提供一种阻燃有色弯头纱满铺毯的制作方法,包括以下步骤:
[0049]
(1)将聚酯切片、阻燃材料与色母粒熔融后进行纺丝;
[0050]
(2)对步骤(1)纺出的纱线进行加捻和定型;
[0051]
(3)对步骤(2)中加捻定型后的纱线进行簇绒,
[0052]
(4)对步骤(3)中簇绒后的地毯进行涂胶固绒,制得簇绒地毯;
[0053]
(5)对步骤(4)中制得的簇绒地毯进行毯面覆底。
[0054]
优选的,在步骤(1)中采用质量百分比占30%-40%的阻燃材料与质量百分比占60%-70%的聚酯切片熔融形成阻燃混合物。阻燃材料为共聚型原生磷系阻燃剂,聚酯切片为共聚型的聚酯切片。
[0055]
优选的,采用质量百分比占97%-98%的阻燃混合物与质量百分比占2%-3%的色母粒混合熔融形成纺丝混合物。通过色母粒增加纺丝的着色能力。
[0056]
优选的,阻燃混合物的熔融温度为220℃-250℃;纺丝混合物的熔融温度为260℃-295℃。在这温度范围内制成的纱线阻燃效果更佳。
[0057]
优选的,在步骤(2)中定型温度为170℃-190℃。在这个温度范围可以增加纺丝抗倒伏的能力。
[0058]
优选的,在步骤(1)中采用bcf纺丝机进行纺丝。采用bcf纺丝机纺出的纱线效果更佳。
[0059]
优选的,在步骤(2)中采用加捻机与定型机对纺出的纱线进行双股加捻定型。通过双股加捻定型增加纱线韧性。
[0060]
优选的,在步骤(4)中,对簇绒地毯进行毯面覆底时,需要对簇绒地毯进行二次涂胶。采用pp基布对毯面进行覆底,在覆底时需要对簇绒地毯进行二次涂胶。
[0061]
优选的,在步骤(3)和步骤(4)中采用簇绒装置对加捻定型后的纱线同时进行簇绒
和上胶固绒。将步骤(3)和步骤(4)通过将簇绒与固绒在簇绒装置中同时进行,在不影响质量的情况下,缩短工艺的周期,提高生产的效率。
[0062]
优选的,簇绒装置包括在编织层上进行编织的编织机构1、对编织完的纱线进行割绒的割绒机构2、以及位于编织层底部对编织层进行上胶的上胶机构3。首先编织层经过上胶机构3,上胶机构3在编织层的底部刷上一层胶,然后,继续经过编织机构1,通过编织机构1将纱线在刷完胶的编织层上进行编织,最后经过割绒机构2,进行割绒。
[0063]
优选的,编织机构1包括若干个并排设置的编织针11,以及与各编织针11接通并与之对应的进气管12,每个编织针11配备一根进气管12,进气管12吹出的是冷气,在编织的过程中,使防水胶迅速凝固,是纱线更加牢固,不易脱落。
[0064]
优选的,编织针11沿编织层的宽度方向排列。编织针11沿编织层的宽度方向排列,可以使编织针一边向前输送,一边编织。
[0065]
优选的,编织机构1还包括驱动各编织针11上下移动进行编织的编织驱动件13,以及驱动各进气管12与编织针11同步运动的气管驱动件14。通过编织驱动件13和气管驱动件14来分别驱动编织针11与进气管12的运动,编织驱动件13与气管驱动件均采用微型气缸。
[0066]
优选的,编织针11上形成有供纱线穿过的纱线通道111;纱线通道111的进口位于编织针11的上端,纱线通道111的出口位于编织针11的尖端侧壁。在编织过程中,纱线由纱线通道111的进口进入,由纱线通道111的出口退出。
[0067]
优选的,进气管12与编织针11的纱线通道111接通。进气管12与纱线通道111接通不仅可以将防水胶迅速凝固,还可以防止纱线在编织针11退出编织层时被带出。
[0068]
优选的,编织机构1还包括套设在各编织针11外周的除胶套15。编织针11在编织过程中,会粘上胶水,此时,编织针11在上下运动的过程中,通过除胶套15将编织针11上的胶水刮落,另外,除胶套采用橡胶材质制造。
[0069]
优选的,除胶套15的外侧壁上还设有用于固定除胶套15的固定架151。通过固定架来固定除胶套。
[0070]
优选的,割绒机构2包括若干个与各编织针11一一对应的剪切组件21。通过剪切组件21对编织完的纱线进行割绒处理。
[0071]
优选的,剪切组件21包括第一剪切体211和第二剪切体212,以及驱动第一剪切体211与第二剪切体212进行剪切的剪切驱动件213。剪切驱动件213驱动第一剪切体211与第二剪切体212相互配合做剪切动作,对编织完的纱线进行割绒。
[0072]
优选的,剪切驱动件213包括驱动气缸,驱动气缸的缸体2131上设有第一连接杆214与第二连接杆215;第一连接杆214一端与第一剪切211体转动连接,第一连接杆214的另一端与缸体2131转动连接;第二连接杆215一端与第二剪切体212转动连接,第二连接杆215的另一端与缸体2131转动连接。通过第一连接杆214与第二连接杆215来连接第一剪切体211与第二剪切体212。
[0073]
优选的,第一连接杆214上设有连接在缸体2131上的第一连接轴,以及连接在第一剪切体211上的第二连接轴;第二连接杆215上设有连接在缸体2131上的第三连接轴,以及连接在第二剪切体212上的第四连接轴;缸体2131上分别设有与第一连接轴和第三连接相配合的第一连接孔和第一连接孔;第一剪切体211上设有与第二连接轴相配合的第二连接孔;第二剪切体212上设有与第四连接轴相配合的第四连接孔。通过第一连接杆214将第一
剪切体211与缸体2131连接,通过第二连接杆215将第二剪切体212与缸体2131连接,在第一连接杆214与第二连接感动作用下使第一剪切体211与第二剪切体212完成剪切的动作。
[0074]
优选的,驱动气缸的输出轴2132上还设有与第一剪切体211与第二剪切体212转动连接的连接主轴21321。第一剪切体211与第二剪切体212在驱动气缸的输出轴2132的作用下会上下运动,同时,在第一连接杆214与第二连接感动作用下可以完成剪切的动作。
[0075]
优选的,上胶机构3包括储存胶水的储胶槽31,位于储胶槽31内并与储胶槽31转动连接的上胶辊32,以及位于储胶槽31下游的预热件33。通过上胶辊32将储胶槽31内的胶水涂抹到编织层的底部,在经过预热件33时,将编织层底部的胶水加热,使编织针11更容易刺穿编织层,从而使胶水更容易将纱线粘黏。
[0076]
优选的,上胶辊32的外周面与编织层下表面接触。上胶辊32在储胶槽31内转动,每转动一圈就在编织层底部涂抹一次胶水。
[0077]
优选的,簇绒装置还包括驱动编织层向前输送的输送机构4。通过输送机构驱动编织层向前输送,非常便捷。
[0078]
优选的,输送机构4包括位于割绒机构2下游的主动输送辊,和位于储胶槽31上游的从动输送辊;主动输送辊包括位于编织层上表面的第一主动输送辊41和位于编织层下表面的第二主动输送辊42;从动输送辊包括位于编织层上表面的第一从动输送辊43和位于编织层下表面的第二从动输送辊44。第一主动输送辊41顺时针转动,第二主动输送辊42逆时针转动,通过两个辊的配合,就可以将编织层向前输送。
[0079]
上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1