用于制造带图案的机动车内部覆盖物的装置的制作方法
1.本发明涉及一种无纺型(即,直接由纤维集成)的内部覆盖物,尤其涉及机动车用的地板覆盖物的制造装置。本发明还涉及这种覆盖物的制造方法。
背景技术:
2.在现有技术中,用于制造机动车内部覆盖物的装置已为人所知,特别是包括型针刺机的装置。
3.例如,专利文献fr 3041001描述了一种适用于制造高密度匀质的绒头型覆盖物的装置。
4.这种装置的特点在于包括被刷子覆盖的输送器,这些刷子用于形成匀质绒头。
5.具体地,绒头的制造方法包括:形成沿纵向拉长的纤维网的预备步骤,特别是通过纤维交织成网,之后使纤维网沿纵向穿过成圈装置的步骤,所述成圈装置包括一组转盘和固定的成圈部件。成圈装置通过使纤维竖起而使其成圈,从而形成波纹。然后将纤维网送入配有刷子的输送器上,使得波纹在刷子中积聚以达到预设密度。
6.因此,根据这种已知装置,由增密纤维的波纹而构成的结构被暂时地堵塞在dilour设备的输送器的刷子中,即通过纯粹的机械捕集而无需使用任何胶剂。然后,该文献提出,使波纹更深地进入刷子中,直到可能达到与成品所期望的绒头高度对应的深度。
技术实现要素:
7.本发明的目的主要在于,以简单、经济且有效的方式在覆盖物上形成图案,从而改进这种装置。
8.为此,本发明主要涉及一种覆盖物的制造装置,尤其是机动车内部覆盖物,该装置包括:
9.包括一组转盘和固定的成圈部件的成圈装置,
10.用于将纤维网传送到成圈装置输入端的传送装置,
11.配有刷子的输送器,设置在成圈装置的输出端,
12.其中,至少一个转盘的周缘上包括半径不同且大体呈圆弧形的至少两个部分。
13.如上所述,利用转盘和成圈部件,特别是成圈指形成波纹。成圈高度由成圈部件端部与转盘周缘之间的距离决定。
14.根据本发明,当转盘旋转时,转盘半径局部发生变化,使得转盘周缘与成圈部件端部之间的距离发生变化,从而产生不同的纤维圈高度。
15.形成覆盖物时,纤维圈被捕集到刷子中。转盘直径的变化使得纤维圈或深或浅地进入到刷子中,而它们在刷子外部高度却保持不变。因此,当将纤维圈针刺到基板上时,对所有纤维圈都以相同的方式进行针刺,而覆盖物从刷子上取下时,则会呈现出变化的纤维圈高度。
16.通过控制纤维圈的可变高度,可以根据可变半径的转盘的排列来形成图案,就如
稍后将详细描述的那样。
17.根据本发明的方法可以包括下述特征中的一项或多项,它们可以单独或根据任何可行技术组合联合使用。
18.传送装置沿纵向方向传送网状物,成圈装置用于产生由纤维圈形成的波纹,其中每个纤维圈在垂直于纵向方向的横向方向上具有预设宽度g,并且在垂直于横向方向和纵向方向的竖直方向上具有预设高度hi,所述高度hi取决于形成纤维圈的转盘部分,该制造装置包括位于传送装置上游的纤维定向装置,以使纤维方向平行于与纵向方向成α角的总体方向,关系式为sinα=g/2h,在+/-5
°
内,其中h等于高度hi的最大值。
19.该制造装置包括修剪装置,用于修剪结构中积聚的波纹的顶部,以形成绒头。
20.修剪装置仅用于修剪高度较高的波纹,例如将其修剪至与较低波纹平齐。
21.转盘至少包括第一组转盘和第二组转盘,例如:第一组转盘与第二组转盘相同,并且第一组转盘相对于第二组转盘存在角度偏移,例如180
°
角。
22.转盘至少有两组,例如两组转盘不同。
23.转盘各部分延伸大致相同的成角度扇形,从而使得转盘每转动一圈,对于每一高度hi,成圈装置所产生的纤维圈数n相同。
24.相邻两个转盘角度偏移的角等于360
°
/n。
25.至少一个转盘的周缘包括具有第一半径的多个第一部分,以及具有第二半径的多个第二部分,所述第二半径不同于第一半径,第一和第二部分交替地成角度地相接。
26.本发明还涉及一种覆盖物,尤其是机动车内部覆盖物,的制造方法,该方法包括:
27.通过成圈装置使纤维成圈,其中所述成圈装置包括一组转盘和固定的成圈部件,
28.使通过成圈所形成的纤维圈积聚在配有刷子的输送器中,所述输送器设置在成圈装置的输出端,
29.该方法包括在成圈之前,提供至少一个转盘,所述转盘的周缘上包括半径不同且大体呈圆弧形的至少两个部分(caract
é
ris
éꢀ
en ce qu’il comporte pr
é
alablement au bouclage la fourniture d’au moins un des disques tournants pr
é
sentant une p
é
riph
é
rie comprenant au moins deux parties en formes g
é
n
é
rales d’arcs de cercle de rayons diff
é
rents),其中成圈是通过至少一个转盘来完成的。
附图说明
30.通过下文中仅作为示例给出的描述,并结合附图,将能够更好地理解本发明,其中:
31.图1为根据本发明示例性实施例的覆盖物制造装置的示意图;
32.图2为图1所示制造装置制造的覆盖物的局部剖视图;
33.图3为纤维网插入到图1所示制造装置中时的俯视图;
34.图4为图1所示制造装置的局部俯视图;
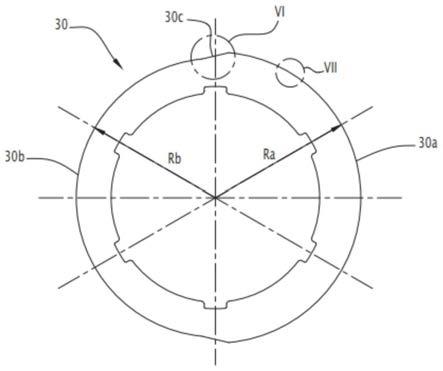
35.图5为图1所示制造装置的转盘的侧视图;
36.图6和图7为图5所示转盘的细节图;
37.图8为纤维圈插入到图1所示装置的刷子内部的剖视示意图;
38.图9为,图1所示制造装置的一组转盘的俯视示意图,其中,该组转盘朝向由这些盘
所制造的覆盖物的示例;
39.图10为两个图5中转盘的侧视示意图,示出了它们的相对方位。
具体实施方式
40.图1示出了针刺覆盖物12的制造装置10。
41.在图2中以剖视图更详细地示出覆盖物12。该覆盖物12形成例如内部覆盖物,更具体地,形成机动车的内部覆盖物,用于铺设在机动车地板或壁板上。作为改型,覆盖物12可以形成任何可行的内部覆盖物。
42.覆盖物12具有未黏合的且彼此平行的纤维15构成的面层(couche d’endroit)14,以及构成基底的背衬层16,所述基底主要由彼此黏合的纤维17构成。
43.纤维15和17由例如热塑性聚合物制成,例如聚丙烯、聚对苯二甲酸乙二酯(pet)、聚酰胺、聚乳酸、它们的混合物或共聚物。作为改型,纤维15和17可以是天然纤维,例如单独或混合使用的亚麻或大麻纤维。
44.纤维15和17可以具有不同的性质。例如,纤维15可以为聚酰胺基,而纤维17则可以为pet基。
45.面层14和背衬层16可以由包含一定比例的黏合纤维的混合物形成,即例如双组分纤维,其中一种组分的熔点低于另一种组分。
46.面层14具有绒头外观。该绒头由圈状的纤维15或多个单根纤维(经修剪的纤维圈)构成。
47.面层14的厚度通常大于背衬层16的厚度。面层14的厚度在例如2mm到8mm之间。根据本发明,面层14的厚度不是一致的,而是在至少两个不同高度之间变化,以形成图案,如稍后将详细描述的那样。
48.面层14中的绒头密度优选地在0.05g/cm3到0.12g/cm3之间,例如在0.07g/cm3到0.08g/cm3之间。这样的密度能保证美观的外观,良好的耐磨性以及清洁的便利性。
49.例如,通过确定由刮削整个面层14直到背衬层16所得材料的质量与被刮削的层的初始体积的比值可以测得此密度。
50.绒头产率,即刮削至基底后的绒头重量与覆盖物12的总重量的比值,例如在50%到80%之间。
51.所用纤维的长度通常在40到150mm之间。
52.纤维的纤度优选地在4到17分特克斯(dtex)之间。
53.纤维的卷曲度优选地在每厘米2.5到4个波纹之间。
54.该制造装置10包括梳理装置,梳理装置后面是使纤维交织的搭接装置18(dispositif de nappage)(称为搭接式撒布机(d
’é
taleur-nappeur)),搭接装置适于生产纤维网20。
55.梳理操作是通过常规方式完成的,可以得到每平方米重量为40到160g的网状物。此类网状物是由主要沿纵向方向定向的多个单条纤维形成的,该纵向方向对应于生产方向(机器方向)。但是,这些纤维由于卷曲而略微重叠,因此假定相对于此类网状物的纵向方向的平均角度在5到10
°
之间(本文中处于相对于纵向轴线的半平面内,这是因为纤维是相对该轴线对称定位的)。在下文中并且为了便于描述,除非另有说明,否则假定该值接近0
°
。
56.搭接装置18是常规型的,因此不再详细描述。在本发明中,使用这种装置的特点在于仅进行一次弯折(qu’un seul pli),从而使搭接式撒布机交织的纤维15平行于一方向延伸,显然,在纤维网宽度对应于梳理宽度的情况下,该方向与纵向方向x的平均角度β大约为60
°
。
57.因此,在该方法此阶段的纤维网状物由两个搭叠的网状物构成,其纤维方向主要相对于表示机器方向的纵轴x对称地形成60
°
的平均角度β。
58.该制造装置10优选地包括位于搭接装置18下游的定向装置22,该定向装置用于定向纤维网20的纤维15。该定向装置22可以设置在搭接装置18的输出端,或者作为改型,设置在一定距离处,在这种情况下,纤维网20从搭接装置18向定向装置22移动。
59.该定向装置22能够改变纤维的方向,从最初的平均角度β改变为使它们平行于总体方向a、b,从而形成关于纵向方向x的预设的平均角度α。由于纤维是交织的,因此某些纤维与第一总体方向a平行,所述第一总体方向沿顺时针方向与纵向方向x成α角,其他纤维则与第二总体方向b平行,所述第二总体方向沿逆时针方向与纵向方向x成α角。
60.在图4中更详细地示出的定向装置22是例如纤维网20的拉伸装置,该纤维网的纤维是交织的。该拉伸装置22包括位于上游的第一组驱动辊24和位于下游的第二组驱动辊26。每一组辊24、26均包括两个互补辊,纤维网20在它们之间与这两个辊接触地穿过。因此,通过驱动每一组辊24、26旋转,可以沿纵向方向x驱动纤维网20。
61.尽管在两组辊之间,纤维网的单位面积质量减小,但该装置22严格来说是定向装置,而不是拉伸装置,这是因为它的作用是使纤维彼此相对枢转(它们的交点作为枢转点),而不是像常规织物拉伸装置中那样通过使纤维彼此平行滑动来拉伸纤维网。因此,力求将两组辊尽可能靠近放置。所以,如果纤维15的长度为l,则两组辊的夹紧线(lignes de pincement)之间的距离将略大于l
·
cosβ。
62.但是,下文中将会参照纤维网的单位面积质量的这一变化来讨论拉伸的纤维网和被拉伸过的纤维网。
63.位于下游的第二组驱动辊26是可旋转的,其转速大于位于上游的第一组驱动辊24的转速,从而使纤维网20在其整个长度上,不会以相同的速度被驱动。然后,由于该速度差,使得在两组辊24、26中的每一组之间穿过的纤维网20被拉伸。
64.该拉伸可以使纤维网20中的纤维15与预期的总体方向a和b平行。
65.用ve表示输入辊的圆周速度,用pe表示接合在输入辊之间的纤维网的单位面积质量,用vs表示输出辊的圆周速度,用ps表示输出辊之间接合的纤维网的单位面积质量。需要说明的是,纤维与输出纤维网的纵向方向x的平均角度为α。
66.这得出的关系式如下:e(拉伸)=ve/vs=pe/ps=cosα/cosβ。
67.因此,可以根据预期角度α和角度β来确定e的数值,其中角度β取决于输出网状物的宽度和纤维网的宽度。
68.得到tanβ=2ln/lv,其中lv为网状物宽度,ln为纤维网的宽度。
69.因此,如果lv=ln(例如,在对应于成品宽度的2.5m的纤维网时,梳理宽度为2.5m),这种情况下通常是β≈60
°
。
70.例如如果α的预期值为20
°
,则得到e=cos 20
°
/cos 60
°
=1.8。
71.我们已经描述了由两组辊构成的拉伸装置,但是这种拉伸可以通过不同的方式来
完成。例如,可以在网状物的进给传送带的端部与装置130的转盘之间进行拉伸。
72.该制造装置10包括位于定向装置22输出端的成圈装置28。这种成圈装置28旨在通过使纤维网20的纤维15竖起而使它们成圈,因而形成波纹。
73.该成圈装置28包括一组转盘30,所述转盘设置在公用横向轴31上,以如下的圆周速度被驱动而连续旋转:该圆周速度优选地等于纤维网20进给到该成圈装置28中的速度。
74.优选地,每个转盘30在其周缘上设有锯齿,能够驱动纤维网20,具体如图7所示。例如,相邻两个锯齿的立面所成大于100
°
的角度d,具体为大约103
°
。
75.成圈装置28还包括成圈部件,具体地包括成圈指32,每个成圈指均设置在相邻两个转盘30之间。成圈指32延伸到与转盘30大致相切的一端。因此,每条纤维15的两端分别被相应的转盘30驱动而预成圈,同时摆脱(en surmontant)设置在两个转盘30之间的对应成圈指32。
76.现在将描述相邻两个转盘30之间纤维15的路径。
77.纤维15与纵向方向x成α角,该纵向方向也是纤维网20进给到成圈装置28中的方向。
78.纤维15的前部由其中一个转盘30所驱动,而纤维15的后部则由另一个转盘30所驱动。这两个转盘与同一轴31相连,它们的转速相同。
79.纤维15的前部首先到达其行进终点,紧靠下面将要描述的止挡件上。前部被抵接时,后部继续前进,直到它也被抵接,从而使纤维15弯曲,然后形成纤维圈。
80.穿过成圈装置28的纤维15都具有与上述相同的行为,从而使得所有成圈纤维15在纤维网20的宽度上沿横向方向形成波纹,所述横向方向垂直于纵向方向x。
81.每个纤维圈具有在垂直于纵向方向和横向方向的竖直方向上的高度hi,以及具有在横向方向上的宽度g。需要说明的是,宽度g大致上对应于相邻两个转盘30之间的间距。
82.另外还需要说明的是,每个纤维圈的高度hi取决于转盘30与纤维接合时的动量(moment)。转盘30的直径越大,纤维圈的高度hi也越大。
83.本发明提供了转盘30的使用,例如这些转盘中至少一个(优选地,这些转盘中的每一个)包括具有至少两个不同半径部分的周缘。
84.图5所示转盘30的周缘包括两个部分30a和30b,第一部分30a的半径ra大于第二部分30b的半径rb。
85.当然,作为改型,转盘30可以包括更多具有不同半径的部分。
86.注意,转盘30的周缘是锯齿状的,涉及的半径被定义为转盘中心与锯齿顶端之间的距离。
87.相邻两个部分30a和30b通过中间部分30c而有角度地被分离,中间部分30c的周缘为斜面状,与这两个部分30a、30b的周缘相接。该中间部分30c的周缘也是锯齿状的,具体如图6所示。
88.显然,纤维圈的高度因与纤维接合的部分30a、30b而不同。具体地,由于第一部分30a的半径ra大于第二部分30b的半径rb,与第一部分30a接合的纤维形成高度h1的纤维圈,该高度大于与第二部分30b接合的纤维的高度h2。
89.因此,根据本发明的装置可以形成不同高度的纤维圈。
90.这样,通过调节纤维圈的高度,就可以在覆盖物12上形成图案。为此,转盘30被以
适当方式布置成与期望图案相对应。
91.需要说明的是,大小纤维圈之间的高度差在0.5mm到1mm之间,足以在覆盖物上形成可视外观。因此,转盘30的半径ra、rb之间的差值足够小,从而不会在接合或成圈时引起纤维的拉扯缺陷。
92.根据所述示例,转盘30的不同部分30a、30b延伸大致相同的成角度扇形,从而使得转盘30每转动一圈,对应于每一高度hi,成圈装置产生的纤维圈数n相同。也可以考虑采用其他配置。
93.尽管在所述示例中转盘30有两个部分30a、30b延伸相同的成角度扇形,但是作为改型,可以设置一个转盘,其周缘具有多个部分30a和多个部分30b,它们交替地成角度地相接。而所有部分30a都具有相同的半径ra,所有部分30b也具有相同的半径rb。
94.在该改型中,每个部分30a与每个部分30b在相同角度范围内延伸,但是也可以设置成,每个部分30a与每个部分30b在不同角度范围内延伸,例如大两至三倍,或者小两至三倍。
95.需要说明的是,根据所采用的图案,可以考虑采用任何其他配置。
96.转盘30的排列示例在图9中示出。在该图中,转盘30被分成在轴31方向上对齐的四组。在该示例中,所有转盘30都是相同的,但是各组之间存在角度偏移。需要说明的是,可选的,至少一组可能具有不同于另外至少一组的转盘。
97.根据该示例,相邻两组转盘30之间存在180
°
的角度偏移。因此,某些组具有相同的转盘排列。将转盘30具有第一排列的组用标号d1来表示,将转盘30具有第二排列的组用标号d2来表示,其中第一排列与第二排列之间存在180
°
的角度偏移。
98.图10示出了d1组中转盘30的角度排列以及d2组中转盘30的角度排列。
99.考虑到该角度偏移,当d1组(或者d2组)中转盘的第一部分30a与纤维接合时,其他d2组(或者d1组)中转盘的第二部分30b与纤维接合。所以,d1组(或者d2组)制造出长纤维圈,而其他d2组(或者d1组)则制造出短纤维圈,反之亦然。
100.因此,由于d1组和d2交替,长纤维圈组和短纤维圈组在横向方向上交替相接。另外,由于每个转盘30均包括第一部分30a和第二部分30b,因此长纤维圈组和短纤维圈组在纵向方向上也交替相接。这样就可以形成网格图案,如图9所示。
101.需要说明的是,也可以采用其他图案,这取决于转盘30的位置和转盘30周缘的形状,这使我们想到,可以包括两个以上不同半径的部分。因此,可以设置与各种图案相对应的多组转盘,以根据期望图案在装置10中进行替换。
102.转盘30被定位成使得:其可以进入带状物33上的刷子内部的深度p≤h1(其中h1为转盘30形成的纤维圈的最大高度),所述刷子的类型与设备的输送器上配备的刷子相同。在转盘所在处,构成刷子的刷毛足够柔软,可以在转盘之间的自由空间内分开或合拢。
103.如上所述,这类带状物用作止挡件。实际上,当带状物上没有转盘时,刷毛返回其初始位置,在纤维上施加压力,这样可以锁定(bloquer)并保持波纹的结构。
104.因此,上述止挡件是由输送器34的带状物33形成。带状物33是环形带,在两个驱动辊之间延伸。带状物33配备有刷子。
105.带状物33沿纵向方向x,以低于转盘30的切向速度的速度移动,从而作为纤维15脱
离这些转盘30的止挡件。
106.波纹则因此而积聚在带状物33的刷子上,其密度取决于转盘30与带状物33之间的速度差。本领域技术人员可根据期望密度来确定该速度差。
107.例如,如果绒头的期望单位面积质量为300g/m2,并且如果拉伸后的纤维网的单位面积质量为50g/m2,则输送器速度与转盘圆周速度的比值应为300/50=6。这一较大比值保证了遵循“止挡”逻辑来工作。
108.通过该装置可以获得高密度的绒头,一般这是常规方法无法实现的。
109.刷子还避免了纤维15被转盘30向上拉扯,这种拉扯会影响波纹的形成。
110.该制造装置10还包括降落装置36,可以使加强层38降落到刷子上所积聚的波纹上。加强层38通常由纤维17构成,例如与纤维网20的纤维相同类型的纤维。
111.由波形纤维15以及加强层38堆叠所形成的结构,旨在从针刺装置40或针头下方通过,所述针刺装置或针头包括至少一个针板41。
112.由带刷子的输送器34和针板构成的组件本身是已知的,例如由型设备构成。
113.针板41与输送器34的带状物33相对设置,并且可竖直地朝向该带状物33伸出,以刺穿所述结构。
114.针板41上带有多根针,可以使针密度达到200到400次/cm2(cps/cm2)左右。
115.该针板41可以将加强层38固定到波纹结构上,即通过从加强层38抽拉纤维并使其进入到纤维网20中,从而使纤维网20全部或部分地降落到刷子内。
116.加强层38的纤维进入到纤维网20中的深度,可以使加强层38接合到纤维网20上,该深度是可变的,可以从0.5mm到1mm的最小值开始直至进入深度p,在这种情况下,加强层38的纤维还有助于供给纤维网20的绒头。因此,可以在0.5mm到h2之间变化(其中h2是转盘30获得的最小纤维圈高度)的该进入深度,应根据设备的针头上配备的针型号以及加强层38的性质来确定。
117.在该步骤过程中,通过使纤维15与加强层38的纤维17交织,从而形成了面层14以及背衬层16。
118.该装置10还包括将面层14纤维接合到背衬层16中的接合装置。该接合装置42可能是例如热固定设备,具体可以是气炉或红外炉。
119.接合可以通过任何可行方式来完成,例如通过在加强层38中,或在加强层38与纤维网20之间掺入胶乳,或纤维网20的纤维之间和/或加强层38中掺入热熔粘合纤维。鉴于可回收性的原因,与乳胶相比,通常优选粘合纤维。这种接合,对所有针刺类构造都是必要的,以确保绒头的纤维与背衬层之间充分接合并且避免剥离或磨损的问题,这通过常规方式来完成的,所以在此不再赘述。
120.优选地,该装置10还包括修剪装置44,用于修剪结构中积聚的波纹的顶部,以形成竖立的纤维绒头。由于波纹在成圈装置28中竖起,并且由此产生完美的纤维平行度,因此修剪后的纤维都具有相同的高度,从而使绒头的外观得到优化。需要说明的是,修剪后的纤维屑可以在之后进行回收。
121.需要说明的是,该修剪装置44通常仅用于修剪高于高度h1的纤维圈。
122.最后,该装置10包括卷绕装置46,卷绕由此形成的覆盖物12以便对其进行搬运。
123.需要说明的是,为了使绒头呈现出最佳外观,特别是最佳密度,并且防止成圈转盘中不会出现过早断裂的纤维(这会影响其总体外观),纤维的方向角α应该遵循以下关系式:sinα=g/2h,以在+/-5
°
内,其中在使用图5所示转盘30的情况下,h=h1。纤维按该角度α定向是通过定向装置22的设置来实现的。
124.根据本发明的装置可以实施下面将要描述的针刺覆盖物的制造方法。
125.该制造方法包括网状物及纤维网20的制造步骤,该步骤仅包括一次弯折(qu’un seul pli),是通过纤维交织铺层来完成。
126.该制造方法还包括使纤维15平行于第一总体方向a或第二总体方向b定向的步骤,每个方向均与纵向方向成α角(分别沿顺时针或逆时针方向)。该定向步骤是通过定向装置22来完成的,所述定向装置被设置成使得角度α满足以下关系式:sinα=g/2h,在+/-5
°
内,其中g和h为如上所述的预设定值。
127.该方法还包括纤维网20沿纵向方向x通过成圈装置28的步骤,从而形成在横向方向上具有预设长度g,并且在竖直方向上具有预设高度hi(尤其是h1和h2)的波纹。
128.该制造方法还包括将纤维网20送入配有刷子的输送器34上,并且使波纹在刷子中积聚以达到预设密度的步骤。输送器34设置在转盘30的输出端,从而使该进给步骤通过转盘30来完成。转盘进入到刷子中,深度p等于对应的高度hi。
129.如上所述,波纹密度取决于转盘30和带状物33之间的速度差。
130.需要说明的是,由此积聚的波纹纤维优选地彼此平行,从而得到最佳的覆盖物12外观。
131.该方法还包括使加强层38,优选地经过预先针刺的加强层,降落到积聚的波纹上的步骤。该加强层38用于形成背衬层16的至少一部分。
132.该方法还包括根据常规针刺方法,通过带状物33上的刷子对纤维网20进行针刺的步骤,以形成包括面层14和背衬层16的结构。如上所述,该针刺由一个针刺头来完成。需要指出,针刺头优选地配有“冠”型刺针,即刺针在与针尖距离相同的每个边缘处具有仅仅一个钩刺。这类刺针与刷子用途兼容,并且能够使加强层38的纤维与纤维网20纤维之间有效地互相穿过。此处,针刺头在本文中并不是用于从纤维网20抽出纤维以构成绒头(这是设备的工作逻辑),而是用于像传统针刺机那样将两层结合到一起。
133.通过该针刺步骤,通过根据本发明方法所生产的衬里是可热成型的,因此非常适合生产机动车地板覆盖物。
134.该方法还包括从输送器34中取出因此而形成的结构的步骤。
135.该方法还包括将面层14纤维锁定或接合到背衬层16中的步骤。该锁定步骤是通过任何可行方式,在接合装置42中完成的。
136.该方法还包括修剪步骤,旨在修剪结构中积聚的波纹的顶部。该步骤是可选步骤,但是相比于未修剪的覆盖物—该覆盖物的纤维圈容留污物,经过修剪的覆盖物更易于清洁。
137.所述修剪可以是例如仅修剪高度较高的纤维圈,使其与较低的纤维圈平齐,即与较低的纤维圈大致在同一高度上。
138.最后,该方法包括对由此形成的覆盖物12进行卷绕的步骤,以利于对其进行搬运。
139.需要说明的是,本发明并不限于上述实施方式,并且可以采用各种改型。
140.具体地,即使在不需要可成型性的情况下,这类覆盖物的应用也可以扩展到机动车以外的领域,例如房屋或铁路运输。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1