一种填充式压实股钢丝绳制造方法与流程
[0001]
本发明涉及金属制品技术领域,尤其涉及一种填充式压实股钢丝绳的生产制造方法。
背景技术:
[0002]“k25fi、k29fi”压实股生产过程中极易出现填充丝外露问题,尤其是在合绳过程中,经预变形器后,填充丝被挤压出来,无法归位,影响钢丝绳质量。
[0003]
该类钢丝绳对工艺配丝、股应力控制及工艺装备等要求较高。捻股时,如果股应力控制不到位,在捻股时,便出现填充丝外露问题,严重的造成产品报废。
技术实现要素:
[0004]
本发明是为了解决填充式压实股钢丝绳在合绳过程中,经预变形器后填充丝被挤压出来,无法归位且影响钢丝绳质量的技术问题。
[0005]
为解决上述技术问题,本发明采用如下技术方案:一种填充式压实股钢丝绳制造方法,包括:钢丝绳外层股的捻距倍数控制在7.6~7.8 ,外层股的应力控制在+45度~+90度,即旋转方向与股的捻向相同;外股外层丝与第一层丝,两者的直径之比为0.94~0.95;将填充丝的强度级别降低2~3个级别,以减低其反弹应力,促使成型更稳定。
[0006]
采用上述技术方案的有益效果是:本发明通过缩小股的捻距倍数、降低填充丝强度级及增大外层丝直径等综合措施,达到解决生产过程中填充丝不外露,提高了填充式压实股钢丝绳的质量。
附图说明
[0007]
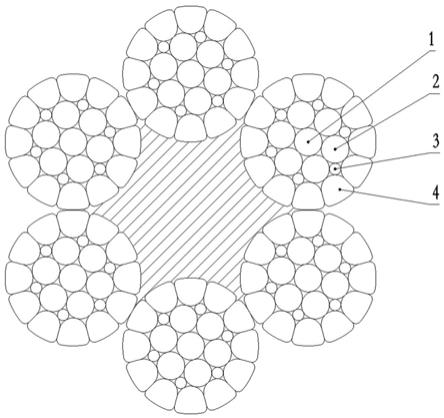
图1为本发明实施例一“6xk25fi-φ28mm”钢丝绳结构示意图。
[0008]
图中:1-中心丝,2-第一层丝,3-填充丝,4-外股外层丝。
具体实施方式
[0009]
一种填充式压实股钢丝绳制造方法,包括,钢丝绳外层股的捻距倍数控制在7.6~7.8 ,外层股的应力控制在+45度~+90度,即旋转方向与股的捻向相同;外股外层丝4与第一层丝2,两者的直径之比为0.94~0.95;将填充丝3的强度级别降低2~3个级别,以减低其反弹应力,促使成型更稳定。
[0010]
实施例一如图1所示,本实施例以“6xk25fi-φ28mm”压实股钢丝绳生产过程作进一步详细说明:外股的捻距倍数控制范围在7.6~7.8倍。
[0011]
外股配丝工艺从里往外为:中心丝1直径 2.20 mm、强度级1770k;第一层丝2直径2.03 mm、强度级1770k;填充丝3直径0.86 mm、强度级1570k;外股外层丝3直径1.92 mm、强度级1770k。
[0012]
捻股使用后变形器为150mm,分水平组和垂直组,股应力控制在+45度~+90度(旋转方向与股的捻向相同)。
[0013]
合绳采用盘式预变形器,预变形器工作辊径为35mm,自然合成角度为23度。
[0014]
预变形器参数为:辊端距为85%t(t为绳的实际捻距),压下量为1.3d(d为钢丝绳公称直径)。
[0015]
拆股变形率为86~89%,钢丝绳捻制成不松散,满足工艺要求。
[0016]
钢丝绳强度级别一般为1570、1670、1770、1870、1960mpa级。
[0017]
填充丝3是填充式压实股钢丝绳在合绳之前所用的原料钢丝,是通过线材(盘条)拉拔后形成的制绳用钢丝,通过选择特定钢号/碳量的线材(盘条)、制定拉拔路线并在拉丝机上冷拉拔而成。上述所述“将填充丝3的强度级别降低2~3个级别”,是指相对于填充式压实股钢丝绳而言,比如:假如填充式压实股钢丝绳是1870mpa强度级,则填充丝为1570~1770mpa强度级可选。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1