一种在线注涂塑钢丝绳合绳机的制作方法
[0001]
本实用新型涉及了钢丝绳合绳机技术领域,更具体的涉及了一种在线注涂塑钢丝绳合绳机。
背景技术:
[0002]
钢钢丝绳是由多根钢丝绞合构成的钢铁制品,钢丝绳在生产时通过合绳机将多根钢丝拧成股,然而传统的钢丝绳合绳机生产出来的钢丝绳在使用时会产生弯曲,此时钢丝绳内侧各个绳股之间会产生直接接触摩擦,产生钢丝绳疲劳后,就会出现断丝现象,然后钢丝绳断丝数逐渐增加,其时间间隔越来越短,从而导致钢丝绳使用寿命变短,并且钢丝绳在使用时,钢丝绳外层会跟滑轮和卷筒的绳槽接触摩擦而使得钢丝绳外层绳股的钢丝表面的出现磨损,特别是在吊载加速和减速运动时,钢丝绳与滑轮接触的部位特别明显,并且会把钢丝绳外层磨成平面状,导致抗旋转性变差和抗挤压变差,从而使得钢丝绳使用寿命变短。
技术实现要素:
[0003]
有鉴于此,本实用新型的目的是提供一种在线注涂塑钢丝绳合绳机,其在线注涂塑不但使得钢丝绳具有抗旋转性和抗挤压性好,而且使得钢丝绳内外层、同层股与股之间不会产生直接接触摩擦,有效防止摩擦断丝现象,可延长钢丝绳的使用寿命。
[0004]
为解决上述技术问题,本实用新型的技术方案是:
[0005]
一种在线注涂塑钢丝绳合绳机,包括第一变速箱、第一绞体机构、第一分线盘、第一预成型装置、第一压线瓦座、第二变速箱、第二绞体机构、第二分线盘、第二预成型装置、第二压线瓦座和加热喷火装置,所述加热喷火装置位于第二压线瓦座和第二预成型装置之间,所述第二预成型装置位于第二分线盘左侧,所述第二分线盘位于第二绞体机构左侧,所述第二绞体机构与第二变速箱转动连接,所述第二变速箱位于第一压线瓦座,所述第一压线瓦座位于第一预成型装置左侧,所述第一预成型装置位于第一分线盘左侧,所述第一分线盘位于第一绞体机构左侧,所述第一绞体机构与第一变速箱转动连接,所述第一压线瓦座后侧设置有注塑机,所述注塑机设置有第一喷头和第二喷头,所述第二喷头连接有外层注塑区域,所述外层注塑区域位于所述第一压线瓦座左侧,所述第一压线瓦座上设置有内层注塑区域,所述内层注塑区域与所述第一喷头相连接,所述第一喷头位于所述第一压线瓦座和所述第一预成型装置之间,由于第二喷头连接有外层注塑区域,所述外层注塑区域位于所述第一压线瓦座左侧,所述第一压线瓦座上设置有内层注塑区域,所述内层注塑区域与所述第一喷头相连接,所述第一喷头位于所述第一压线瓦座和所述第一预成型装置之间,该第一喷头为注塑在钢丝绳内层的注塑头且第二喷头为涂塑在钢丝绳外层的涂覆头,在工作时,能够使第一喷头把塑料注塑到钢丝绳的内层注塑区域进行钢丝绳内层注塑以及第二喷头把塑料涂覆在钢丝绳的外层注塑区域,从而解决了现有技术中传统的钢丝绳合绳机生产出来的钢丝绳在使用时会产生弯曲,此时钢丝绳内侧各个绳股之间会产生直接接触摩擦,产生钢丝绳疲劳后,就会出现断丝现象,然后钢丝绳断丝数逐渐增加,其时间间隔越
来越短,从而导致钢丝绳使用寿命变短,并且钢丝绳在使用时,钢丝绳外层会跟滑轮和卷筒的绳槽接触摩擦而使得钢丝绳外层绳股的钢丝表面的出现磨损,特别是在吊载加速和减速运动时,钢丝绳与滑轮接触的部位特别明显,并且会把钢丝绳外层磨成平面状,导致抗旋转性变差和抗挤压变差,从而使得钢丝绳使用寿命变短,因此该在线注涂塑钢丝绳合绳机可以在线涂塑的钢丝绳外层看上去更加美观,钢丝绳结构更加稳定,使其具有缓震性好和抗挤压性好,提高了钢丝绳的使用寿命,同时在线注涂塑不但使得钢丝绳具有抗旋转性和抗挤压性好,而且使得钢丝绳内外层、同层股与股之间不会产生直接接触摩擦,有效防止摩擦断丝现象,可延长钢丝绳的使用寿命。
[0006]
优选地,所述第一绞体机构包括第一刹车盘、两个及以上第一线架、两个及以上第一绞盘和两个及以上第一托轮,所述第一托轮与第一绞盘转动连接,所述第一绞盘位于第一线架左侧,所述第一线架左侧与第一刹车盘固定连接,由于第一托轮与第一绞盘转动连接,所述第一绞盘位于第一线架左侧,所述第一线架左侧与第一刹车盘固定连接,在工作时,能够使第一绞盘把第一线架中的单根钢丝进行拧成股,从而实现多股钢丝绳为下一步钢丝绳内层绳股注塑以及钢丝绳外层绳股做准备,从而提高了在线注涂塑钢丝绳成型的工作效率。
[0007]
优选地,所述第二绞体机构包括第二刹车盘、两个及以上第二线架、两个及以上第二绞盘和两个及以上第二托轮,所述第二托轮与第二绞盘转动连接,所述第二绞盘位于第二线架左侧,所述第二线架左侧与第二刹车盘固定连接,由于第二托轮与第二绞盘转动连接,所述第二绞盘位于第二线架左侧,所述第二线架左侧与第二刹车盘固定连接,在工作时,能够使第二绞盘把第二线架中的单根钢丝进行拧成股,从而实现多股钢丝绳包裹在注涂塑好后钢丝绳绳股外面,为下一步两层钢丝绳绳股成型做准备,从而提高了在线注涂塑钢丝绳双层成型的使用寿命。
[0008]
优选地,所述第一变速箱设置有第一传动轴,所述第一传动轴依次贯穿于所述第一刹车盘和第一线架,且该第一传动轴与所述第一绞盘固定连接,由于第一传动轴依次贯穿于所述第一刹车盘和第一线架,且该第一传动轴与所述第一绞盘固定连接,该第一变速箱经第一传动轴来带动第一绞盘开始第一层绞绳工作,从而提高钢丝绳第一层绞绳的工作效率。
[0009]
优选地,所述第二变速箱设置有第二传动轴,所述第二传动轴依次贯穿于所述第二刹车盘和第二线架,且该第二传动轴与所述第二绞盘固定连接,由于第二传动轴依次贯穿于所述第二刹车盘和第二线架,且该第二传动轴与所述第二绞盘固定连接,第二变速箱经第二传动轴来带动第二绞盘开始第二层绞绳工作,从而提高第二层绞绳的工作效率。
[0010]
优选地,所述第一预成型装置包括第一中心支撑轴和两个及以上第一导轮盘,所述第一导轮盘固定在第一中心支撑轴上,由于第一导轮盘固定在第一中心支撑轴,该第一导轮盘可以把第一层钢丝绳绳股输送到内层注塑区域进行钢丝绳绳股内层进行注塑,从而提高了工作效率。
[0011]
优选地,所述第二预成型装置包括第二中心支撑轴和两个及以上第二导轮盘,所述第二导轮盘固定在第二中心支撑轴上,由于第二导轮盘固定在第二中心支撑轴上,该第二导轮盘可以把第二层钢丝绳绳股输送到加热喷火装置中,同时第一层注涂塑好的钢丝绳绳股沿着中心线进入到加热喷火装置中,然后加热喷火装置对第一层注涂塑好的钢丝绳绳
股进行喷火加热处理,使其塑料均匀分布在第一层注涂塑的钢丝绳绳股内层和外层里,从而提高了双层的钢丝绳的使用寿命。
[0012]
优选地,所述加热喷火装置包括气瓶、输送管和喷火头,所述喷火头通过输送管与气瓶相连接,且该喷火头位于所述第二预成型装置左侧,由于喷火头通过输送管与气瓶相连接,且该喷火头位于所述第二预成型装置左侧,该气瓶将气体经输送管给喷火头进行供气,使喷火头开始喷火工作,使其塑料均匀分布在第一层注涂塑的钢丝绳绳股内层和外层里,从而提高了双层的钢丝绳的使用寿命。
[0013]
优选地,所述第一刹车盘设置有第一制动器,所述第一制动器固定在所述第一刹车盘上,由于第一制动器固定在所述第一刹车盘上,该第一制动器可以控制第一刹车盘对第一绞体机构的停止,使得在线注涂塑钢丝绳合绳机具有制动效果。
[0014]
优选地,所述第二刹车盘设置有第二制动器,所述第二制动器固定在所述第二刹车盘上,由于第二制动器固定在所述第二刹车盘上,该第二制动器可以控制第二刹车盘对第二绞体机构的停止,使得在线注涂塑钢丝绳合绳机具有制动效果。
[0015]
较现有技术,本实用新型有益技术效果主要体现在:本实用新型通过第二喷头连接有外层注塑区域,所述外层注塑区域位于所述第一压线瓦座左侧,所述第一压线瓦座上设置有内层注塑区域,所述内层注塑区域与所述第一喷头相连接,所述第一喷头位于所述第一压线瓦座和所述第一预成型装置之间,该第一喷头为注塑在钢丝绳内层的注塑头且第二喷头为涂塑在钢丝绳外层的涂覆头,在工作时,能够使第一喷头把塑料注塑到钢丝绳的内层注塑区域进行钢丝绳内层注塑以及第二喷头把塑料涂覆在钢丝绳的外层注塑区域,从而解决了现有技术中传统的钢丝绳合绳机生产出来的钢丝绳在使用时会产生弯曲,此时钢丝绳内侧各个绳股之间会产生直接接触摩擦,产生钢丝绳疲劳后,就会出现断丝现象,然后钢丝绳断丝数逐渐增加,其时间间隔越来越短,从而导致钢丝绳使用寿命变短,并且钢丝绳在使用时,钢丝绳外层会跟滑轮和卷筒的绳槽接触摩擦而使得钢丝绳外层绳股的钢丝表面的出现磨损,特别是在吊载加速和减速运动时,钢丝绳与滑轮接触的部位特别明显,并且会把钢丝绳外层磨成平面状,导致抗旋转性变差和抗挤压变差,从而使得钢丝绳使用寿命变短,因此该在线注涂塑钢丝绳合绳机可以在线涂塑的钢丝绳外层看上去更加美观,钢丝绳结构更加稳定,使其具有缓震性好和抗挤压性好,提高了钢丝绳的使用寿命,同时在线注涂塑不但使得钢丝绳具有抗旋转性和抗挤压性好,而且使得钢丝绳内外层、同层股与股之间不会产生直接接触摩擦,有效防止摩擦断丝现象,可延长钢丝绳的使用寿命,并且第一托轮与第一绞盘转动连接,所述第一绞盘位于第一线架左侧,所述第一线架左侧与第一刹车盘固定连接,在工作时,能够使第一绞盘把第一线架中的单根钢丝进行拧成股,从而实现多股钢丝绳为下一步钢丝绳内层绳股注塑以及钢丝绳外层绳股做准备,从而提高了在线注涂塑钢丝绳成型的工作效率,同时第二托轮与第二绞盘转动连接,所述第二绞盘位于第二线架左侧,所述第二线架左侧与第二刹车盘固定连接,在工作时,能够使第二绞盘把第二线架中的单根钢丝进行拧成股,从而实现多股钢丝绳包裹在注涂塑好后钢丝绳绳股外面,为下一步两层钢丝绳绳股成型做准备,从而提高了在线注涂塑钢丝绳双层成型的使用寿命,并且第一传动轴依次贯穿于所述第一刹车盘和第一线架,且该第一传动轴与所述第一绞盘固定连接,该第一变速箱经第一传动轴来带动第一绞盘开始第一层绞绳工作,从而提高钢丝绳第一层绞绳的工作效率,同时第二传动轴依次贯穿于所述第二刹车盘和第二线架,且该第
二传动轴与所述第二绞盘固定连接,第二变速箱经第二传动轴来带动第二绞盘开始第二层绞绳工作,从而提高第二层绞绳的工作效率,并且第一导轮盘固定在第一中心支撑轴,该第一导轮盘可以把第一层钢丝绳绳股输送到内层注塑区域进行钢丝绳绳股内层进行注塑,从而提高了工作效率,同时第二导轮盘固定在第二中心支撑轴上,该第二导轮盘可以把第二层钢丝绳绳股输送到加热喷火装置中,同时第一层注涂塑好的钢丝绳绳股沿着中心线进入到加热喷火装置中,然后加热喷火装置对第一层注涂塑好的钢丝绳绳股进行喷火加热处理,使其塑料均匀分布在第一层注涂塑的钢丝绳绳股内层和外层里,从而提高了双层的钢丝绳的使用寿命,并且喷火头通过输送管与气瓶相连接,且该喷火头位于所述第二预成型装置左侧,该气瓶将气体经输送管给喷火头进行供气,使喷火头开始喷火工作,使其塑料均匀分布在第一层注涂塑的钢丝绳绳股内层和外层里,从而提高了双层的钢丝绳的使用寿命,同时第一制动器固定在所述第一刹车盘上,该第一制动器可以控制第一刹车盘对第一绞体机构的停止,使得在线注涂塑钢丝绳合绳机具有制动效果,并且第二制动器固定在所述第二刹车盘上,该第二制动器可以控制第二刹车盘对第二绞体机构的停止,使得在线注涂塑钢丝绳合绳机具有制动效果。
附图说明
[0016]
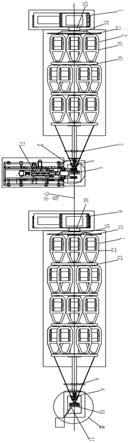
图1:本实用新型的俯视图;
[0017]
图2:本实用新型去掉喷火加热装置和注塑机的主视图;
[0018]
图3:本实用新型a处的局部放大图;
[0019]
图4:本实用新型b处的局部放大图;
[0020]
图5:本实用新型c处的局部放大图;
[0021]
图6:本实用新型d处的局部放大图。
[0022]
其中:1-第一变速箱;2-第一绞体机构;3-第一分线盘;4-第一预成型装置;5-第一压线瓦座;6-第二变速箱;7-第二绞体机构;8-第二分线盘;9-第二预成型装置;10-第二压线瓦座;11-加热喷火装置;12-注塑机;13-第一喷头;14-第二喷头;15-外层注塑区域;16-内层注塑区域;17-第一刹车盘;18-第一线架;19-第一绞盘;20-第一托轮;21-第二刹车盘;22-第二线架;23-第二绞盘;24-第二托轮;25-第一传动轴;26-第二传动轴;27-第一中心支撑轴;28-第一导轮盘;29-第二中心支撑轴;30-第二导轮盘;31-气瓶;32-输送管;33-喷火头;34-第一制动器;35-第二制动器。
具体实施方式
[0023]
以下结合附图,对本实用新型的具体实施方式作进一步详述,以使本实用新型技术方案更易于理解和掌握。
[0024]
如图1-6所示,一种在线注涂塑钢丝绳合绳机,包括第一变速箱1、第一绞体机构2、第一分线盘3、第一预成型装置4、第一压线瓦座5、第二变速箱6、第二绞体机构7、第二分线盘8、第二预成型装置9、第二压线瓦座10和加热喷火装置11,所述加热喷火装置11位于第二压线瓦座10和第二预成型装置9之间,所述第二预成型装置9位于第二分线盘8左侧,所述第二分线盘8位于第二绞体机构7左侧,所述第二绞体机构7与第二变速箱6转动连接,所述第二变速箱6位于第一压线瓦座5,所述第一压线瓦座5位于第一预成型装置4左侧,所述第一
预成型装置4位于第一分线盘3左侧,所述第一分线盘3位于第一绞体机构2左侧,所述第一绞体机构2与第一变速箱1转动连接,所述第一压线瓦座5后侧设置有注塑机12,所述注塑机12设置有第一喷头13和第二喷头14,所述第二喷头14连接有外层注塑区域15,所述外层注塑区域15位于所述第一压线瓦座5左侧,所述第一压线瓦座5上设置有内层注塑区域16,所述内层注塑区域16与所述第一喷头13相连接,所述第一喷头13位于所述第一压线瓦座5和所述第一预成型装置4之间,所述第一绞体机构2包括第一刹车盘17、两个及以上第一线架18、两个及以上第一绞盘19和两个及以上第一托轮20,所述第一托轮20与第一绞盘19转动连接,所述第一绞盘19位于第一线架18左侧,所述第一线架18左侧与第一刹车盘17固定连接,所述第二绞体机构7包括第二刹车盘21、两个及以上第二线架22、两个及以上第二绞盘23和两个及以上第二托轮24,所述第二托轮24与第二绞盘23转动连接,所述第二绞盘23位于第二线架22左侧,所述第二线架22左侧与第二刹车盘21固定连接,所述第一变速箱1设置有第一传动轴25,所述第一传动轴25依次贯穿于所述第一刹车盘17和第一线架18,且该第一传动轴25与所述第一绞盘19固定连接,所述第二变速箱6设置有第二传动轴26,所述第二传动轴26依次贯穿于所述第二刹车盘21和第二线架22,且该第二传动轴26与所述第二绞盘23固定连接,所述第一预成型装置4包括第一中心支撑轴27和两个及以上第一导轮盘28,所述第一导轮盘28固定在第一中心支撑轴27上,所述第二预成型装置9包括第二中心支撑轴29和两个及以上第二导轮盘30,所述第二导轮盘30固定在第二中心支撑轴29上,所述加热喷火装置11包括气瓶31、输送管32和喷火头33,所述喷火头33通过输送管32与气瓶31相连接,且该喷火头33位于所述第二预成型装置9左侧,所述第一刹车盘17设置有第一制动器34,所述第一制动器34固定在所述第一刹车盘17上,所述第二刹车盘21设置有第二制动器35,所述第二制动器35固定在所述第二刹车盘21上。
[0025]
上述中一种在线注涂塑钢丝绳合绳机的工作过程如下:在工作时,第一变速箱1经第一传动轴25带动第一绞体机构2的第一绞盘19将第一线架18上的钢丝绞在一起,形成第一层钢丝绳绳股,然后第一层钢丝绳绳股经第一分线盘3进入到第一预成型装置4的第一导轮盘28中,再由第一导轮盘28把第一层钢丝绳绳股送入到内层注塑区域16,此时注塑机12把塑料经第一喷头13把塑料注塑到第一层钢丝绳绳股内层,然后第一压线瓦座5把第一层钢丝绳绳股进行压紧,再由注塑机12把塑料经第二喷头14把塑料涂覆在第一层钢丝绳绳股外层,实现边胶合边注涂塑目的,然后第一层注涂塑好的钢丝绳绳股沿着中心线进入到加热喷火装置11中,然后加热喷火装置11的喷火头33对第一层注涂塑好的钢丝绳绳股进行喷火加热处理,使其塑料均匀分布在第一层注涂塑的钢丝绳绳股内层和外层里,同时第二变速箱6经第二传动轴26带动第二绞体机构7的第二绞盘23将第二线架22上的钢丝绞在一起,形成第二层钢丝绳绳股,然后第二层钢丝绳绳股经第二分线盘8进入到第二预成型装置9的第二导轮盘30中,然后第二导轮盘30可以把第二层钢丝绳绳股输送到加热喷火装置11中,最后第二层钢丝绳绳股和第一层注涂塑的钢丝绳绳股进入到第二压线瓦座10,然后第二压线瓦座10把第二层钢丝绳绳股和第一层钢丝绳绳股进行压紧成型,从而达到成型钢丝绳。
[0026]
当然,以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1