一种熔喷布生产线的制作方法
1.本实用新型涉及一种熔喷布生产线,属于熔喷非织造布生产技术装备领域。
背景技术:
2.熔喷布主要以聚丙烯为主要原料,纤维直径可以达到1~5微米,空隙多、结构蓬松、抗褶皱能力好,具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,具有很好的过滤性、屏蔽性、绝热性和吸油性。可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料、吸油材料及擦拭布等领域。熔喷布采用高速热空气流对模头喷丝孔挤出的聚合物熔体细流进行牵伸,由此形成超细纤维并收集在凝网帘或滚筒上,同时自身粘合而成为熔喷法非织造布。
3.熔喷布的质量与喷丝板与接收装置间的距离(接收距离dcd)的大小有关,dcd的大小决定了产品的特性和用途,是熔喷布生产过程中一个非常重要的工艺参数。熔喷系统的离线运动是纺丝箱与接收装置在水平方向互相分离的运动,以便进行启动运行、停机或维护喷丝组件的作业。
4.现有熔喷布生产线的熔喷系统的接收距离(dcd)调节机构、离线运动调节机构和收卷换卷机构均较复杂,在穿布过程中静电驻极装置的驻极体间隙过小导致穿布困难,生产线总体结构复杂、造价较高。
技术实现要素:
5.本实用新型的目的在于克服上述不足,提供一种结构简单、造价低的熔喷布生产线。
6.本实用新型的目的是这样实现的:
7.一种熔喷布生产线,所述熔喷布生产线包含挤出机、喷丝机构、成网平台、静电驻极机构和收卷装置;所述挤出机与喷丝机构相连的管道上设有计量泵;所述成网平台设置在喷丝机构的正下方;所述收卷装置设置在成网平台旁边;所述静电驻极机构设置在收卷装置和成网平台之间;
8.所述喷丝机构包含设置在顶面上的熔体入口、对称设置在前后端面上的四个热风入口和安装在底部的喷丝板;所述熔体入口通过内部熔体管路与喷丝板的出丝口相连通;所述热风入口通过内部热风管路与喷丝板的出气口相连通,热风入口与热风机相连。
9.所述成网平台包含平移底座、成网支架、主动辊、导向辊、张紧辊、凝网帘、纠偏辊和吸风管道;所述平移底座底部设有平移电机和平移轴,平移轴两端装有滑轮,滑轮滚动设置在水平导轨上,平移轴的中部设有链轮,链轮通过链条与平移电机相连;所述成网支架通过升降机构安装在平移底座上;所述升降机构包含竖向丝杆、升降电机和升降齿轮箱;所述竖向丝杆的底端固定安装在平移底座上;所述升降电机和升降齿轮箱安装在成网支架上,升降齿轮箱套装在竖向丝杆上,升降电机与升降齿轮箱传动相连;所述主动辊、导向辊、张紧辊、纠偏辊和吸风管道分别安装在成网支架上;所述凝网帘套装在主动辊、导向辊、张紧
辊和纠偏辊上;所述纠偏辊的一端通过调心轴承安装在成网支架上,纠偏辊的另一端通过调心轴承安装在滑块上;所述滑块滑动设置在滑轨上,滑块通过关节轴承与安装在成网支架上的纠偏气缸的活塞杆相铰接;所述滑轨固定安装成网支架上;所述吸风管道的正上方对应喷丝机构底部的喷丝板,吸风管道的顶面为网状通孔结构,吸风管道的出风口与抽风机相连,所述凝网帘与吸风管道的顶面滑动接触。
10.所述静电驻极机构包含底盖、上盖、升降气缸、竖向定位杆和定位活套;所述上盖通过升降气缸安装在底盖上,升降气缸的固定端安装在底盖上,升降气缸的活动端安装在上盖上;所述竖向定位杆的下端固定安装在底盖上;所述定位活套固定安装在上盖上,定位活套滑动套装在竖向定位杆的上部;所述底盖和上盖内均设有金属丝和金属辊,所述金属丝和金属辊上下对应设置,金属丝和金属辊分别通过线缆与静电发生器相连。
11.所述收卷装置包含收卷平台、导向辊、分切辊、摩擦收料辊、换卷机构、收卷辊、收卷支架和收卷气缸;所述导向辊和分切辊按从上至下的顺序依次设置在收卷平台的左侧部分;所述分切辊上安装有多个环形分切刀;所述摩擦收料辊、收卷支架和收卷气缸按从左至右的顺序设置在收卷平台的右侧部分;所述摩擦收料辊外圆周上包覆一层氯丁橡胶,摩擦收料辊的端部通过链条与收料变速箱和电机相连;所述换卷机构包含固定摆臂、换卷链轮、换卷导向辊、无杆气缸、弧形轨道和活动摆臂;所述换卷链轮滚动安装在摩擦收料辊轴上的两端,换卷链轮与换卷变速箱和电机相连;所述固定摆臂固定安装在换卷链轮上,在两端的固定摆臂之间平行安装有两个换卷导向辊和无杆气缸,无杆气缸的活动部安装有刀片,刀片位于两个换卷导向辊的中间位置;所述弧形轨道固定安装在两侧收卷平台上;所述活动摆臂的中下部与固定摆臂相铰接,活动摆臂的下端安装有滚轮,滚轮与弧形轨道滚动接触;所述收卷辊两端嵌置在收卷支架顶部的凹槽内,收卷辊的辊面与摩擦收料辊的辊面静摩擦接触;所述收卷支架底端铰接在收卷平台上,收卷支架的中部与收卷气缸的活塞杆相铰接;所述收卷气缸的固定端铰接在收卷平台上。
12.所述熔喷布生产线的生产步骤为:
13.步骤1:聚丙烯切片经挤出机加热挤出形成高温聚丙烯熔体,高温聚丙烯熔体经计量泵计量后进入喷丝机构;
14.步骤2:经计量后的高温聚丙烯熔体通过熔体入口进入喷丝机构,喷丝机构将高温聚丙烯熔体均匀分配至底部喷丝板的出丝口并向下喷出;高温空气从四个热风入口均匀进入喷丝机构,在喷丝机构的均匀分配下从出气口高速喷出,同时将已喷出的聚丙烯熔体拉伸成纤维;
15.步骤3:在成网平台的吸风管道的吸风作用下,聚丙烯熔体纤维下落至凝网帘上,聚丙烯熔体纤维之间互相粘结冷却形成无纺布,凝网帘循环运转从而形成连续无纺布,无纺布经过导向辊进入静电驻极机构;通过控制升降机构的升降电机即可方便地调节凝网帘与喷丝板的接收距离dcd,满足生产工艺的要求;通过控制平移底座底部的平移电机即可方便地调节成网平台的离线运动,满足生产线启停或喷丝板检修的作业要求;通过控制纠偏气缸即可方便地对凝网帘的跑偏现象及时纠偏;
16.步骤4:从成网平台形成的无纺布经导向后进入静电驻极机构,从金属丝和金属辊间的间隙中穿过,完成高压静电驻极工艺;在生产开始时,控制升降气缸抬起上盖,拉大金属丝和金属辊之间的间隙,即可方便地实现穿布操作,穿布完成后再控制升降气缸将上盖
下落至原位即可;
17.步骤5:经静电驻极后的无纺布进入收卷装置,无纺布经导向辊导向后通过分切辊分切调整幅宽,然后通过摩擦收料辊牵引卷绕至收卷辊上;当无纺布收卷结束时需要更换收卷辊,换卷机构启动,换卷链轮受到电机牵引而顺时针转动,换卷链轮带动固定摆臂顺时针转动,安装在固定摆臂上的换卷导向辊将无纺布托起,同时,活动摆臂的下端滚轮接触到弧形轨道,在杠杆作用下,活动摆臂和固定摆臂之间形成凹槽,继续顺时针旋转经过备用收卷辊时,由于活动摆臂的臂长比固定摆臂的长,备用收卷辊被活动摆臂托举入活动摆臂和固定摆臂形成的凹槽内并随之转动至摩擦收料辊的正上方且紧贴摩擦收料辊,由于备用收卷辊表面的纸卷上沾有双面胶,因此无纺布被沾在备用收卷辊上,同时无杆气缸动作,刀片将无纺布切断,收卷气缸将收卷支架上已收卷好无纺布的收卷辊推离摩擦收料辊,将收卷好无纺布的收卷辊吊离收卷支架后,收卷气缸再将空收卷支架收回至摩擦收料辊附近,无纺布被刀片切断后,换卷机构继续顺时针旋转,当活动摆臂和固定摆臂形成的凹槽旋转至向下倾斜时,凹槽内沾上无纺布的备用收卷辊自由下落至空收卷支架的凹槽内,从而完成备用收卷辊的换卷操作;
18.步骤6:将从收卷支架上下线的收卷辊上的无纺布卷取下包装入库。
19.与现有技术相比,本实用新型的有益效果是:
20.本实用新型成网平台的接收距离(dcd)、离线运动调节简单方便,静电驻极装置的驻极体间隙可调方便穿布,换卷操作不影响连续生产,生产线总体结构简单,造价低。
附图说明
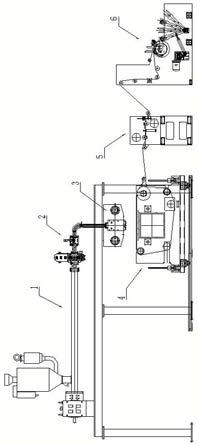
21.图1为本实用新型一种熔喷布生产线的设备布置结构示意图。
22.图2为本实用新型一种熔喷布生产线的喷丝机构结构示意图。
23.图3为本实用新型一种熔喷布生产线的成网平台结构示意图。
24.图4为本实用新型一种熔喷布生产线的成网平台侧向结构示意图。
25.图5为本实用新型一种熔喷布生产线的成网平台纠偏辊安装结构示意图。
26.图6为本实用新型一种熔喷布生产线的静电驻极机构结构示意图。
27.图7为本实用新型一种熔喷布生产线的收卷装置结构示意图。
28.图8为本实用新型一种熔喷布生产线的换卷机构结构示意图。
29.图9为本实用新型一种熔喷布生产线的换卷机构侧向结构示意图。
30.图10为本实用新型一种熔喷布生产线的换卷机构换卷运行示意图。
31.图11为本实用新型一种熔喷布生产线的换卷机构换卷运行示意图。
32.图12为本实用新型一种熔喷布生产线的换卷机构换卷运行示意图。
33.图13为本实用新型一种熔喷布生产线的换卷机构换卷运行示意图。
34.其中:
35.挤出机1、计量泵2、喷丝机构3、成网平台4、静电驻极机构5、收卷装置6;
36.熔体入口3.1、热风入口3.2、喷丝板3.3;
37.平移底座4.1、成网支架4.2、主动辊4.3、导向辊4.4、张紧辊4.5、凝网帘4.6、纠偏辊4.7、吸风管道4.8、升降机构4.9、水平导轨4.10、滑块4.11、滑轨4.12、纠偏气缸4.13;
38.平移轴4.1.1、滑轮4.1.2、链轮4.1.3、平移电机4.1.4、竖向丝杆4.9.1、升降电机
4.9.2、升降齿轮箱4.9.3;
39.底盖5.1、上盖5.2、升降气缸5.3、竖向定位杆5.4、定位活套5.5、金属丝5.6、金属辊5.7;
40.收卷平台6.1、导向辊6.2、分切辊6.3、摩擦收料辊6.4、换卷机构6.5、收卷辊6.6、收卷支架6.7、收卷气缸6.8;
41.环形分切刀6.3.1、固定摆臂6.5.1、换卷链轮6.5.2、换卷导向辊6.5.3、无杆气缸6.5.4、弧形轨道6.5.5、活动摆臂6.5.6、刀片6.5.7、滚轮6.5.8。
具体实施方式
42.参见图1~13,本实用新型涉及的一种熔喷布生产线,所述熔喷布生产线包含挤出机1、喷丝机构3、成网平台4、静电驻极机构5和收卷装置6;所述挤出机1与喷丝机构3相连的管道上设有计量泵2;所述成网平台4设置在喷丝机构3的正下方;所述收卷装置6设置在成网平台4旁边;所述静电驻极机构5设置在收卷装置6和成网平台4之间;
43.所述喷丝机构3包含设置在顶面上的熔体入口3.1、对称设置在前后端面上的四个热风入口3.2和安装在底部的喷丝板3.3;所述熔体入口3.1通过内部熔体管路与喷丝板3.3的出丝口相连通;所述热风入口3.2通过内部热风管路与喷丝板3.3的出气口相连通,热风入口3.2与热风机相连。
44.所述成网平台4包含平移底座4.1、成网支架4.2、主动辊4.3、导向辊4.4、张紧辊4.5、凝网帘4.6、纠偏辊4.7和吸风管道4.8;所述平移底座4.1底部设有平移电机4.1.4和平移轴4.1.1,平移轴4.1.1两端装有滑轮4.1.2,滑轮4.1.2滚动设置在水平导轨4.10上,平移轴4.1.1的中部设有链轮4.1.3,链轮4.1.3通过链条与平移电机4.1.4相连;所述成网支架4.2通过升降机构4.9安装在平移底座4.1上;所述升降机构4.9包含竖向丝杆4.9.1、升降电机4.9.2和升降齿轮箱4.9.3;所述竖向丝杆4.9.1的底端固定安装在平移底座4.1上;所述升降电机4.9.2和升降齿轮箱4.9.3安装在成网支架4.2上,升降齿轮箱4.9.3套装在竖向丝杆4.9.1上,升降电机4.9.2与升降齿轮箱4.9.3传动相连;所述主动辊4.3、导向辊4.4、张紧辊4.5、纠偏辊4.7和吸风管道4.8分别安装在成网支架4.2上;所述凝网帘4.6套装在主动辊4.3、导向辊4.4、张紧辊4.5和纠偏辊4.7上;所述纠偏辊4.7的一端通过调心轴承安装在成网支架4.2上,纠偏辊4.7的另一端通过调心轴承安装在滑块4.11上;所述滑块4.11滑动设置在滑轨4.12上,滑块4.11通过关节轴承4.14与安装在成网支架4.2上的纠偏气缸4.13的活塞杆相铰接;所述滑轨4.12固定安装成网支架4.2上;所述吸风管道4.8的正上方对应喷丝机构3底部的喷丝板3.3,吸风管道4.8的顶面为网状通孔结构,吸风管道4.8的出风口与抽风机相连,所述凝网帘4.6与吸风管道4.8的顶面滑动接触。
45.所述静电驻极机构5包含底盖5.1、上盖5.2、升降气缸5.3、竖向定位杆5.4和定位活套5.5;所述上盖5.2通过升降气缸5.3安装在底盖5.1上,升降气缸5.3的固定端安装在底盖5.1上,升降气缸5.3的活动端安装在上盖5.2上;所述竖向定位杆5.4的下端固定安装在底盖5.1上;所述定位活套5.5固定安装在上盖5.2上,定位活套5.5滑动套装在竖向定位杆5.4的上部;所述底盖5.1和上盖5.2内均设有金属丝5.6和金属辊5.7,所述金属丝5.6和金属辊5.7上下对应设置,金属丝5.6和金属辊5.7分别通过线缆与静电发生器相连。
46.所述收卷装置6包含收卷平台6.1、导向辊6.2、分切辊6.3、摩擦收料辊6.4、换卷机
构6.5、收卷辊6.6、收卷支架6.7和收卷气缸6.8;所述导向辊6.2和分切辊6.3按从上至下的顺序依次设置在收卷平台6.1的左侧部分;所述分切辊6.3上安装有多个环形分切刀6.3.1;所述摩擦收料辊6.4、收卷支架6.7和收卷气缸6.8按从左至右的顺序设置在收卷平台6.1的右侧部分;所述摩擦收料辊6.4外圆周上包覆一层氯丁橡胶,摩擦收料辊6.4的端部通过链条与收料变速箱和电机相连;所述换卷机构6.5包含固定摆臂6.5.1、换卷链轮6.5.2、换卷导向辊6.5.3、无杆气缸6.5.4、弧形轨道6.5.5和活动摆臂6.5.6;所述换卷链轮6.5.2滚动安装在摩擦收料辊6.4轴上的两端,换卷链轮6.5.2与换卷变速箱和电机相连;所述固定摆臂6.5.1固定安装在换卷链轮6.5.2上,在两端的固定摆臂6.5.1之间平行安装有两个换卷导向辊6.5.3和无杆气缸6.5.4,无杆气缸6.5.4的活动部安装有刀片6.5.7,刀片6.5.7位于两个换卷导向辊6.5.3的中间位置;所述弧形轨道6.5.5固定安装在两侧收卷平台6.1上;所述活动摆臂6.5.6的中下部与固定摆臂6.5.1相铰接,活动摆臂6.5.6的下端安装有滚轮6.5.8,滚轮6.5.8与弧形轨道6.5.5滚动接触;所述收卷辊6.6两端嵌置在收卷支架6.7顶部的凹槽内,收卷辊6.6的辊面与摩擦收料辊6.4的辊面静摩擦接触;所述收卷支架6.7底端铰接在收卷平台6.1上,收卷支架6.7的中部与收卷气缸6.8的活塞杆相铰接;所述收卷气缸6.8的固定端铰接在收卷平台6.1上。
47.所述熔喷布生产线的生产步骤为:
48.步骤1:聚丙烯切片经挤出机1加热挤出形成高温聚丙烯熔体,高温聚丙烯熔体经计量泵2计量后进入喷丝机构3;
49.步骤2:经计量后的高温聚丙烯熔体通过熔体入口3.1进入喷丝机构3,喷丝机构3将高温聚丙烯熔体均匀分配至底部喷丝板3.3的出丝口并向下喷出;高温空气从四个热风入口3.2均匀进入喷丝机构3,在喷丝机构3的均匀分配下从出气口高速喷出,同时将已喷出的聚丙烯熔体拉伸成纤维;
50.步骤3:在成网平台4的吸风管道4.8的吸风作用下,聚丙烯熔体纤维下落至凝网帘4.6上,聚丙烯熔体纤维之间互相粘结冷却形成无纺布,凝网帘4.6循环运转从而形成连续无纺布,无纺布经过导向辊进入静电驻极机构5;通过控制升降机构4.9的升降电机4.9.2即可方便地调节凝网帘4.6与喷丝板3.3的接收距离dcd,满足生产工艺的要求;通过控制平移底座4.1底部的平移电机4.1.4即可方便地调节成网平台4的离线运动,满足生产线启停或喷丝板检修的作业要求;通过控制纠偏气缸4.13即可方便地对凝网帘4.6的跑偏现象及时纠偏;
51.步骤4:从成网平台4形成的无纺布经导向后进入静电驻极机构5,从金属丝5.6和金属辊5.7间的间隙中穿过,完成高压静电驻极工艺;在生产开始时,控制升降气缸5.3抬起上盖5.2,拉大金属丝5.6和金属辊5.7之间的间隙,即可方便地实现穿布操作,穿布完成后再控制升降气缸5.3将上盖5.2下落至原位即可;
52.步骤5:经静电驻极后的无纺布进入收卷装置6,无纺布经导向辊6.2导向后通过分切辊6.3分切调整幅宽,然后通过摩擦收料辊6.4牵引卷绕至收卷辊6.6上;当无纺布收卷结束时需要更换收卷辊6.6,换卷机构6.5启动,换卷链轮6.5.2受到电机牵引而顺时针转动,换卷链轮6.5.2带动固定摆臂6.5.1顺时针转动,安装在固定摆臂6.5.1上的换卷导向辊6.5.3将无纺布托起,同时,活动摆臂6.5.6的下端滚轮接触到弧形轨道6.5.5,在杠杆作用下,活动摆臂6.5.6和固定摆臂6.5.1之间形成凹槽,继续顺时针旋转经过备用收卷辊6.6
时,由于活动摆臂6.5.6的臂长比固定摆臂6.5.1的长,备用收卷辊6.6被活动摆臂6.5.6托举入活动摆臂6.5.6和固定摆臂6.5.1形成的凹槽内并随之转动至摩擦收料辊6.4的正上方且紧贴摩擦收料辊6.4,由于备用收卷辊6.6表面的纸卷上沾有双面胶,因此无纺布被沾在备用收卷辊6.6上,同时无杆气缸6.5.4动作,刀片6.5.7将无纺布切断,收卷气缸6.8将收卷支架6.7上已收卷好无纺布的收卷辊6.6推离摩擦收料辊6.4,将收卷好无纺布的收卷辊6.6吊离收卷支架6.7后,收卷气缸6.8再将空收卷支架6.7收回至摩擦收料辊6.4附近,无纺布被刀片6.5.7切断后,换卷机构6.5继续顺时针旋转,当活动摆臂6.5.6和固定摆臂6.5.1形成的凹槽旋转至向下倾斜时,凹槽内沾上无纺布的备用收卷辊6.6自由下落至空收卷支架6.7的凹槽内,从而完成备用收卷辊6.6的换卷操作;
53.步骤6:将从收卷支架6.7上下线的收卷辊6.6上的无纺布卷取下包装入库。
54.另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1