一种聚乳酸纤维氨纶混纺面料的染整定型方法与流程
1.本发明涉及混纺面料定型技术领域,尤其涉及一种聚乳酸纤维氨纶混纺面料的染整定型方法。
背景技术:
2.聚乳酸(pla)是一种聚羟基酸。乳酸是乳酸杆菌产生的一种碳水化合物,是生物体(包括人体)中常见的天然化合物。通过乳酸环化二聚物的化学聚合或乳酸的直接聚合可以得到高分子量的聚乳酸。以聚乳酸为原料得到的制品,具有良好的生物相容性、生物可吸收性和生物降解性,并且在可降解热塑性高分子材料中pla具有最好的抗热性。聚乳酸纤维的耐温在170℃左右,熔点在175℃左右,吸湿排汗快,具有天然的抗菌性;因模量小,织物轻、结晶度高,面料光泽性好;限氧指数高,阻燃性好,燃烧时不会散发毒气。聚乳酸纤维面料符合人类健康需求的发展,市场上内衣、家居服、t恤越来越多的选用聚乳酸纤维。为了与其纤维特性相适应,氨纶的耐温性必须也是170℃左右,加上材质上是混纺棉或人棉类,给定型整理加工带来挑战。印染企业多数氨纶坯布为了保障最终成品的规格尺寸稳定,从而使面料的服装缩率达到国标或欧标,通常采用高温定坯布200℃左右,再经深度染整加工,成品经170℃左右定型,达到氨纶面料的尺寸稳定,保持有一定的弹性、一定的强力、一定范围的平方克重及一定范围的门幅、同时保持布面平整的要求。
3.目前,纺织行业氨纶材料多,品牌多,价格多元化,耐温性及耐酸碱性不一,会导致染整加工中氨纶失弹、氨纶受损伤、氨纶局部点状熔化等,坯定时间对氨纶的性能也产生重要影响。研究开发一种聚乳酸纤维氨纶弹力混纺面料的染整定型工艺,保证氨纶的弹性、面料强力、平方克重及门幅在合理范围内,具有重要的经济价值。
技术实现要素:
4.本发明的目的是为了克服现有技术的不足而提供一种聚乳酸纤维氨纶混纺面料的染整定型方法。本发明的定型方法具有合理安全性,使染整加工过程中氨纶面料的弹性、强力、平方克重及门幅在合理范围内,达到相应面料的弹性、强力、平方克重、门幅的标准,减少生产失败环节,降低生产成本。
5.为了实现上述发明目的,本发明提供以下技术方案:
6.本发明提供了一种聚乳酸纤维氨纶混纺面料的染整定型方法,包含如下步骤:
7.1)确定聚乳酸纤维氨纶混纺坯布小样的目标门幅、目标克重、坯布门幅和坯布克重,计算横向拉伸长度和纵向拉伸长度;
8.2)对聚乳酸纤维氨纶混纺坯布的小样定型处理后进行测试,测试小样的平方克重、弹性和缩率,观察触感;
9.3)小样定型合格后,制定大样试生产;
10.4)大样试生产合格后,制定试首缸生产。
11.作为优选,步骤1)所述横向拉伸长度=取样横长
×
目标门幅/坯布门幅;
12.所述纵向拉伸长度=取样纵长
×
[2
‑
目标门幅
×
目标克重/(坯布门幅
×
坯布克重)];
[0013]
所述取样横长为10~36cm,取样纵长为10~42cm。
[0014]
作为优选,步骤2)所述定型处理的温度为20~250℃;所述定型处理的时间根据小样的平方克重来确定,当平方克重≤200g/m2时,定型处理的时间为40~70s,当平方克重>200g/m2时,定型处理的时间为70~120s。
[0015]
作为优选,步骤2)所述小样定型处理完成后放置3~5h再进行测试,放置的温度为20~30℃,相对湿度为60~70%。
[0016]
作为优选,步骤2)所述弹性包括横向弹率和纵向弹率,横向弹率=(横向最大伸长
‑
横向自然伸长)/横向自然伸长
×
100%;纵向弹率=(纵向最大伸长
‑
纵向自然伸长)/纵向自然伸长
×
100%。
[0017]
作为优选,步骤2)所述缩率包括横向缩率和纵向缩率,横向缩率和纵向缩率的计算方法相同;横向缩率=(处理后横向直径
‑
原横向直径)/原横向直径
×
100%;处理后横向直径为小样在水中浸泡1~3min再去除水后进行平铺所得;所述触感包含手感、拉后回弹、透光观察熔点。
[0018]
作为优选,步骤3)所述小样定型合格为定型处理后,小样的平方克重为目标克重的97~103%,横向弹率≥120%,纵向弹率≥100%,横向缩率为
‑
5~0%,纵向缩率为
‑
5~0%;
[0019]
所述大样试生产中,定型速率=每节风箱长度
×
定型风箱节数/小样定型时间;
[0020]
所述大样试生产后对大样的平方克重、弹性和缩率进行检测。
[0021]
作为优选,当聚乳酸纤维氨纶混纺坯布为质量比为43~47:15~22:25~30:8~12的32s人棉、棉、聚乳酸纤维和耐温170℃氨纶形成的色织罗纹粉红坯时,所述定型处理的温度为172~178℃,时间为75~85s。
[0022]
作为优选,当聚乳酸纤维氨纶混纺坯布为质量比为43~47:15~22:25~30:8~12的50s人棉、棉、聚乳酸纤维和耐温120℃氨纶形成的色织罗纹卡其坯时,所述定型处理的温度为125~135℃,时间为75~85s。
[0023]
本发明的有益效果为:
[0024]
本发明的定型方法具有合理安全性,使染整加工过程中氨纶面料的弹性、强力、平方克重及门幅在合理范围内,达到相应面料的弹性、强力、平方克重、门幅的标准,减少生产失败环节,降低生产成本。
具体实施方式
[0025]
本发明提供了一种聚乳酸纤维氨纶混纺面料的染整定型方法,包含如下步骤:
[0026]
1)确定聚乳酸纤维氨纶混纺坯布小样的目标门幅、目标克重、坯布门幅和坯布克重,计算横向拉伸长度和纵向拉伸长度;
[0027]
2)对聚乳酸纤维氨纶混纺坯布的小样定型处理后进行测试,测试小样的平方克重、弹性和缩率,观察触感;
[0028]
3)小样定型合格后,制定大样试生产;
[0029]
4)大样试生产合格后,制定试首缸生产。
[0030]
本发明步骤1)所述横向拉伸长度优选=取样横长
×
目标门幅/坯布门幅;
[0031]
所述纵向拉伸长度优选=取样纵长
×
[2
‑
目标门幅
×
目标克重/(坯布门幅
×
坯布克重)];
[0032]
所述取样横长优选为10~36cm,进一步优选为15~30cm,更优选为20~25cm;取样纵长优选为10~42cm,进一步优选为18~30cm,更优选为22~25cm。
[0033]
本发明步骤2)所述定型处理的温度优选为20~250℃,进一步优选为80~220℃,更优选为130~180℃;所述定型处理的时间优选根据小样的平方克重来确定,当平方克重≤200g/m2时,定型处理的时间优选为40~70s,进一步优选为45~65s,更优选为50~60s;当平方克重>200g/m2时,定型处理的时间优选为70~120s,进一步优选为80~100s,更优选为85~90s。
[0034]
本发明所述定型温度优选参考常规氨类针织物坯定型温度:棉类氨纶布195~205℃,莫代尔氨纶布205~210℃,人棉氨纶布205~210℃,锦棉氨纶布195~205℃,涤棉氨纶195~200℃,睛棉氨纶195~205℃;定型温度与氨纶坯布d数有关,d数越大定型温度越高;平方克重越大,定型温度越高;当选用低温氨纶时,必须根据氨纶的耐温度性与坯布耐温材质来确定适合的温度进行试样。
[0035]
本发明的定型时间若过长,导致氨纶受损、失去弹性、或经染整后克重轻、门幅超宽,既浪费能源也造成损失。如果定型时间不足,导致染整后织物收缩严重,克重高、门幅窄,即使成品定型温度高重新200℃定型成品,氨纶面料失去弹性,纤维再次受热而使布面手感变粗糙,强制再次拉伸使面料原来的弹性失去、织造风格及纹路都产生差异性而失败,甚至强力下降使面料不能使用。
[0036]
本发明所述定型时间优选参考常规棉类氨纶布定坯干定时间:当平方克重为100~150g/m2(包含端点值100,不包含150)时,定型时间50~60s;当平方克重为150~200g/m2(包含端点值150,不包含200)时,定型时间60~70s;当平方克重为200~250g/m2(包含端点值200,不包含250)时,定型时间70~80s;当平方克重为250~300g/m2(包含端点值250,不包含300)时,定型时间80~90s;当平方克重≥300g/m2时,定型时间为90s。
[0037]
本发明步骤2)所述定型处理优选采用小样定型机(广州鸿靖机械r
‑
3型);小样定型机的温度可调范围为20~250℃
±
1℃;布样可调尺寸为横10cm
×
纵10cm~横36cm
×
纵42cm,双向针板四面可拉伸;时间控制范围:1~9990s自动退出。
[0038]
本发明步骤2)所述小样定型处理完成后优选放置3~5h再进行测试,进一步优选4h;所述放置的温度优选为20~30℃,进一步优选为25℃;所述放置的相对湿度优选为60~70%,进一步优选为65%。
[0039]
本发明步骤2)所述平方克重优选在克重仪上取克重圆饼后在电子秤上称重;所述克重仪的直径优选为11.286cm;所述电子秤的精度优选为1%;所述平方克重优选=电子秤的读数
×
100。
[0040]
本发明步骤2)所述弹性优选包括横向弹率和纵向弹率,所述横向弹率优选=(横向最大伸长
‑
横向自然伸长)/横向自然伸长
×
100%;所述纵向弹率优选=(纵向最大伸长
‑
纵向自然伸长)/纵向自然伸长
×
100%;所述横向最大伸长和纵向最大伸长分别优选为横向拉伸到不能再拉时的长度和纵向拉伸到不能再拉时的长度。
[0041]
本发明步骤2)所述缩率优选包括横向缩率和纵向缩率,所述横向缩率和纵向缩率
的计算方法相同;所述横向缩率优选=(处理后横向直径
‑
原横向直径)/原横向直径
×
100%;所述纵向缩率优选=(处理后纵向直径
‑
原纵向直径)/原纵向直径
×
100%;所述处理后横向直径优选为小样在水中用水揉挤1~3min再去除水后进行平铺所得;所述去除水优选为将水挤干;所述原横向直径和原纵向直径为克重圆饼的横向直径和纵向直径,优选为克重仪的直径;所述触感优选包含手感、拉后回弹、透光观察熔点。
[0042]
本发明步骤3)所述触感优选为手感、拉手回弹,具体为用手触摸坯布与定后的差异性,双手横纵拉开,是否弹性回复或纤维受损,拉开回复慢,则弹性较差,需重试板,缩率倒大(缩率为0或正值,即为缩率倒大),则弹性缺失,需新试样;如织物纤维硬化,拉后产生破孔,即说明纤维在高温坯定时受损伤,使纤维局部熔解、失弹等,需重新试样;还优选为透光观察熔点,具体为用手将布双手横向或纵向撑开,背光用布遮,透光观察氨纶是否熔点,如有出现则判定失败,需重新试样。
[0043]
本发明步骤3)所述小样定型合格的判定标准为:定型处理后,小样的平方克重优选为目标克重的97~103%,进一步优选为99~101%;横向弹率优选≥120%,进一步优选150~190%;纵向弹率优选≥100%,进一步优选110~130%;横向缩率优选
‑
5~0%(不包含0%),进一步优选
‑
5%~
‑
1%,更优选
‑
4%~
‑
1%;纵向缩率优选
‑
5~0%(不包含0%),进一步优选
‑
3.5%~
‑
1%,更优选
‑
3%~
‑
1%;
[0044]
所述大样试生产中,定型速率优选=每节风箱长度
×
定型风箱节数/小样定型时间;
[0045]
所述大样试生产后优选对大样的平方克重、弹性和缩率进行检测。
[0046]
本发明的聚乳酸纤维氨纶混纺坯布优选为32s人棉、棉、聚乳酸纤维和耐温170℃氨纶形成的色织罗纹粉红坯,所述32s人棉、棉、聚乳酸纤维和耐温170℃氨纶的质量比优选为43~47:15~22:25~30:8~12,进一步优选为45:18:27:10;当32s人棉、棉、聚乳酸纤维和耐温170℃氨纶的质量比为43~47:15~22:25~30:8~12时,所述定型处理的温度优选为172~178℃,进一步优选为174~176℃,更优选为175℃;所述定型处理的时间优选为75~85s,进一步优选为78~82s,更优选为80s。
[0047]
本发明的聚乳酸纤维氨纶混纺坯布还优选为50s人棉、棉、聚乳酸纤维和耐温120℃氨纶形成的色织罗纹卡其坯;所述50s人棉、棉、聚乳酸纤维和耐温120℃氨纶的质量比优选为43~47:15~22:25~30:8~12,进一步优选为45:18:27:10;当50s人棉、棉、聚乳酸纤维和耐温120℃氨纶的质量比为43~47:15~22:25~30:8~12时,所述定型处理的温度优选为125~135℃,进一步优选为127~132℃,更优选为130℃;所述定型处理的时间优选为75~85s,进一步优选为78~82s,更优选为80s。
[0048]
下面结合实施例对本发明提供的技术方案进行详细的说明,但是不能把它们理解为对本发明保护范围的限定。
[0049]
实施例1
[0050]
坯布为色织罗纹粉红坯,包含质量分数为45%、18%、27%和10%的32s人棉、棉、聚乳酸纤维和耐温170℃氨纶,坯布门幅为170cm,坯布克重为313g/m2,要求成品目标门幅185cm,目标克重260g/m2。
[0051]
取长宽为25cm
×
25cm的色织罗纹粉红坯布小样,横纵划框制作成20cm
×
20cm的正方形,计算得到横向拉伸长度为21.8cm,纵向拉伸长度为22cm,在双向针板上将小样坯布挂
入针板。将小样坯布在170℃下定型80s,然后在25℃、相对湿度为65%的环境下放置4h,再对定型处理的小样坯布进行测试。
[0052]
将小样用克重仪取定型画框内的直径为11.28cm的中间位置圆饼(克重饼),放置4h后用精度1%的电子秤称平方克重为262g/m2。将克重饼横向取2cm拉伸到不能拉时的长度,测量为5.2cm,横向弹率为(5.2
‑
2)/2
×
100%=160%;将克重饼纵向取2cm拉伸到不能拉时的长度,测量为4.4cm,纵向弹率为(4.4
‑
2)/2
×
100%=120%。将直径为11.28cm的克重饼放入250ml塑料杯中,塑料杯装有200ml常温水,将克重饼浸湿并用单手揉挤2min,再挤干水,自然摊平,测量横向直径10.72cm,纵向直径11.02cm,计算得到横向缩率为
‑
4.9%,纵向缩率为
‑
2.3%。对小样坯布的手感软硬,拉后回弹性,透光熔点进行观察。
[0053]
实施例2
[0054]
坯布为色织罗纹卡其坯,包含质量分数为45%、18%、27%和10%的50s人棉、棉、聚乳酸纤维和耐温120℃氨纶,坯布门幅为150cm,坯布克重为243g/m2,要求成品目标门幅165cm,目标克重221g/m2。
[0055]
取长宽为25cm
×
25cm的色织罗纹粉红坯布小样,横纵划框制作成20cm
×
20cm的正方形,计算得到横向拉伸长度为22cm,纵向拉伸长度为20cm,在双向针板上将小样坯布挂入针板。将小样坯布在130℃下定型80s,然后在25℃、相对湿度为65%的环境下放置4h,再对定型处理的小样坯布进行测试。
[0056]
将小样用克重仪取定型画框内的直径为11.28cm的中间位置圆饼(克重饼),放置4h后用精度1%的电子秤称平方克重为218g/m2。将克重饼横向取2cm拉伸到不能拉时的长度,测量为5.6cm,横向弹率为(5.6
‑
2)/2
×
100%=180%;将克重饼纵向取2cm拉伸到不能拉时的长度,测量为4.48cm,纵向弹率为(4.48
‑
2)/2
×
100%=124%。将直径为11.28cm的克重饼放入250ml塑料杯中,塑料杯装有200ml常温水,将克重饼浸湿并用单手揉挤2min,再挤干水,自然摊平,测量横向直径10.76cm,纵向直径11.06cm,计算得到横向缩率为
‑
4.6%,纵向缩率为
‑
2.0%。对小样坯布的手感软硬,拉后回弹性,透光熔点进行观察。
[0057]
对比例1
[0058]
坯布和测试方法与实施例1的完全相同,与实施例1的不同之处为将小样坯布在180℃下定型90s。
[0059]
称重小样的平方克重为256g/m2,计算横向弹率为0%,纵向弹率为0%,横向缩率为0%,纵向缩率为0%,对小样坯布的手感软硬,拉后回弹性,透光熔点进行观察。
[0060]
对比例2
[0061]
坯布和测试方法与实施例1的完全相同,与实施例1的不同之处为将小样坯布在170℃下定型80s。
[0062]
称重小样的平方克重为282g/m2,计算横向弹率为280%,纵向弹率为160%,横向缩率为
‑
8.2%,纵向缩率为
‑
6.5%,对小样坯布的手感软硬,拉后回弹性,透光熔点进行观察。
[0063]
对比例3
[0064]
坯布和测试方法与实施例2的完全相同,与实施例2的不同之处为将小样坯布在140℃下定型80s。
[0065]
称重小样的平方克重为216g/m2,计算横向弹率为0%,纵向弹率为0%,横向缩率
为0%,纵向缩率为0%,对小样坯布的手感软硬,拉后回弹性,透光熔点进行观察。
[0066]
对比例4
[0067]
坯布和测试方法与实施例2的完全相同,与实施例2的不同之处为将小样坯布在120℃下定型70s。
[0068]
称重小样的平方克重为238g/m2,计算横向弹率为320%,纵向弹率为220%,横向缩率为
‑
10.2%,纵向缩率为
‑
8.4%,对小样坯布的手感软硬,拉后回弹性,透光熔点进行观察。
[0069]
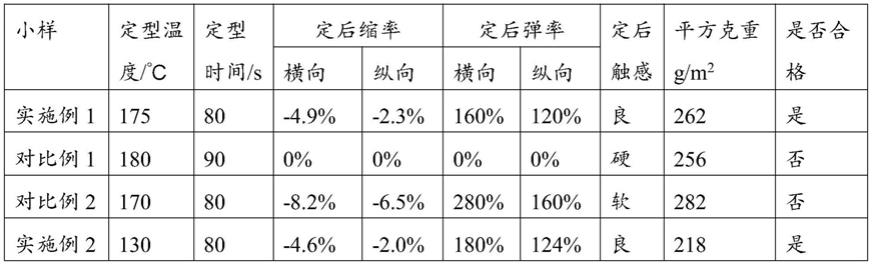
实施例1~2和对比例1~4的小样定型及其结果如表1所示。
[0070]
表1实施例1~2和对比例1~4的小样定型及其结果
[0071][0072][0073]
实施例3
[0074]
坯布与实施例1的相同,小样定型温度175℃,定型时间80s,取干布、风量100%;大样生产设备为门幅式10节风箱定型机,每节风箱长度为3m,第1箱与最后一箱与空气接触较多,干布定型时,温度相差2℃,湿布定型时,前2节是烘干作用,后面才开始定型,风量调小使布面平整,定型时间计算即后面几节风箱。一般温度越高首尾风箱温度相差越大,每节风箱温度设置如表2所示。定型速率=(3
×
10)/(80/60)=22.5m/min。
[0075]
表2大样试生产每节风箱温度设置
[0076]
风箱12345678910风量90%90%80%80%70%70%70%70%65%60%温度/℃173175175175175175175175175173
[0077]
大样试生产中,车速为22m/min,下机门幅185cm,目标克重255g/m2;经60℃/20min除油水洗后,抛干规格:176cm
×
270g,经165℃平定,加亲水性硅油轧余率80%,车速22m/min,下机规格182cm
×
253g/m2;取码布全幅2m,放置在25℃相对湿度65%环境下4h后进行测试。
[0078]
检测结果:门幅182cm,克重257g/m2,参照gb/t8628
‑
2013检测横向缩率
‑
3.3%,纵向缩率
‑
4.2%,缩后克重267g/m2,符合要求,达到标准。
[0079]
实施例4
[0080]
坯布与实施例2的相同,小样定型温度130℃,定型时间80s,取干布、风量100%;大样生产设备为门幅式10节风箱定型机,每节风箱长度为3m,第1箱与最后一箱与空气接触较
多,干布定型时,温度相差2℃,湿布定型时,前2节是烘干作用,后面才开始定型,风量调小使布面平整,定型时间计算即后面几节风箱。每节风箱温度设置如表3所示。
[0081]
表3大样试生产每节风箱温度设置
[0082][0083][0084]
大样试生产中,车速为24m/min,下机门幅165cm,目标克重220g/m2;经60℃/20min除油水洗后,抛干规格:155cm
×
228g,经130℃平定,加亲水性硅油轧余率80%,车速24m/min,下机规格165cm
×
215g/m2;取码布全幅2m,放置在25℃相对湿度65%环境下4h后进行测试。
[0085]
检测结果:门幅163cm,克重215g/m2,参照gb/t8628
‑
2013检测横向缩率
‑
4.8%,纵向缩率
‑
4.6%,缩后克重225g/m2,符合要求,达到标准。
[0086]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1