外层防水里层吸湿快干的抗菌防护服面料的生产工艺的制作方法
1.本发明涉及面料生产工艺领域,具体涉及外层防水里层吸湿快干的抗菌防护服面料的生产工艺。
背景技术:
2.在全球新冠病毒疫情影响下,催生出对防护服面料的大量需求。过去的防护服面料大多采用非织造布,具有无菌且成本低的优点,但是这种面料的机械性能和服用性能很差,只能适用于医用一次性防护服。而在疫情的大背景下,开发满足民用需求的防护服面料尤为重要。这类防护服需同时兼顾耐久的抗菌性能以及良好的穿着舒适度。
技术实现要素:
3.本发明所要解决的技术问题是:将提供一种外层防水里层吸湿快干的抗菌防护服面料的生产工艺,采用该生产工艺制得的面料既需要具备耐久的抗菌性能,又需要具备优良的服用性。
4.为了解决上述问题,本发明所采用的技术方案为:外层防水里层吸湿快干的抗菌防护服面料的生产工艺,生产工艺过程如下:涤纶筒丝染色整理、棉筒纱染色整理
→
织造
→
整理
→
定型,其特征在于:
5.(1)涤纶筒丝染色整理中:一、按照1:5浴比染机入水、将涤纶筒丝放入染机中,然后将染机溶液升温至75~80℃,并加入联胜去油灵1~2g/l,然后染机保温运行10~15min对涤纶筒丝进行热水洗,从而来去除纱表面油渍,接着排液;二、按照1:5浴比染机入水,然后升温至70~75℃,接着将纱线质量的2.8~3.2%的分散染料、pe匀染剂0.3~0.5g/l、s-56防水助剂0.2~0.8g/l加入染机中,然后染机保温运行3~5min,接着取染机中的少量溶液进行ph测试,在ph值测试过程中,向染机的溶液中滴加冰醋酸,边滴加边进行ph值测试,直至ph值在4.5~5.5之间,然后染机保温运行10~15min,接着染机以1.0~ 1.2℃/min的速率将染机溶液升温至110~120℃,然后再以1.5~2℃/min的速率将染机溶液升温至125~135℃,接着染机保温运行30~60min,排液;三、染机入水,然后将染机溶液升温至75~80℃,并加入烧碱2~2.5g/l进行还原清洗,清洗时间为20~25min,排液;接着染机入水,然后将染机溶液升温至 60~65℃进行热水洗,清洗时间为10~20min,排液;最后将涤纶筒丝从染机中取出烘干;
6.(2)棉筒纱染色整理中:一、按照1:5浴比染机入水、将棉筒纱放入染机中,然后在常温下加入702稳定剂2~2.5ml/l、8702活性渗透剂1.5~2.0ml/l、烧碱 2~3g/l、双氧水5~8ml/l,然后将染机溶液升温至110~115℃并保温运行 20~30min,接着将染机溶液降温至80~85℃并保温运行10~15min,接着排液,中和水洗,水洗;二、按照1:5浴比染机入水,然后在常温下将纱线质量的0.5~0.8%的活性染料、sd-18鳌合分散剂0.5~1g/l、midori cat 2.0吸湿快干助剂1.1~1.5g/l加入染机中,接着将染机溶液升温至60~65℃,然后加入元明粉20~40g/l并保温运行30~40min进行促染,接着加入纯碱10~20g/l 并保温运行
20~30min进行固色,然后排液;三、酸洗、水洗,最后将棉筒纱从染机中取出烘干;
7.(3)织造中:面料由涤纶长丝和赛络紧密纺棉纱在超细双面大圆机上编织而成,涤纶长丝由涤纶筒丝放出,赛络紧密纺棉纱由棉筒纱放出,面料中涤纶长丝的质量占比为40%~48%;面料花型循环具有三个线圈纵行和六路线圈横列,其中:第一、三、五路为涤纶长丝进纱;第二、四、六路为赛络紧密纺棉纱进纱;编织方式为:第一路:涤纶长丝在下针筒a、b、c处织针上进行成圈编织,上针盘a、b处织针上均不编织而成浮线;第二路:赛络紧密纺棉纱在下针筒a处织针上进行集圈编织,下针筒b、c处织针上均不编织而成浮线,上针盘a、b 处织针上进行成圈编织;第三路涤纶长丝的编织方式与第一路相同;第四路:赛络紧密纺棉纱在下针筒b处织针上进行集圈编织,下针筒a、c处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;第五路涤纶长丝的编织方式与第一路相同;第六路:赛络紧密纺棉纱在下针筒c处织针上进行集圈编织,下针筒a、b处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;两路编织一个双面线圈横列,重复循环上述编织方式就能编织得到由集圈连接的空气层双面面料;面料正面是涤纶长丝,反面是赛络紧密纺棉纱;
8.(4)整理中:按照1:5浴比浸轧机入水,然后将面料重量的1~2%的silvadur 930 美国陶氏纳米银抗菌剂加入浸轧机中,接着将面料放入浸轧机中在常温下浸泡 20~30min,然后通过浸轧机将面料中多余的水分轧出,轧液率为80~85%,然后将面料再次放入浸轧机中在常温下浸泡10~20min,接着通过浸轧机将面料中多余的水分轧出,轧液率为80~85%,然后在烘干机中对面料进行烘干,烘干温度为100~110℃,烘干速度为10~15m/min。
9.进一步的,前述的外层防水里层吸湿快干的抗菌防护服面料的生产工艺,其中:一种选择:面料由细度为75d/72f涤纶长丝和40s赛络紧密纺棉纱在超细双面大圆机上编织而成,面料中涤纶长丝的质量占比为42.6%,编织而成的面料克重在180~ 190g/m2。
10.进一步的,前述的外层防水里层吸湿快干的抗菌防护服面料的生产工艺,其中:另一种选择:面料由细度为100d/36f涤纶长丝和30s赛络紧密纺棉纱在超细双面大圆机上编织而成,面料中涤纶长丝的质量占比为42.6%,编织而成的面料克重在200~ 220g/m2。
11.进一步的,前述的外层防水里层吸湿快干的抗菌防护服面料的生产工艺,其中:第三种选择:面料由细度为150d/36f涤纶长丝和26s赛络紧密纺棉纱在超细双面大圆机上编织而成,面料中涤纶长丝的质量占比为48%,编织而成的面料克重在240~ 260g/m2。
12.进一步的,前述的外层防水里层吸湿快干的抗菌防护服面料的生产工艺,其中:选用34英寸36g的超细双面大圆机。
13.进一步的,前述的外层防水里层吸湿快干的抗菌防护服面料的生产工艺,其中:定型中:定型温度为120~125℃,定型速度为15~20m/min,定型上超位为105~115%,定型下超位为100~110%,风机的风压为90~110kpa。
14.本发明的优点为:上述面料的内外层由两种不同材料进行编织,在一块面料的内外层两面分别实现防水和吸湿快干两种功能整理,从而使面料具有优良的服用性,并且整体兼顾抗菌性能。外层由经过防水处理的涤纶长丝进行编织,内层由经过吸湿快干的赛络紧密纺棉纱进行编织。经过防水处理的外层,因其表面能很低,绝大多数的固体液体都不会附着在面料,可以起到防护的作用;经过吸湿快干处理的棉质内层,可以很好的转移身体产生的水汽,带来舒适的穿着感。
具体实施方式
15.下面结合具体实施例对本发明作进一步的详细描述。
16.实施例1
17.外层防水里层吸湿快干的抗菌防护服面料的生产工艺,生产工艺过程如下:涤纶筒丝染色整理、棉筒纱染色整理
→
织造
→
整理
→
定型,
18.(1)涤纶筒丝染色整理中:一、按照1:5浴比染机入水、将涤纶筒丝放入染机中,然后将染机溶液升温至75℃,并加入联胜去油灵1g/l,然后染机保温运行 10min对涤纶筒丝进行热水洗,从而来去除纱表面油渍,接着排液;二、按照 1:5浴比染机入水,然后升温至70℃,接着将纱线质量的3%的分散染料、pe 匀染剂0.3g/l、s-56防水助剂0.4g/l加入染机中,分散染料为分散黄se-ngl,然后染机保温运行5min,接着取染机中的少量溶液进行ph测试,在ph值测试过程中,向染机的溶液中滴加冰醋酸,边滴加边进行ph值测试,直至ph值在4.5~5.5之间,然后染机保温运行10min,接着染机以1.0℃/min的速率将染机溶液升温至115℃,然后再以1.5℃/min的速率将染机溶液升温至130℃,接着染机保温运行40min,排液;三、染机入水,然后将染机溶液升温至75℃,并加入烧碱2g/l进行还原清洗,清洗时间为20min,排液;接着染机入水,然后将染机溶液升温至60℃进行热水洗,清洗时间为10min,排液;最后将涤纶筒丝从染机中取出烘干;
19.(2)棉筒纱染色整理中:一、按照1:5浴比染机入水、将棉筒纱放入染机中,然后在常温下加入702稳定剂2ml/l、8702活性渗透剂1.5ml/l、烧碱2g/l、双氧水6ml/l,然后将染机溶液升温至110℃并保温运行20min,接着将染机溶液降温至80℃并保温运行10min,接着排液,中和水洗,水洗;二、按照1:5浴比染机入水,然后在常温下将纱线质量的0.5%的活性染料、sd-18鳌合分散剂 0.5g/l、midori cat 2.0吸湿快干助剂1.1g/l加入染机中,活性染料为活性黄3rs,接着将染机溶液升温至60℃,然后加入元明粉20g/l并保温运行35min 进行促染,接着加入纯碱15g/l并保温运行20min进行固色,然后排液;三、酸洗、水洗,最后将棉筒纱从染机中取出烘干;
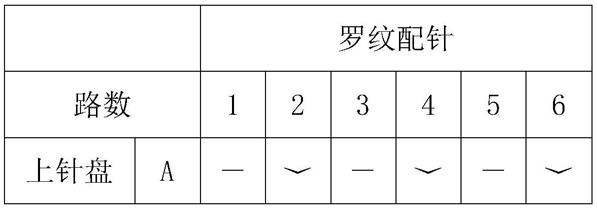
20.(3)织造中:面料由细度为75d/72f涤纶长丝和40s赛络紧密纺棉纱在34英寸36g 的超细双面大圆机上编织而成,涤纶长丝由涤纶筒丝放出,赛络紧密纺棉纱由棉筒纱放出,面料中涤纶长丝的质量占比为42.6%,编织而成的面料克重在 185g/m2;面料花型循环具有三个线圈纵行和六路线圈横列,其中:第一、三、五路为涤纶长丝进纱;第二、四、六路为赛络紧密纺棉纱进纱;编织方式为:第一路:涤纶长丝在下针筒a、b、c处织针上进行成圈编织,上针盘a、b处织针上均不编织而成浮线;第二路:赛络紧密纺棉纱在下针筒a处织针上进行集圈编织,下针筒b、c处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;第三路涤纶长丝的编织方式与第一路相同;第四路:赛络紧密纺棉纱在下针筒b处织针上进行集圈编织,下针筒a、c处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;第五路涤纶长丝的编织方式与第一路相同;第六路:赛络紧密纺棉纱在下针筒c处织针上进行集圈编织,下针筒a、b处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;两路编织一个双面线圈横列,重复循环上述编织方式就能编织得到由集圈连接的空气层双面面料;面料正面是涤纶长丝,反面是赛络紧密纺棉纱;表1为面料编织时的三角配置图表;
21.表1
[0022][0023][0024]
其中:“︿”表示针筒针成圈,“︹”表示针筒针集圈,“-”表示针浮线,“﹀”表示针盘针成圈,“︺”表示针盘针集圈;
[0025]
(4)整理中:按照1:5浴比浸轧机入水,然后将面料重量的1.5%的silvadur 930 美国陶氏纳米银抗菌剂加入浸轧机中,接着将面料放入浸轧机中在常温下浸泡 20min,然后通过浸轧机将面料中多余的水分轧出,轧液率为80%,然后将面料再次放入浸轧机中在常温下浸泡15min,接着通过浸轧机将面料中多余的水分轧出,轧液率为80%,然后在烘干机中对面料进行烘干,烘干温度为100℃,烘干速度为10m/min。
[0026]
(5)定型中:定型温度为120℃,定型速度为15m/min,定型上超位为110%,定型下超位为105%,风机的风压为100kpa,在实际生产中,定型可以在中国台湾力根定型机上进行。
[0027]
实施例2
[0028]
外层防水里层吸湿快干的抗菌防护服面料的生产工艺,生产工艺过程如下:涤纶筒丝染色整理、棉筒纱染色整理
→
织造
→
整理
→
定型,
[0029]
(1)涤纶筒丝染色整理中:一、按照1:5浴比染机入水、将涤纶筒丝放入染机中,然后将染机溶液升温至80℃,并加入联胜去油灵1.5g/l,然后染机保温运行 10min对涤纶筒丝进行热水洗,从而来去除纱表面油渍,接着排液;二、按照 1:5浴比染机入水,然后升温至70℃,接着将纱线质量的3%的分散染料、pe 匀染剂0.5g/l、s-56防水助剂0.5g/l加入染机中,分散染料为分散蓝se-2r,然后染机保温运行4min,接着取染机中的少量溶液进行ph测试,在ph值测试过程中,向染机的溶液中滴加冰醋酸,边滴加边进行ph值测试,直至ph值在4.5~5.5之间,然后染机保温运行10min,接着染机以1.0℃/min的速率将染机溶液升温至115℃,然后再以1.5℃/min的速率将染机溶液升温至130℃,接着染机保温运行40min,排液;三、染机入水,然后将染机溶液升温至75℃,并加入烧碱2g/l进行还原清洗,清洗时间为25min,排液;接着染机入水,然后将染机溶液升温至65℃进行热水洗,清洗时间为10min,排液;最后将涤纶筒丝从染机中取出烘干;
[0030]
(2)棉筒纱染色整理中:一、按照1:5浴比染机入水、将棉筒纱放入染机中,然后在
常温下加入702稳定剂2.5ml/l、8702活性渗透剂2.0ml/l、烧碱3g/l、双氧水6ml/l,然后将染机溶液升温至112℃并保温运行20min,接着将染机溶液降温至80℃并保温运行10min,接着排液,中和水洗,水洗;二、按照1:5浴比染机入水,然后在常温下将纱线质量的0.7%的活性染料、sd-18鳌合分散剂 0.5g/l、midori cat 2.0吸湿快干助剂1.2g/l加入染机中,活性染料为活性蓝b,接着将染机溶液升温至65℃,然后加入元明粉30g/l并保温运行35min 进行促染,接着加入纯碱15g/l并保温运行25min进行固色,然后排液;三、酸洗、水洗,最后将棉筒纱从染机中取出烘干;
[0031]
(3)织造中:面料由细度为100d/36f涤纶长丝和30s赛络紧密纺棉纱在34英寸36g 的超细双面大圆机上编织而成,涤纶长丝由涤纶筒丝放出,赛络紧密纺棉纱由棉筒纱放出,面料中涤纶长丝的质量占比为42.6%,编织而成的面料克重在 215g/m2;面料花型循环具有三个线圈纵行和六路线圈横列,其中:第一、三、五路为涤纶长丝进纱;第二、四、六路为赛络紧密纺棉纱进纱;编织方式为:第一路:涤纶长丝在下针筒a、b、c处织针上进行成圈编织,上针盘a、b处织针上均不编织而成浮线;第二路:赛络紧密纺棉纱在下针筒a处织针上进行集圈编织,下针筒b、c处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;第三路涤纶长丝的编织方式与第一路相同;第四路:赛络紧密纺棉纱在下针筒b处织针上进行集圈编织,下针筒a、c处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;第五路涤纶长丝的编织方式与第一路相同;第六路:赛络紧密纺棉纱在下针筒c处织针上进行集圈编织,下针筒a、b处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;两路编织一个双面线圈横列,重复循环上述编织方式就能编织得到由集圈连接的空气层双面面料;面料正面是涤纶长丝,反面是赛络紧密纺棉纱;表1为面料编织时的三角配置图表;
[0032]
表1
[0033][0034]
其中:“︿”表示针筒针成圈,“︹”表示针筒针集圈,“-”表示针浮线,“﹀”表示针盘针成圈,“︺”表示针盘针集圈;
[0035]
(4)整理中:按照1:5浴比浸轧机入水,然后将面料重量的1.5%的silvadur 930 美国陶氏纳米银抗菌剂加入浸轧机中,接着将面料放入浸轧机中在常温下浸泡 25min,然后通过浸轧机将面料中多余的水分轧出,轧液率为85%,然后将面料再次放入浸轧机中在
常温下浸泡15min,接着通过浸轧机将面料中多余的水分轧出,轧液率为85%,然后在烘干机中对面料进行烘干,烘干温度为110℃,烘干速度为10m/min。
[0036]
(5)定型中:定型温度为125℃,定型速度为20m/min,定型上超位为110%,定型下超位为105%,风机的风压为100kpa,在实际生产中,定型可以在中国台湾力根定型机上进行。
[0037]
实施例3
[0038]
外层防水里层吸湿快干的抗菌防护服面料的生产工艺,生产工艺过程如下:涤纶筒丝染色整理、棉筒纱染色整理
→
织造
→
整理
→
定型,
[0039]
(1)涤纶筒丝染色整理中:一、按照1:5浴比染机入水、将涤纶筒丝放入染机中,然后将染机溶液升温至80℃,并加入联胜去油灵2g/l,然后染机保温运行 15min对涤纶筒丝进行热水洗,从而来去除纱表面油渍,接着排液;二、按照 1:5浴比染机入水,然后升温至75℃,接着将纱线质量的3%的分散染料、pe 匀染剂0.5g/l、s-56防水助剂0.8g/l加入染机中,分散染料为分散红se-gfl,然后染机保温运行3min,接着取染机中的少量溶液进行ph测试,在ph值测试过程中,向染机的溶液中滴加冰醋酸,边滴加边进行ph值测试,直至ph值在4.5~5.5之间,然后染机保温运行15min,接着染机以1.2℃/min的速率将染机溶液升温至115℃,然后再以2℃/min的速率将染机溶液升温至130℃,接着染机保温运行60min,排液;三、染机入水,然后将染机溶液升温至80℃,并加入烧碱2.5g/l进行还原清洗,清洗时间为25min,排液;接着染机入水,然后将染机溶液升温至65℃进行热水洗,清洗时间为20min,排液;最后将涤纶筒丝从染机中取出烘干;
[0040]
(2)棉筒纱染色整理中:一、按照1:5浴比染机入水、将棉筒纱放入染机中,然后在常温下加入702稳定剂2.5ml/l、8702活性渗透剂2.0ml/l、烧碱3g/l、双氧水8ml/l,然后将染机溶液升温至115℃并保温运行30min,接着将染机溶液降温至85℃并保温运行15min,接着排液,中和水洗,水洗;二、按照1:5浴比染机入水,然后在常温下将纱线质量的0.8%的活性染料、sd-18鳌合分散剂 1g/l、midori cat 2.0吸湿快干助剂1.5g/l加入染机中,活性染料为活性红 3bs,接着将染机溶液升温至65℃,然后加入元明粉40g/l并保温运行40min 进行促染,接着加入纯碱20g/l并保温运行30min进行固色,然后排液;三、酸洗、水洗,最后将棉筒纱从染机中取出烘干;
[0041]
(3)织造中:面料由细度为150d/36f涤纶长丝和26s赛络紧密纺棉纱在34英寸36g 的超细双面大圆机上编织而成,涤纶长丝由涤纶筒丝放出,赛络紧密纺棉纱由棉筒纱放出,面料中涤纶长丝的质量占比为48%,编织而成的面料克重在 250g/m2;面料花型循环具有三个线圈纵行和六路线圈横列,其中:第一、三、五路为涤纶长丝进纱;第二、四、六路为赛络紧密纺棉纱进纱;编织方式为:第一路:涤纶长丝在下针筒a、b、c处织针上进行成圈编织,上针盘a、b处织针上均不编织而成浮线;第二路:赛络紧密纺棉纱在下针筒a处织针上进行集圈编织,下针筒b、c处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;第三路涤纶长丝的编织方式与第一路相同;第四路:赛络紧密纺棉纱在下针筒b处织针上进行集圈编织,下针筒a、c处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;第五路涤纶长丝的编织方式与第一路相同;第六路:赛络紧密纺棉纱在下针筒c处织针上进行集圈编织,下针筒a、b处织针上均不编织而成浮线,上针盘a、b处织针上进行成圈编织;两路编织一个双面线圈横列,重复循环上述编织方式就能编织得到由集圈连接的空气层双面面料;面
料正面是涤纶长丝,反面是赛络紧密纺棉纱;表1为面料编织时的三角配置图表;
[0042]
表1
[0043][0044]
其中:“︿”表示针筒针成圈,“︹”表示针筒针集圈,“-”表示针浮线,“﹀”表示针盘针成圈,“︺”表示针盘针集圈;
[0045]
(4)整理中:按照1:5浴比浸轧机入水,然后将面料重量的1.5%的silvadur 930 美国陶氏纳米银抗菌剂加入浸轧机中,接着将面料放入浸轧机中在常温下浸泡 30min,然后通过浸轧机将面料中多余的水分轧出,轧液率为85%,然后将面料再次放入浸轧机中在常温下浸泡20min,接着通过浸轧机将面料中多余的水分轧出,轧液率为85%,然后在烘干机中对面料进行烘干,烘干温度为110℃,烘干速度为15m/min。
[0046]
(5)定型中:定型温度为125℃,定型速度为20m/min,定型上超位为110%,定型下超位为105%,风机的风压为100kpa,在实际生产中,定型可以在中国台湾力根定型机上进行。
[0047]
超细双面大圆机上的34英寸36g指的是:大圆机的针筒直径为34英寸,每英寸针筒上有36根针。
[0048]
以上各个实施例中:联胜去油灵由苏州联胜化学有限公司生产、pe匀染剂由上海熙瑞纺织科技有限公司生产、702稳定剂由无锡市伟达化工有限公司生产、sd-18 鳌合分散剂由苏州联胜化学有限公司生产、s-56防水助剂由上海日华化工有限公司生产、midori cat 2.0吸湿快干助剂由福彬新科化工有限公司生产、8702活性渗透剂由苏州联胜化学有限公司生产、silvadur 930美国陶氏纳米银抗菌剂由美国陶氏化学公司生产。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1