一种高密度纺织布边料切割装置的制作方法
1.本技术涉及纺织领域,尤其是涉及一种高密度纺织布边料切割装置。
背景技术:
2.随着生活水平的不断提高,纺织行业也在不断发展。在纺织布料加工完成后,需要对纺织布料进行切割,切割时需要使用到切割装置。切割装置根据设计尺寸对纺织布料进行切割。在切割装置切割过程中,纺织布料会产生一定位置偏移,导致纺织布料的切割精度降低,影响产品质量。
技术实现要素:
3.为了提高纺织布料的切割精准度,提高产品质量,降低材料损失,提高良品率,本技术提供一种高密度纺织布边料切割装置。
4.本技术提供的一种高密度纺织布边料切割装置,采用如下的技术方案:
5.一种高密度纺织布边料切割装置,包括机体、设置在机体的进料端的进料组件、设置在机体上的切割组件和设置在机体的出料端的收料组件,所述机体上设有位于切割组件下方的切割座,所述切割座上设有用于限制布料位置的限位块。
6.通过采用上述技术方案,机体便于安装进料组件、切割组件和收料组件,便于提高进料组件、切割组件和收料组件的稳定性,切割座便于提高切割组件的切割效果,限位块便于对面料进行限位,便于提高面料的稳定性,降低面料产生位置偏移的可能性,提高切割装置的切割效果。
7.优选的,所述进料组件包括设置在机体进料端的原料辊、若干沿布料运输路径依次设置的传送辊和张紧辊,所述机体上设有用于驱动张紧辊进行转动的驱动电机。
8.通过采用上述技术方案,原料辊便于提供纺织布料,传送辊便于传送纺织布料,张紧辊便于张紧纺织布料,提高纺织布料的稳定性,便于切割组件对纺织布料进行切割,驱动电机便于加快张紧辊的转动速率,从而带动传送辊的传送效率。
9.优选的,所述收料组件包括设置在机体出料端的收料辊和设置在机体上且位于收料辊两端的废料辊,所述机体上设有用于驱动收料辊进行转动的收料电机。
10.通过采用上述技术方案,收料组件便于提高产品的生产效率,便于收集切割好的面料,废料辊便于将边角料进行收集,避免边角料对切割组件产生影响。
11.优选的,所述收料辊的两端套设有限位板。
12.通过采用上述技术方案,限位板便于提高面料在收料辊上的稳定性。
13.优选的,所述收料辊沿长度方向开设有限位槽,所述限位槽内设有双向螺杆,所述限位板上设有与双向螺杆螺纹连接的定位块。
14.通过采用上述技术方案,双向螺杆与定位块进行螺纹连接,双向螺杆转动控制定位块进行移动,便于控制限位板进行移动,便于根据不同的面料宽度进行调节,便于提高面料的稳定性。
15.优选的,所述收料辊上设有转动电机,所述转动电机的输出端与双向螺杆的一端连接。
16.通过采用上述技术方案,转动电机便于控制双向螺杆进行转动,便于提高调节速率。
17.优选的,所述切割组件包括设置在机体上的压紧辊和用于切割面料的切割刀,所述压紧辊紧贴切割座的切割面进行设置。
18.通过采用上述技术方案,压紧辊便于对面料进行压紧,便于提高面料的稳定性,便于切割刀对面料进行切割,提高切割装置的切割精准度。
19.优选的,所述机体上设有用于推动切割刀进行移动的推动气缸和设置在推动气缸的输出端的切割电机,所述切割电机的输出端与切割刀固定连接。
20.通过采用上述技术方案,推动气缸便于根据工作人员所需宽幅对纺织面料进行切割,切割电机便于提高切割刀的切割效率,提高产品的加工效率。
21.综上所述,压紧辊对面料进行压紧,便于切割刀对面料进行切割,提高面料切割的精准度,张紧辊有效拉紧面料,降低面料产生褶皱或者位置偏移的可能性,提高切割刀的切割精准度。
附图说明
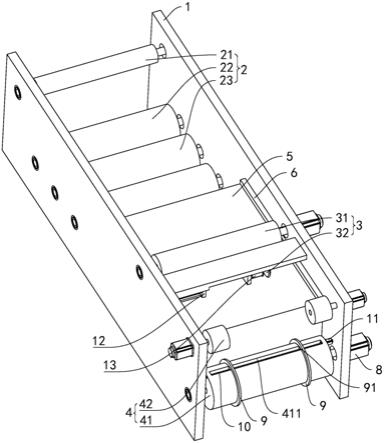
22.图1是本技术一种高密度纺织布边料切割装置的结构示意图一;
23.图2是本技术一种高密度纺织布边料切割装置的剖视图;
24.图3是本技术一种高密度纺织布边料切割装置的结构示意图二。
25.附图标记说明:1、机体;2、进料组件;21、原料辊;22、传送辊;23、张紧辊;3、切割组件;31、压紧辊;32、切割刀;4、收料组件;41、收料辊;411、限位槽;42、废料辊;5、切割座;6、限位块;7、驱动电机;8、收料电机;9、限位板;91、定位块;10、双向螺杆;11、转动电机;12、推动气缸;13、切割电机。
具体实施方式
26.以下结合附图1-3对本技术作进一步详细说明。
27.本技术实施例公开一种高密度纺织布边料切割装置。参照图1,包括机体1、沿布料移动方向依次设置的进料组件2、切割组件3和收料组件4,进料组件2包括固定在机体1的进料端的原料辊21、若干沿布料移动方向依次设置的传送辊22和张紧辊23,机体1上固定有用于驱动张紧辊23进行转动的驱动电机7,驱动电机7的输出端与张紧辊23进行固定连接。
28.参照图2和图3,机体1在切割组件3的下方固定有切割座5,切割座5用于放置布料,切割座5沿长度方向的两侧设有限位块6,限位块6对布料进行限位,避免布料产生较大的位置偏移。切割组件3包括固定在机体1上的压紧辊31和切割刀32,压紧辊31的底端与切割座5的切割面紧贴,方便压紧辊31对面料进行压紧,便于切割刀32对面料进行切割。机体1上固定有用于推动切割刀32的推动气缸12,推动气缸12的输出端固定有切割电机13,切割电机13的输出端与切割刀32固定连接。切割电机13驱动切割刀32对面料进行切割,推动气缸12用于控制切割刀32的切割路径。
29.参照图2和图3,面料切割好后,利用收料组件4对面料进行收卷。收料组件4包括固
定在机体1上的收料辊41和固定在机体1上且位于收料辊41两端的废料辊42,废料辊42对纺织布边角料进行收集。机体1上设有用于驱动收料辊41进行转动的收料电机8,收料电机8的输出端与收料辊41固定连接。收料辊41的两端套设有限位板9,收料辊41沿长度方向开设有限位槽411,限位槽411内设有用于驱动两端限位板9进行移动的双向螺杆10。限位板9上固定有与双向螺杆10进行螺纹连接的定位块91。在收料辊41上固定有转动电机11,转动电机11的输出端与双向螺杆10固定连接,转动电机11带动双向螺杆10进行转动,进而带动限位板9进行移动。
30.本技术实施例一种高密度纺织布边料切割装置的实施原理为:布料从原料辊21进行传送,通过传送辊22将布料运送到张紧辊23进行张紧,提高布料的稳定性。布料进入切割座5时,通过压紧辊31进行压紧,压紧辊31压紧布料后,切割刀32对布料进行切割,有效避免切割刀32在切割时布料产生移动。切割好的布料通过收料辊41进行收料,切割的边角通过废料辊42进行收料。
31.在布料切割宽幅产生变化时,可以启动推动气缸12移动切割刀32的位置,同时驱动转动电机11,带动双向螺杆10进行转动,根据布料宽幅,决定两个限位板9是相互靠近,还是相互远离。限位板9提高布料在收取过程中的稳定性,进而提高布料在切割过程中的稳定性,提高产品质量,减少材料浪费。
32.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1