一种钩线装置的制作方法
1.本实用新型涉及工业缝纫机领域,具体地说是用于工业缝纫机的一种钩线装置。
背景技术:
2.发明专利201310616933.9公开了一种更换缝纫机底梭的方法,从缝纫机底座的梭台中取出第一梭壳,并将备用的第二梭壳安装到梭台中;从换下的第一梭壳中取出第一梭芯,第一梭壳与第一梭芯之间的连线拉至余线夹线器处切断,并通过余线夹线器固定第一梭壳上的余线;去掉第一梭芯上遗留的底线并绕满新的底线,将新绕的底线与第一梭壳上的余线相连接;将第一梭芯装入第一梭壳中备用。该换梭技术方案的夹臂先从梭台中抓取梭壳放置到转盘上再从转盘上抓取备用梭壳换到缝纫机上,换梭速度慢;梭芯绕线机构较为复杂,需要在梭壳上留有余线,换下的梭芯绕线后无法自动将线头装上梭壳。
技术实现要素:
3.本实用新型针对上述现有技术现状,而提供一种用于工业缝纫机的钩线装置,可以自动将底线穿过梭芯套的第一引线孔。
4.本实用新型解决上述技术问题所采用的技术方案为:一种钩线装置,包括固定在安装基板上的钩线安装支架,钩线安装支架上固定有钩线驱动气缸,钩线驱动气缸的活塞杆连接有钩线安装座,钩线安装座具有钩线安装腔,钩线安装腔的轴心固定有钩线杆,钩线杆外套设有能在钩线安装腔内伸缩的导向轴套,钩线杆的前端具有能伸出导向轴套的线钩。
5.为优化上述技术方案,本实用新型还包括以下改进的技术方案。
6.上述的导向轴套的前端具有内凹的导向面。
7.上述钩线安装腔内设有第三复位弹簧,第三复位弹簧与导向轴套的内端连接。
8.上述导向轴套具有用于限制转动的限位杆,钩线安装座具有与限位杆配合的滑槽。
9.与现有技术相比,本实用新型的钩线装置,可以自动将底线穿过梭芯套的第一引线孔。钩线装置通过导向轴套可以使线钩自动对准梭芯套上的第一引线孔,提高工作稳定性,同时降低制造、安装难度。
附图说明
10.图1是绕线穿线控制装置的立体结构示意图。
11.图2是图1中第一搬运气缸部分的立体结构示意图。
12.图3是图1中绕线驱动轴部分的立体结构示意图。
13.图4是图3的剖面结构示意图。
14.图5是图1中压线轮盘部分的立体结构示意图。
15.图6是图3中穿线控制片的立体结构示意图。
16.图7是第一穿线状态示意图。
17.图8是第二穿线状态示意图。
18.图9是第三穿线状态示意图。
19.图10是第四穿线状态示意图。
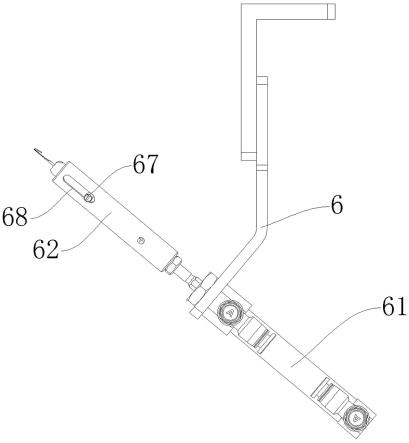
20.图11是图1中钩线装置的立体结构示意图。
21.图12是图11的剖面结构示意图。
22.图13是自动绕线换底梭机构的正面视图。
23.图14是图13中自动换梭装置的侧面视图。
24.图15是梭芯套抓取装置的结构示意图。
25.图16是取梭芯余线装置的立体结构示意图。
26.图17是图16的侧面视图。
27.图18是供线装置在缝纫机上的安装结构示意图。
28.图19是供线装置的立体结构示意图。
29.图20是供线装置的内部结构示意图。
具体实施方式
30.以下结合附图对本实用新型的实施例作进一步详细描述。
31.图1至图20所示为本实用新型的结构示意图。
32.其中的附图标记为:安装基板1、第一安装杆12、第一搬运气缸13、搬运移动座14、第二搬运气缸15、第二吹气管16、定刀17、法线18、换梭驱动轴2、键轴套21、第一连接臂21a、第二连接臂21b、换梭控制电机22、轴向移动基板23、轴向换梭气缸24、抓取气缸3、抓取卡爪31、抓取支架32、卡爪支架33、卡爪复位弹簧34、梭芯35、梭芯定位孔35a、梭芯套36、第一间隙361、第二间隙362、第二引线孔363、盖板37、第一引线孔38、绕线驱动轴4、绕线驱动电机41、旋转驱动板42、第一伸缩轴43、第二伸缩轴44、第一复位弹簧45、第二复位弹簧46、穿线控制片5、拨线边5a、绕线控制弧边5b、切线定位孔5c、容位凹槽5d、穿线控制轴51、穿线控制电机52、钩线安装支架6、钩线驱动气缸61、钩线安装座62、钩线安装腔63、钩线杆64、导向轴套65、导向面65a、第三复位弹簧66、限位杆67、滑槽68、取余线安装架7、第一吹气管7a、第一旋转轴71、第二旋转轴72、延伸支架72a、第四复位弹簧72b、第一取余线齿轮73、取余线电机74、第一同步轮75、第二取余线齿轮76、第一传动齿轮77、第二传动齿轮78、第一吸气管79、供线安装座8、线张力控制杆81、线张力控制电机82、撑线杆83、过线孔84、控制杆驱动齿轮85、夹线器86、计米转盘87、霍尔传感器88、输线管89、第一压线安装座9、第二压线安装座91、压线轮盘92、升降气缸93、进线管94、压线驱动气缸95。
33.本实用新型的自动绕线换底梭机构包括供线装置、绕线穿线控制装置、钩线装置、自动换梭装置和取梭芯余线装置几部分。供线装置向自动绕线换底梭机构供应底线,计量底线输送的长度,同时可以控制底线输送张力,在底线穿过梭芯套36时配合进行拉线动作。绕线穿线控制装置可以在梭芯35上绕线,并自动将线头在梭芯套36上穿设到位。钩线装置可以将线头穿过梭芯套36上的第一引线孔38。自动换梭装置将缝纫机上的底梭取下,并将绕完线的底梭更换到缝纫机上。取梭芯余线装置将取下的底梭去掉余线,方便下一步绕线。
34.如图18至图20所示的供线装置,包括安装在缝纫机架上的供线安装座8。供线安装
座8设有用于拨动底线的线张力控制杆81、以及用于驱动线张力控制杆81工作的线张力控制电机82。线张力控制杆81的两侧设有与供线安装座8固定连接的撑线杆83,撑线杆83的端部制有过线孔84。
35.线张力控制杆81的转动部设有控制杆驱动齿轮85,控制杆驱动齿轮85与供线安装座8转动连接。线张力控制电机82通过传动齿轮与控制杆驱动齿轮85啮合,可以驱动线张力控制杆81摆动从而拉动底线。
36.供线安装座8设有至少一个的夹线器86,底线经夹线器86后绕在计米转盘87上,供线安装座8设有检测计米转盘87转动信号的霍尔传感器88。
37.底线从线架经夹线器86后绕设在计米转盘87上,底线输入时计米转盘87会相应的转动。计米转盘87的转轴上安装有与霍尔传感器88耦合的磁铁,计米转盘87每转一圈控制系统便能检测到一个信号。控制系统在计米转盘87转动到设定圈数,也就是梭芯35上绕好对应长度的底线时,停止在梭芯35上绕线,并执行一下步的在梭芯套36穿线头动作。
38.底线经计米转盘87后,穿过撑线杆83上过线孔84和线张力控制杆81上的小孔,最后进入输线管89。输线管89是连接绕线穿线控制装置的输线管道,输线管89具有三通接口,通过第三接口向绕线穿线控制装置吹动气流,底线在气流带动下可以自动送到绕线穿线控制装置。线张力控制电机82通过传动齿轮、控制杆驱动齿轮85可以驱动线张力控制杆81摆动,底线在穿入梭芯套36的第二引线孔363时可以收紧底线,保证穿线顺利。
39.如图3至图6所示的绕线穿线控制装置,安装基板1通过第一安装轴承13设有能转动的绕线驱动轴4。绕线驱动轴4外部套设有第二安装轴承41a,第二安装轴承41a套装有能独立转动的穿线控制轴51,穿线控制轴51连接有穿线控制片5。绕线驱动轴4的一端通过绕线传动组件连接绕线驱动电机41,另一端设有用于连接梭芯定位孔35a的旋转驱动板42。
40.穿线控制轴51通过穿线传动组件连接穿线控制电机52。本实施例中穿线传动组件为同步带传动结构,穿线传动组件也可以采用其他公知的旋转传动结构。
41.旋转驱动板42连接有第一伸缩轴43,第一伸缩轴43同轴心滑动安装在绕线驱动轴4的内部,第一伸缩轴43和外壁和绕线驱动轴4的内壁具有连接键,在第一伸缩轴43上套设有第一复位弹簧45。
42.第一伸缩轴43的内部同轴心安装有第二伸缩轴44,第二伸缩轴44的前端具有用于穿入梭芯35中心通孔的连接轴部,第二伸缩轴44的主体滑动安装在第一伸缩轴43的内部。第二伸缩轴44的主体外部套设有第二复位弹簧46。
43.梭芯35的侧壁具有梭芯定位孔35a,梭芯定位孔35a的数量可以是两个、三个或四个。旋转驱动板42的配合面具有能卡入梭芯定位孔35a的凸体。梭芯35放置到第二伸缩轴44上后,绕线驱动电机41通过绕线同步带驱动绕线驱动轴4转动,绕线驱动轴4通过连接键带动第一伸缩轴43和旋转驱动板42转动,从而使梭芯35一起旋转绕上底线。
44.旋转驱动板42通过第一伸缩轴43与绕线驱动轴4活动连接,可以避免放梭芯35或取梭芯35时对旋转驱动板42的轴向冲击。旋转驱动板42在受到冲击时随第一伸缩轴43伸缩运动具有轴向活动余量,同时第一复位弹簧45使第一伸缩轴43保持伸出的工作状态。
45.安装基板1设有能升降的第一压线安装座9,第一压线安装座9上设有能前后移动的第二压线安装座91。第二压线安装座91设有用于输入底线的进线管94以及能转动的压线轮盘92。安装基板1设有用于驱动第一压线安装座9上下运动的升降气缸93。第一压线安装
座9设有用于驱动第二压线安装座91前后移动的压线驱动气缸95。
46.梭芯35放置到第二伸缩轴44上后,升降气缸93驱动第一压线安装座9下降,使压线轮盘92对准梭芯35。此时,从供线装置输入的底线经进线管94输出后线头正好位于梭芯35和压线轮盘92之间。压线驱动气缸95驱动压线轮盘92向梭芯35靠近,最后将线头压住固定在梭芯35外壁上。绕线驱动电机41首先驱动旋转驱动板42、梭芯35和压线轮盘92一起缓慢转动几圈,使底线绕到梭芯35的绕线轴上,随后绕线驱动电机41高速转动,直到在梭芯35上绕设定长度的底线。
47.在梭芯35上绕好底线后,压线轮盘92让开位置,梭芯套36套到梭芯35上,还需要将底线从梭芯套36的第一间隙361卡入,并经过第二间隙362穿入第二引线孔363,最后将线头穿过第一引线孔38。本实用新型利用穿线控制片5实现了底线在第一间隙361、第二间隙362和第二引线孔363上的自动穿设。
48.穿线控制片5包括圆弧板本体,圆弧板本体的弧度与其所固定的穿线控制轴51的弧度一致。在板本体的一侧具有拨线边5a,另一侧具有绕线控制弧边5b。在绕线控制弧边5b的外端侧制有切线定位孔5c,拨线边5a与切线定位孔5c之间制有容位凹槽5d。
49.为了顺利的将底线沿第二间隙362推入第二引线孔363,绕线控制弧边5b从底线接触起点向切线定位孔5c圆滑过渡延伸。以垂直于安装基板1作经过切线定位孔5c的法线18。在绕线控制弧边5b上任意相邻的两点,靠近切线定位孔5c的一点到法线18的距离比远离切线定位孔5c的一点到法线18的距离小。
50.如图7所示,梭芯35绕完线后,梭芯35上的底线拉直在进线管94之间,此时穿线控制电机52控制穿线控制片5逆时针转动,拨线边5a与拉直的底线接触后带动底线卡入第一间隙361。
51.如图8所示,底线卡入第一间隙361,穿线控制电机52控制穿线控制片5顺时针转动,绕线控制弧边5b与卡入第一间隙361的底线接触,并通过绕线控制弧边5b将底线推入第二间隙362。
52.如图9所示,底线被绕线控制弧边5b推入第二间隙362末端后,穿线控制电机52控制穿线控制片5逆时针转动一个角度,同时线张力控制杆81将底线收紧,底线完全落入第二引线孔363。
53.如图10所示,穿线控制电机52控制穿线控制片5继续顺时针转动,底线落入穿线控制片5的切线定位孔5c,当容位凹槽5d转动到第一引线孔38处时,穿线控制片5停止等待钩线装置钩住底线并将底线穿过第一引线孔38。随后穿线控制片5继续顺时针转动,切线定位孔5c处的底线与定刀17接触将底线切断。
54.钩线装置包括固定在安装基板1上的钩线安装支架6。钩线安装支架6上固定有钩线驱动气缸61,钩线驱动气缸61的活塞杆连接有钩线安装座62,钩线安装座62具有钩线安装腔63,钩线安装腔63的轴心固定有钩线杆64,钩线杆64外套设有能在钩线安装腔63内伸缩的导向轴套65,钩线杆64的前端具有能伸出导向轴套65的线钩。
55.导向轴套65的前端具有内凹的导向面65a。未钩线时,钩线杆64的前端位于导向轴套65内部。由于第一引线孔38孔径较小,钩线杆64也有一定的长度,在钩线杆64的前端可能会有偏移导致无法准确穿入第一引线孔38,因此本技术方案在钩线杆64外设置了活动的导向轴套65。
56.钩线驱动气缸61驱动钩线安装座62向前移动时,导向轴套65首先接触第一引线孔38,导向轴套65的导向面65a可以引导钩线杆64的前端自动对准第一引线孔38,保证穿线顺利。
57.钩线安装腔63内设有第三复位弹簧66,第三复位弹簧66与导向轴套65的内端连接。第三复位弹簧66向导向轴套65施加弹性力,使导向轴套65保持伸出状态。
58.导向轴套65具有用于限制转动的限位杆67,钩线安装座62具有与限位杆67配合的滑槽68,可以防止导向轴套65转动。
59.安装基板1在第一取梭位置设有第一安装杆12,绕线穿线控制装置位于第一安装杆12的一侧。安装基板1设有第一搬运气缸13,第一搬运气缸13的活塞杆连接有能在第一安装杆12和绕线穿线控制装置之间移动的搬运移动座14。搬运移动座14上设有梭芯套抓取装置和用于驱动梭芯套抓取装置前后移动的第二搬运气缸15。
60.梭芯套抓取装置包括抓取气缸3和抓取卡爪31,抓取气缸3固定在抓取支架32上,抓取卡爪31转动安装在卡爪支架33上,抓取气缸3的活塞杆与抓取卡爪31的尾部配合,抓取卡爪31的前部具有能抓起梭芯套36盖板37的尖部。卡爪支架33的转轴上设有用于驱动抓取卡爪31旋转复位的卡爪复位弹簧34。搬运移动座14上的梭芯套抓取装置,抓取卡爪31只能打开盖板37的一半行程,方便后续过程取出梭芯35。
61.用完底线的梭芯35和梭芯套36被自动换梭装置放置到第一安装杆12上。第一搬运气缸13和第二搬运气缸15配合工作,使梭芯套抓取装置移动到第一安装杆12处,抓取梭芯套36和梭芯35后移动到绕线穿线控制装置的第二伸缩轴44处。与第二搬运气缸15连接的梭芯套抓取装置,其抓取卡爪31只能打开梭芯套36上盖板37的一半行程,因此梭芯套抓取装置可以抓取梭芯套36并让梭芯35分离。利用第二吹气管16吹气将梭芯35从梭芯套36中吹出,使梭芯35落到第二伸缩轴44上。随后梭芯套抓取装置抓着梭芯套36让开位置,压线轮盘92下降压住梭芯35开始绕线。
62.梭芯35在第二伸缩轴44上绕好底线后,压线轮盘92让开位置,梭芯套抓取装置和梭芯套36移动到梭芯35处,梭芯套36中间的轴顶入梭芯35中间的孔,第二伸缩轴44缩入绕线驱动轴4内。绕线穿线控制装置具有与第二吹气管16反向的第三吹气管,第三吹气管也可以将梭芯35从第二伸缩轴44吹到梭芯套36内,随后梭芯套抓取装置将绕好底线的梭芯35和梭芯套36整体放置到第一安装杆12备用。
63.如图13至图15所示,自动换梭装置包括安装基板1,安装基板1设有能转动的换梭驱动轴2。换梭驱动轴2上设有能轴向移动的键轴套21,键轴套21具有分别向两端延伸的第一连接臂21a和第二连接臂21b。第一连接臂21a的外端和第二连接臂21b的外端分别连接有梭芯套抓取装置。安装基板1设有用于驱动换梭驱动轴2转动的换梭控制电机22。
64.换梭驱动轴2固定连接有轴向移动基板23,轴向移动基板23与键轴套21之间设有用于驱动键轴套21轴向滑动的轴向换梭气缸24。轴向换梭气缸24可以推动键轴套21和其上的两个梭芯套抓取装置前后运动。键轴套21与换梭驱动轴2通过键轴连接,因此可以沿轴向前后运动的同时,可以随换梭驱动轴2旋转。
65.换梭控制电机22连接有用于驱动换梭驱动轴2转动到第一取梭角度的第一驱动控制模块、用于驱动换梭驱动轴2转动到第二取梭角度的第二驱动控制模块、用于驱动换梭驱动轴2转动180度的第三驱动控制模块、用于驱动换梭驱动轴2转动到取余线角度的第四控
制模块、用于驱动换梭驱动轴2转动到第三取梭角度的第五控制模块。
66.控制系统执行第一驱动控制模块时,换梭驱动轴2转动到第一取梭角度,此时第二连接臂21b上的梭芯套抓取装置位于第一安装杆12处,第二连接臂21b上的梭芯套抓取装置抓取绕好底线的梭芯35和梭芯套36。
67.随后控制系统执行第二驱动控制模块,换梭驱动轴2转动到第二取梭角度,此时第二连接臂21b和绕好底线的梭芯35及梭芯套36转动到最下方,第一连接臂21a的梭芯套抓取装置位于缝纫机梭仓外;等缝纫机梭仓内的底线用完,第一连接臂21a的梭芯套抓取装置将梭仓内的梭芯35和梭芯套36抓出。
68.控制系统执行第三驱动控制模块,换梭驱动轴2转动180度,第一连接臂21a和第二连接臂21b互换位置,第二连接臂21b上的梭芯套抓取装置将绕好底线的梭芯35和梭芯套36放入缝纫机梭仓;用完底线的梭芯35和梭芯套36随第一连接臂21a转动到最下方。
69.控制系统执行第四驱动控制模块,换梭驱动轴2转动到取余线角度,第一连接臂21a的梭芯套抓取装置将梭芯35和梭芯套36移动到取梭芯余线装置上方,通过取梭芯余线装置将梭芯35残留的余线吸走。
70.控制系统执行第四驱动控制模块,换梭驱动轴2转动到第三取梭角度,此时第一连接臂21a抓起取完余线的梭芯35和梭芯套36并移动到第一安装杆12处,将空线的梭芯35和梭芯套36放置到第一安装杆12上。
71.空线的梭芯35和梭芯套36随后由第二搬运气缸15上的梭芯套抓取装置移动到绕线穿线控制装置处进行绕线和穿线作业。绕完线的梭芯35和梭芯套36再由第二搬运气缸15上的梭芯套抓取装置移动到第一安装杆12处。随后自动换梭装置循环执行上述的换梭步骤。
72.如图16和图17所示的取梭芯余线装置,包括取余线安装架7。取余线安装架7设有能转动的第一旋转轴71和第二旋转轴72。第一旋转轴71的一端连接有第一取余线齿轮73,另一端连接有取余线电机74驱动的第一同步轮75。第二旋转轴72一端固定连接有垂直布置的延伸支架72a,延伸支架72a端部设有能转动第二取余线齿轮76。第二旋转轴72的另一端通过单向轴承连接有第一传动齿轮77,第一传动齿轮77与第一旋转轴71上的第二传动齿轮78啮合。
73.第二旋转轴72上套设有第四复位弹簧72b。第二旋转轴72在第四复位弹簧72b的弹簧力作用下,有使第二取余线齿轮76向第一取余线齿轮73靠近的趋势。
74.在取余线前,第一取余线齿轮73和第二取余线齿轮76处于分开状态。取余线安装架7的一侧设有将余线吹到第一取余线齿轮73和第二取余线齿轮76之间的第一吹气管7a。余线吹到第一取余线齿轮73和第二取余线齿轮76之间后,取余线电机74开始启动,第二传动齿轮78驱动第一传动齿轮77转动,第一传动齿轮77由于通过单向轴承与第二旋转轴72连接,此时第一传动齿轮77相对于第二旋转轴72空转。第二旋转轴72在第四复位弹簧72b的弹簧力作用下,使第二取余线齿轮76靠近第一取余线齿轮73直到两者啮合。
75.取余线电机74继续转动,第一取余线齿轮73啮合第二取余线齿轮76一起转动,将梭芯35上的余线拽光。
76.在第一取余线齿轮73的下方设有第一吸气管79,第一吸气管79将梭芯35上取下的余线吸入,最后收纳到废线收集地方。
77.取完余线后,取余线电机74反向转动,第二传动齿轮78驱动第一传动齿轮77反向转动,第一传动齿轮77通过单向轴承驱动第二旋转轴72克服弹簧力转动,使第一取余线齿轮73和第二取余线齿轮76处于分开状态,等待下一次取余线作业。
78.本实用新型的最佳实施例已阐明,由本领域普通技术人员做出的各种变化或改型都不会脱离本实用新型的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1