一种用于坯布生产加工的定型装置的制作方法
1.本发明涉及坯布加工相关技术领域,更具体地说,本发明涉及一种用于坯布生产加工的定型装置。
背景技术:
2.坯布是指供印染加工用的本色棉布,工业上的坯布一般是指布料,或者是层压的坯布,上胶的坯布等,坯布定型一般是指面料经过高温把经纱和纬纱基本型台给稳定住,避免后期面料的变形。
3.中国专利授权公告号cn103088587b,公告日2015.12.09,本发明涉及纺织品制造技术领域,尤其是一种针织牛仔布的定型方法,包括如下步骤:由进布机构将针织牛仔布输送出来,经过可以防止针织牛仔布传输中出现卷边的带有细凹槽的导布辊;本发明在定型机上加装了渗透水槽,使针织牛仔布在水中展开充分渗透吃水,保证针织牛仔布的缩率和克重的稳定,从而给针织牛仔布定型创造最佳的布面条件,使得针织牛仔布的品种范围大大增加。
4.中国专利授权公告号cn108893900b,公告日2021.04.13,本发明公开了一种耐碱玻璃纤维网格布定型装置,包括液压缸、伸缩杆、蒸汽释放腔、定型腔和支撑底座,所述入口与所述出口位于同一水平线上,所述定型腔两侧固定连接蒸汽释放腔;所述液压缸设置在所述支撑底座右下方,所述液压缸左侧设置plc控制器,所述plc控制器左侧设置蓄电池;所述导辊的设置,这使传送辊表面的包覆率增加,增长了网格布在壳体内的行程,对热量的利用率更高,且不会影响网格布的伸张性,而且排风方向可由内向外分别抽出,烘干效率更高;
5.上述现有技术中公告号cn103088587b专利,通过渗透水槽将布料进行渗透后再进行定型处理,且对于厚度相对较厚的牛仔布料刚好适用但对于其他厚度的面料并不适用,进而导致设备的适用性较低,只能满足一种布料的定型操作,同时公告号cn108893900b的专利通过将蒸汽进入定型腔内部来对布料进行升温定型,但对布料接触的辊杆等没有相应的升温结构,进而导致布料定型需要较长的时间,从而降低布料的加工效率,为解决上述问题,同时针对坯布的生产加工,因此需要提出一种用于坯布生产加工的定型装置。
技术实现要素:
6.为了克服现有技术的上述缺陷,本发明的实施例提供一种用于坯布生产加工的定型装置,通过浸泡池和喷淋结构的设置,可以根据面料的厚度进行喷淋或是浸泡选择,进而方便针对面料的厚度来调节面料的浸湿程度,从而增加设备的适用性,同时通过熨烫定型结构的设置方便将加热的定型滚筒与料直接接触,从而提高坯布的定型效果,且加热接触面积大方便达到坯布的定型温度,进而缩短坯布的定型时间,提高坯布生产加工效率,进而解决上述背景技术中提出的问题。
7.为实现上述目的,本发明提供如下技术方案:一种用于坯布生产加工的定型装置,
包括放料盒,所述放料盒的一侧设置有用于将坯布进行导料的导辊,且导辊的一侧设置有用于将坯布进行浸泡的浸泡池,所述浸泡池的内部安装有用于将坯布进行喷淋的喷淋结构,且浸泡池的内部安装有用于将添加剂与水混合的混合结构;
8.所述喷淋结构的一侧设置有定型箱,且定型箱的内部安装有用于将坯布进行整平处理的整平结构,所述整平结构包括安装架板,且安装架板的底部两侧固定安装有连接板,所述连接板的底部一侧固定安装有微型电机,且微型电机的转轴一端固定连接有轴柱,所述轴柱的外壁固定连接有用于传动的转盘,且转盘的外部转动连接有转动带,所述转动带的外壁等距离设置有用于将坯布进行挤压推平的整平片,且整平结构的两侧对称安装有用于将坯布进行定位移动的压制辊;
9.所述整平结构的一侧设置有熨烫定型结构,且熨烫定型结构包括安装转筒,所述安装转筒的一端固定安装有用于加热升温的加热管,且安装转筒的外壁固定安装有连接轴承,所述安装转筒通过连接轴承转动安装有对坯布进行滚动加热定型的定型滚筒,所述定型箱的一侧设置有用于将坯布进行收卷的收卷结构。
10.在一个优选地实施方式中,所述导辊的两端通过转柱转动连接有支撑板,且支撑板的底部固定连接有底板,所述导辊通过支撑板架设在底板顶部,且放料盒固定安装在底板的首端顶部,所述浸泡池通过支撑架固定安装在底板的顶部,且浸泡池设置在浸泡池的一侧。
11.在一个优选地实施方式中,所述喷淋结构包括喷淋安装架,且喷淋安装架固定连接在浸泡池的顶部一侧,所述喷淋安装架的一侧固定连接有上喷淋管,且上喷淋管的底部对应设置有下喷淋管,所述上喷淋管和下喷淋管呈斜向对角线设置,且上喷淋管和下喷淋管的内壁均等距离安装有喷雾头,所述下喷淋管的两端固定安装在浸泡池的一侧内壁。
12.在一个优选地实施方式中,所述浸泡池的一侧顶部固定安装有水泵,且水泵的顶部出水端固定连接有输水管,所述输水管的一端通过两根分管分别与上喷淋管和下喷淋管相通连接,且水泵的一侧进水端固定连接有抽水管,所述抽水管放置在浸泡池的内部,所述浸泡池的一侧固定安装有挤压支撑板,且挤压支撑板的一侧对称转动安装有挤压辊,所述浸泡池的一侧内壁转动安装有浸料压辊,且坯布从浸料压辊的底部经过。
13.在一个优选地实施方式中,所述混合结构设置在浸料压辊的一侧,且混合结构包括驱动电机,所述驱动电机固定安装在浸泡池的一侧,且驱动电机的转轴一端固定连接有搅拌杆,所述搅拌杆的外壁固定连接有搅拌桨,且搅拌桨等距离安装在搅拌杆的外部,所述搅拌杆转动安装在浸泡池的内壁。
14.在一个优选地实施方式中,所述安装架板固定安装在定型箱的内壁,且微型电机通过连接板固定安装在安装架板的底部,所述连接板对称安装在安装架板的两侧,且轴柱与连接板转动连接,所述轴柱与转盘固定连接,且转动带转动连接在转盘之间。
15.在一个优选地实施方式中,所述转动带等距离连接在转动带的外壁,且转动带的外侧呈收紧片状结构,并且转动带为硅胶材质,所述整平结构的内部结构除安装架板外均对称设置在安装架板的底部,且两侧所述转动带的转动方向相反。
16.在一个优选地实施方式中,所述安装转筒对称安装在加热管的两端,且安装转筒的外壁与定型箱的内壁固定连接,所述加热管的外壁与定型滚筒的内壁贴合设置,且加热管通过连接轴承与定型滚筒转动连接,所述熨烫定型结构对称设置在定型箱的内部。
17.在一个优选地实施方式中,所述收卷结构包括收卷架板,且收卷架板对称安装在底板的尾端顶部,所述收卷架板的顶部一侧开设有伸缩孔,且收卷架板的顶部一侧固定安装有液压杆,所述液压杆的伸缩杆设置在伸缩孔内部,且液压杆的伸缩杆一端转动连接有安装卡座,所述安装卡座的内壁卡合连接有安装卡柱,且安装卡柱的一端固定连接有收卷筒,且安装卡柱和安装卡座均对称设置在收卷筒的两端。
18.在一个优选地实施方式中,所述安装卡柱的一端呈十字凸出状,且安装卡座的内部开设有十字卡槽,所述收卷架板的一侧固定安装有收卷电机,且安装卡座转动安装在收卷架板的内部。
19.本发明的技术效果和优点:
20.在坯布定型之前通过整平结构的使用将其表面进行推动平整,进而避免布料产生褶皱后定型影响其定型质量,同时配合熨烫定型结构的使用,将布料进行高温定型,且通过定型滚筒的设置增加坯布的加热接触面积,进而减少坯布的定型时间,提高坯布的加工效率;
21.通过导辊以及装置内部的导辊和收卷结构等将坯布自动移动加工,进而方便形成自动化生产加工,且避免使用者手动将坯布进行移动调节,从而减少使用者的劳动量,给使用者带来便利;
22.通过混合结构的设置方便将加入的定型剂等添加剂与浸泡池内部的水进行混合,进而避免使用者手动混合浸泡喷淋液体,且方便将调节剂混合均匀,进而保证添加剂的使用效果,从而增加布料的定型效果;
23.根据坯布的厚度,选择浸泡池和喷淋结构的使用,进而保证布料的渗水度,从而便于通过后续的高温进行定型,同时提高装置的适用性,方便对不同厚度的坯布进行加工,从而增加装置的使用价值;
24.通过收卷结构的设置方便将加工完成的坯布进行收卷,同时通过液压杆带动安装卡座移动,方便将收卷筒及收卷的坯布进行拆卸更换,且降低坯布的收卷难度,进而方便使用者进行操作使用。
附图说明
25.图1为本发明的整体主视图;
26.图2为本发明喷淋结构的位置结构示意图;
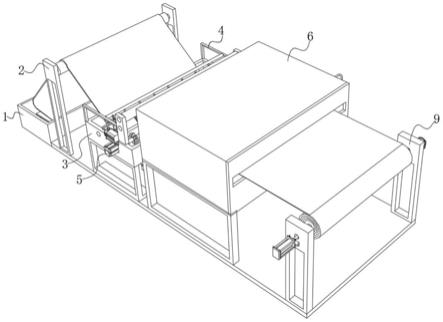
27.图3为本发明的整体空间结构示意图;
28.图4为本发明喷淋结构的结构示意图;
29.图5为本发明喷淋结构的内部结构示意图;
30.图6为本发明整平结构和熨烫定型结构的位置结构示意图;
31.图7为本发明压制辊的位置结构示意图;
32.图8为本发明整平结构的拆分结构示意图;
33.图9为本发明熨烫定型结构的拆分结构示意图;
34.图10为本发明收卷结构的拆分结构示意图;
35.图11为本发明收卷结构的空间侧视结构示意图。
36.附图标记为:1、放料盒;2、导辊;3、浸泡池;4、喷淋结构;41、喷淋安装架;42、上喷
淋管;43、下喷淋管;44、水泵;45、输水管;46、抽水管;47、挤压支撑板;48、挤压辊;49、浸料压辊;5、混合结构;51、驱动电机;52、搅拌杆;53、搅拌桨;6、定型箱;7、整平结构;71、安装架板;72、连接板;73、微型电机;74、转盘;75、轴柱;76、转动带;77、整平片;78、压制辊;8、熨烫定型结构;81、安装转筒;82、加热管;83、连接轴承;84、定型滚筒;9、收卷结构;91、收卷架板;92、液压杆;93、安装卡座;94、安装卡柱;95、收卷筒;96、收卷电机。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.根据图1-5所示的一种用于坯布生产加工的定型装置,包括放料盒1,放料盒1的一侧设置有用于将坯布进行导料的导辊2,且导辊2的一侧设置有用于将坯布进行浸泡的浸泡池3,浸泡池3的内部安装有用于将坯布进行喷淋的喷淋结构4,且浸泡池3的内部安装有用于将添加剂与水混合的混合结构5;
39.导辊2的两端通过转柱转动连接有支撑板,且支撑板的底部固定连接有底板,导辊2通过支撑板架设在底板顶部,且放料盒1固定安装在底板的首端顶部,浸泡池3通过支撑架固定安装在底板的顶部,且浸泡池3设置在浸泡池3的一侧;
40.喷淋结构4包括喷淋安装架41,且喷淋安装架41固定连接在浸泡池3的顶部一侧,喷淋安装架41的一侧固定连接有上喷淋管42,且上喷淋管42的底部对应设置有下喷淋管43,上喷淋管42和下喷淋管43呈斜向对角线设置,且上喷淋管42和下喷淋管43的内壁均等距离安装有喷雾头,下喷淋管43的两端固定安装在浸泡池3的一侧内壁;
41.浸泡池3的一侧顶部固定安装有水泵44,且水泵44的顶部出水端固定连接有输水管45,输水管45的一端通过两根分管分别与上喷淋管42和下喷淋管43相通连接,且水泵44的一侧进水端固定连接有抽水管46,抽水管46放置在浸泡池3的内部,浸泡池3的一侧固定安装有挤压支撑板47,且挤压支撑板47的一侧对称转动安装有挤压辊48,浸泡池3的一侧内壁转动安装有浸料压辊49,且坯布从浸料压辊49的底部经过;
42.混合结构5设置在浸料压辊49的一侧,且混合结构5包括驱动电机51,驱动电机51固定安装在浸泡池3的一侧,且驱动电机51的转轴一端固定连接有搅拌杆52,搅拌杆52的外壁固定连接有搅拌桨53,且搅拌桨53等距离安装在搅拌杆52的外部,搅拌杆52转动安装在浸泡池3的内壁。
43.实施方式具体为:将未加工的坯布放置在放料盒1的内部,且坯布的首端通过收卷结构9进行收卷拉动,且移动的坯布首先经过导辊2的顶部,且装置内部的辊的两端均设置有转柱,且均为转动结构,进而方便坯布的移动,且坯布移动将导辊2通过转柱在支撑板内部转动,然后坯布进入浸泡池3内部,且根据坯布的厚度,坯布的厚度较厚需要进行浸泡时,在坯布没有进入前将浸泡池3内部加水,然后加入需要的添加剂,通过驱动电机51将搅拌杆52进行转动,进而方便搅拌桨53的转动将浸泡池3内部的水和添加剂进行混合,然后坯布进入后经过浸料压辊49的底部,进而方便将坯布压制在浸泡池3的内部进行浸泡,且不需要将坯布进行浸泡时,将浸泡池3底部的阀门打开即可将水放出,且坯布较薄时,将抽水管46拿
出插入水桶内部,且抽水管46为软管,进而方便进行移动,且抽水管46插入水桶后,通过水泵44的开启,将水抽入进输水管45内部,且输水管45将水分散进入上喷淋管42和下喷淋管43内部,最后通过喷雾头将水喷出,对坯布的上下面进行喷淋,从而方便将坯布打湿,方便后续的高温定型操作,且喷淋安装架41的设置方便将上喷淋管42进行安装固定,且喷淋或浸泡后的坯布从挤压辊48之间经过,进而将浸泡多余的水分挤出,或将喷淋的水进行挤压均匀。
44.根据图6-9所示的一种用于坯布生产加工的定型装置,喷淋结构4的一侧设置有定型箱6,且定型箱6的内部安装有用于将坯布进行整平处理的整平结构7,整平结构7包括安装架板71,且安装架板71的底部两侧固定安装有连接板72,连接板72的底部一侧固定安装有微型电机73,且微型电机73的转轴一端固定连接有轴柱75,轴柱75的外壁固定连接有用于传动的转盘74,且转盘74的外部转动连接有转动带76,转动带76的外壁等距离设置有用于将坯布进行挤压推平的整平片77,且整平结构7的两侧对称安装有用于将坯布进行定位移动的压制辊78;
45.整平结构7的一侧设置有熨烫定型结构8,且熨烫定型结构8包括安装转筒81,安装转筒81的一端固定安装有用于加热升温的加热管82,且安装转筒81的外壁固定安装有连接轴承83,安装转筒81通过连接轴承83转动安装有对坯布进行滚动加热定型的定型滚筒84;
46.安装架板71固定安装在定型箱6的内壁,且微型电机73通过连接板72固定安装在安装架板71的底部,连接板72对称安装在安装架板71的两侧,且轴柱75与连接板72转动连接,轴柱75与转盘74固定连接,且转动带76转动连接在转盘74之间;
47.转动带76等距离连接在转动带76的外壁,且转动带76的外侧呈收紧片状结构,并且转动带76为硅胶材质,整平结构7的内部结构除安装架板71外均对称设置在安装架板71的底部,且两侧转动带76的转动方向相反;
48.安装转筒81对称安装在加热管82的两端,且安装转筒81的外壁与定型箱6的内壁固定连接,加热管82的外壁与定型滚筒84的内壁贴合设置,且加热管82通过连接轴承83与定型滚筒84转动连接,熨烫定型结构8对称设置在定型箱6的内部。
49.实施方式具体为:从挤压辊48出来的坯布经过压制辊78的底部进入定型箱6内部,且对称设置的压制辊78将坯布压制成一段水平的面,然后通过微型电机73将轴柱75在连接板72内部转动,进而将转盘74带动,且转盘74的转动将转动带76旋转,从而将整平片77带动对底部的坯布进行挤压推动,且整平片77的底部与坯布的顶部贴合设置,参考图8,左侧的整平片77顺时针转动,右侧的整平片77逆时针转动,进而方便将坯布从中间向两侧推动,从而将褶皱推平,然后坯布经过定型箱6中部的压制辊78的底部进入熨烫定型结构8之间,且坯布的移动将定型滚筒84通过连接轴承83在加热管82的外部转动,且加热管82插电加热后将热传导给定型滚筒84,且定型滚筒84采用导热金属材质,然后升温的定型滚筒84与坯布进行贴合接触,进而将坯布进行高温定型,且坯布的定型温度为160-180度,且定型箱6的一侧开设有出布口,进而方便布料的移出,且定型箱6的一侧封堵进而方便定型箱6内部的升温,方便将坯布进行定型并干燥。
50.根据图10和图11所示的一种用于坯布生产加工的定型装置,定型箱6的一侧设置有用于将坯布进行收卷的收卷结构9;
51.收卷结构9包括收卷架板91,且收卷架板91对称安装在底板的尾端顶部,收卷架板
91的顶部一侧开设有伸缩孔,且收卷架板91的顶部一侧固定安装有液压杆92,液压杆92的伸缩杆设置在伸缩孔内部,且液压杆92的伸缩杆一端转动连接有安装卡座93,安装卡座93的内壁卡合连接有安装卡柱94,且安装卡柱94的一端固定连接有收卷筒95,且安装卡柱94和安装卡座93均对称设置在收卷筒95的两端;
52.安装卡柱94的一端呈十字凸出状,且安装卡座93的内部开设有十字卡槽,收卷架板91的一侧固定安装有收卷电机96,且安装卡座93转动安装在收卷架板91的内部。
53.实施方式具体为:从熨烫定型结构8之间出来的坯布经过收卷筒95进行收卷,且收卷电机96带动一侧的安装卡座93在一侧的收卷架板91内部转动,且由于安装卡座93和安装卡柱94相互卡合,进而将收卷筒95带动旋转,且另一侧的安装卡座93与液压杆92转动连接,进而方便收卷筒95的转动,在收卷完成后,将另一侧收卷架板91上的液压杆92进行使用,将液压杆92拉动另一侧的安装卡座93收缩,进而将安装卡座93和安装卡柱94分离,同时使用者接住收卷的坯布,进而将收卷的坯布进行拆卸更换。
54.本发明工作原理:将未加工的坯布放置在放料盒1的内部,且坯布的首端通过收卷结构9进行收卷拉动,且移动的坯布经过导辊2的顶部进入浸泡池3内部,且根据坯布的厚度,坯布的厚度较厚时,将坯布浸泡在浸泡池3内部的水里,同时水中添加的添加剂可以通过混合结构5进行搅拌混合,且坯布较薄不需要进行浸泡时,将浸泡池3底部的阀门打开将水放出,然后将抽水管46插入水桶内部,通过水泵44的使用,将水抽入进上喷淋管42和下喷淋管43内部,最后通过喷雾头将水喷出,对坯布的上下面进行喷淋,且喷淋或浸泡后的坯布从挤压辊48之间经过,将多余的水分挤出,同时将坯布表面的水挤压均匀,然后坯布经过压制辊78的底部进入定型箱6内部,通过微型电机73将轴柱75和转盘74带动,从而使得转动带76带动整平片77带动对底部的坯布进行挤压推动,且两侧的整平片77相对向两侧推动坯布,进而方便将坯布从中间向两侧推动,从而将褶皱推平,然后坯布进入熨烫定型结构8之间,连接轴承83将定型滚筒84加热与坯布进行贴合接触,进而将坯布进行高温定型,最后从熨烫定型结构8之间出来的坯布经过收卷筒95进行收卷,且收卷电机96将收卷筒95带动旋转进行坯布的收卷,同时液压杆92、安装卡座93和安装卡柱94的设置,方便将收卷后的坯布进行拆卸更换。
55.最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
56.其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
57.最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1