一种预处理聚酯短纤维的自动化制备系统及方法与流程
1.本发明涉及聚酯纤维制备技术领域,具体为一种预处理聚酯短纤维的自动化制备系统及方法。
背景技术:
2.聚酯纤维,俗称“涤纶”,是由有机二元酸和二元醇缩聚而成的聚酯经纺丝所得的合成纤维,简称pet纤维,属于高分子化合物,是当前合成纤维的第一大品种,聚酯短纤维又名涤纶短纤。涤纶短纤是由聚酯再纺成丝束切断后得到的纤维。
3.但是涤纶短纤维在生产过程中容易带上静电,需要对短纤维喷洒抗静电液。在现有加工流程中,采用人工手持喷雾枪的方式对短纤维喷洒抗静电剂。这种加工方式存在的问题是会消耗较大的人工成本,而且人工操作容易出现漏洒抗静电剂或抗静电剂喷洒不均匀的情况,导致涤纶短纤维表面仍然容易产生静电,此外,目前聚酯短纤维抗静电剂喷洒装置在一次操作过程中仅能够对一种聚酯短纤维工作,无法同时对多种聚酯纤维做喷洒抗静电剂处理,实用性能大大降低。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种预处理聚酯短纤维的自动化制备系统及方法,解决了人工采用手动对短纤维喷洒抗静电剂的方式消耗了较大的人工成本以及人工操作容易出现漏洒抗静电剂或抗静电剂喷洒不均匀的情况,导致涤纶短纤维表面仍然容易产生静电的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种预处理聚酯短纤维的自动化制备系统,包括传送组件,所述传送组件的顶部通过支撑杆固定连接有预处理箱,且传送组件的左侧壁固定连接有进料组件,所述预处理箱的顶部固定连接有支撑架,所述支撑架的底部固定连接有喷淋管,所述预处理箱的顶部中间位置开设有喷淋口,且预处理箱的内部开设有活动腔,所述活动腔的内部转动设置有混料组件,且活动腔的底部开设有排料口,且活动腔的内腔一端固定设置有齿轮圈,所述预处理箱的底部固定连接有导料管,且预处理箱的正面通过螺栓固定连接有防护盖,所述防护盖的正面固定设置有第二伺服电机。
6.所述混料组件包括匀料箱,所述匀料箱的外壁均匀开设有若干储料腔,每个所述储料腔的底部均开设有若干沥液孔,且储料腔的内部转动连接有扬料组件,所述匀料箱的内部开设有集液管,且匀料箱的一端固定连接有排液管,所述排液管与集液管的内部相连通,所述集液管的底部与水平面的角度为十度。
7.所述扬料组件包括抛料管,所述抛料管的一端通过传动轴固定连接有驱动齿轮,所述抛料管的腔体内壁均匀固定连接有若干导料板,且抛料管的外壁分别均匀开设有若干进料口与抛料口,每个所述进料口的内壁均转动设置有挡料板,且位于每个进料口的下沿口均固定设置有抓料组件,所述导料板的一侧壁固定设置有挡杆,所述挡杆位于挡料板的
左侧,所述导料板的内部开设有空腔,空腔的内部固定设置有震动电机与锂电池,锂电池与震动电机之间通过导向相连接。
8.进一步的,所述进料组件的内部与活动腔腔体相连通,所述支撑架的顶部固定连接有输液管,输液管的一端与喷淋管内部相连通,所述喷淋管位于喷淋口的正上方。
9.进一步的,所述混料组件的正面中心位置固定连接有传动轴,传动轴的一端贯穿防护盖并与第二伺服电机的驱动端相连接,所述排料口与导料管的内部相连通。
10.进一步的,所述传送组件包括传送架,两个所述传送架相对侧壁的左右两侧均转动连接有传送辊,两个所述传送辊的外壁共同套设有传送带,其中一个所述传送架的一侧壁固定连接有电动马达,位于左侧的所述传送辊一端贯穿传送架并与电动马达驱动端相连接。
11.进一步的,所述进料组件包括输料箱,所述输料箱的顶部固定连接有投料斗,且输料箱的正面固定连接有第一伺服电机,且输料箱的内部转动连接有推料轴,所述输料箱的一端贯穿输料箱并与第一伺服电机的驱动端相连接。
12.进一步的,所述抓料组件包括安装板,所述安装板的一侧壁均匀固定设置有若干抓料爪,所述抓料爪的一端均固定设置有挡块,且抓料爪的外壁均滑动套设有推料组件,相邻两个所述推料组件之间通过衔接杆相连接。
13.进一步的,所述推料组件包括推料环,所述推料环的外壁均匀固定设置有若干推料杆,且推料环的内壁固定设置有清洁刷。
14.进一步的,所述抛料管一端的传动轴贯穿匀料箱并延伸至外部,所述驱动齿轮固定连接在传动轴的端部,全部所述驱动齿轮均与齿轮圈相啮合。
15.本发明还提供了一种预处理聚酯短纤维的自动化制备系统的制备方法,具体方法包括以下步骤:
16.步骤一、投放原料:首先将聚酯短纤维投放进输料箱中,在混料组件间歇转动过程中第一伺服电机驱动推料轴将聚酯短纤维推进多个储料腔中;
17.步骤二、喷抗静电剂:启动第二伺服电机驱动混料组件转动,多个扬料组件同步受到齿轮圈驱动而转动,储料腔转动至与喷淋口正对时,喷淋管喷洒的抗静电剂落在储料腔中,扬料组件转动过程中将聚酯短纤维扬起与抗静电剂均匀混合;
18.步骤三、回收抗静电剂:喷洒过剩的抗静电剂通过沥液孔落进集液管中,由于集液管的底部坡度为十度,收集的抗静电剂通过排液管排出;
19.步骤四、排出原料:当储料腔转动至与排料口相对时,聚酯短纤维通过排料口排出。
20.进一步的,所述喷淋管的底部均匀固定设置有若干喷头,喷头位于喷淋口的正上方。
21.有益效果
22.本发明提供了一种预处理聚酯短纤维的自动化制备系统及方法。与现有技术相比具备以下有益效果:
23.1、一种预处理聚酯短纤维的自动化制备系统及方法,通过设置混料组件能够在其转动过程中每次转运部分聚酯短纤维,并且对每个储料腔中的聚酯短纤维进行喷洒抗静电剂,并且通过扬料组件的搅拌作用能够使聚酯短纤维能够与抗静电剂混合更加均匀,而且
混合后的聚酯短纤维能够自动排料,大大降低了工人的劳动强度,提高了抗静电剂的喷洒效果,此外,混料组件通过设置多个单独的储料腔,储料腔之间互不干扰,因此每个储料腔具有独立混料的功能,能够同时对多种聚酯短纤维分别进行喷洒抗静电剂操作,提高了该装置的实用性。
24.2、一种预处理聚酯短纤维的自动化制备系统及方法,通过设置扬料组件能够在对聚酯短纤维搅拌的同时,能够将部分聚酯短纤维输入至其内部腔体,循环搬运储料腔中的聚酯短纤维,从而能够使聚酯短纤维与抗静电剂混合均匀。
25.3、一种预处理聚酯短纤维的自动化制备系统及方法,通过设置集液管能够将储料腔中喷洒过剩的抗静电剂进行回收再利用,避免了抗静电剂的浪费,节省至购买抗静电剂的费用。
26.4、一种预处理聚酯短纤维的自动化制备系统及方法,通过设置抓料组件能够起到搅拌聚酯短纤维的作用,使其与抗静电剂充分混合,而且推料组件在推送聚酯纤维的同时能够利用自身的惯性对抓料爪进行清洁,避免聚酯短纤维粘附在抓料爪表面,提高了抓料爪的工作效率。
附图说明
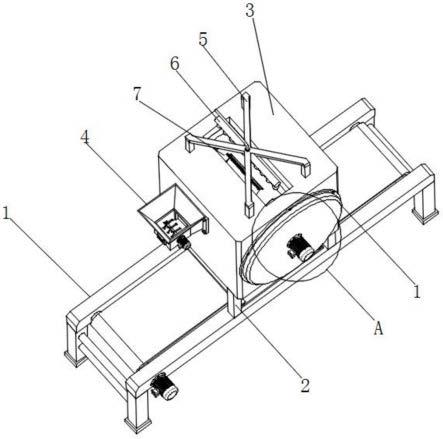
27.图1为本发明立体示意图;
28.图2为本发明爆炸立体结构示意图;
29.图3为本发明a部分放大立体结构示意图;
30.图4为本发明b部分放大立体结构示意图;
31.图5为本发明传送组件立体结构示意图;
32.图6为本发明进料组件立体结构示意图;
33.图7为本发明混料组件爆炸立体结构示意图;
34.图8为本发明匀料箱剖面结构示意图;
35.图9为本发明扬料组件爆炸立体结构示意图;
36.图10为本发明d部分放大立体结构示意图;
37.图11为本发明抛料管剖面结构示意图;
38.图12为本发明抓料组件爆炸立体结构示意图;
39.图13为本发明推料组件立体结构示意图。
40.图中:1、传送组件;101、传送架;102、传送辊;103、传送带;104、电动马达;2、支撑杆;3、预处理箱;4、进料组件;401、输料箱;402、投料斗;403、第一伺服电机;404、推料器;5、支撑架;6、喷淋管;7、喷淋口;8、活动腔;9、混料组件;901、匀料箱;902、储料腔;903、沥液孔;904、扬料组件;9041、抛料管;9042、驱动齿轮;9043、导料板;9044、进料口;9045、抛料口;9046、挡料板;9047、抓料组件;90471、安装板;90472、抓料爪;90473、挡块;90474、推料组件;904741、推料环;904742、推料杆;904743、清洁刷;90475、衔接杆;9048、挡杆;9049、震动电机;905、集液管;906、排液管;10、排料口;11、齿轮圈;12、导料管;13、防护盖;14、第二伺服电机。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.请参阅图1-13,本发明提供一种技术方案:一种预处理聚酯短纤维的自动化制备系统,包括传送组件1,传送组件1的顶部通过支撑杆2固定连接有预处理箱3,且传送组件1的左侧壁固定连接有进料组件4,预处理箱3的顶部固定连接有支撑架5,支撑架5的底部固定连接有喷淋管6,预处理箱3的顶部中间位置开设有喷淋口7,且预处理箱3的内部开设有活动腔8,活动腔8的内部转动设置有混料组件9,且活动腔8的底部开设有排料口10,且活动腔8的内腔一端固定设置有齿轮圈11,预处理箱3的底部固定连接有导料管12,且预处理箱3的正面通过螺栓固定连接有防护盖13,防护盖13的正面固定设置有第二伺服电机14,混料组件9包括匀料箱901,匀料箱901的外壁均匀开设有若干储料腔902,每个储料腔902的底部均开设有若干沥液孔903,且储料腔902的内部转动连接有扬料组件904,匀料箱901的内部开设有集液管905,且匀料箱901的一端固定连接有排液管906,排液管906与集液管905的内部相连通,集液管905的底部与水平面的角度为十度,扬料组件904包括抛料管9041,抛料管9041的一端通过传动轴固定连接有驱动齿轮9042,抛料管9041的腔体内壁均匀固定连接有若干导料板9043,且抛料管9041的外壁分别均匀开设有若干进料口9044与抛料口9045,每个进料口9044的内壁均转动设置有挡料板9046,且位于每个进料口9044的下沿口均固定设置有抓料组件9047,导料板9043的一侧壁固定设置有挡杆9048,挡杆9048位于挡料板9046的左侧,导料板9043的内部开设有空腔,空腔的内部固定设置有震动电机9049与锂电池,锂电池与震动电机9049之间通过导向相连接,进料组件4的内部与活动腔8腔体相连通,支撑架5的顶部固定连接有输液管,输液管的一端与喷淋管6内部相连通,喷淋管6位于喷淋口7的正上方,混料组件9的正面中心位置固定连接有传动轴,传动轴的一端贯穿防护盖13并与第二伺服电机14的驱动端相连接,排料口10与导料管12的内部相连通,传送组件1包括传送架101,两个传送架101相对侧壁的左右两侧均转动连接有传送辊102,两个传送辊102的外壁共同套设有传送带103,其中一个传送架101的一侧壁固定连接有电动马达104,位于左侧的传送辊102一端贯穿传送架101并与电动马达104驱动端相连接,进料组件4包括输料箱401,输料箱401的顶部固定连接有投料斗402,且输料箱401的正面固定连接有第一伺服电机403,且输料箱401的内部转动连接有推料器404,输料箱401的一端贯穿输料箱401并与第一伺服电机403的驱动端相连接,抓料组件9047包括安装板90471,安装板90471的一侧壁均匀固定设置有若干抓料爪90472,抓料爪90472的一端均固定设置有挡块90473,且抓料爪90472的外壁均滑动套设有推料组件90474,相邻两个推料组件90474之间通过衔接杆90475相连接,推料组件90474包括推料环904741,推料环904741的外壁均匀固定设置有若干推料杆904742,且推料环904741的内壁固定设置有清洁刷904743,抛料管9041一端的传动轴贯穿匀料箱901并延伸至外部,驱动齿轮9042固定连接在传动轴的端部,全部驱动齿轮9042均与齿轮圈11相啮合,喷淋管6的底部均匀固定设置有若干喷头,喷头位于喷淋口7的正上方,混料组件9的外径与活动腔8内径相适配。
43.本发明实施例还提供了一种预处理聚酯短纤维的自动化制备系统的制备方法,具
体方法包括以下步骤:
44.步骤一、投放原料:首先将聚酯短纤维投放进输料箱401中,在混料组件9间歇转动过程中第一伺服电机403驱动推料器404将聚酯短纤维推进多个储料腔902中;
45.步骤二、喷抗静电剂:启动第二伺服电机14驱动混料组件9转动,多个扬料组件904同步受到齿轮圈11驱动而转动,储料腔902转动至与喷淋口7正对时,喷淋管6喷洒的抗静电剂落在储料腔902中,扬料组件904转动过程中将聚酯短纤维扬起与抗静电剂均匀混合;
46.步骤三、回收抗静电剂:喷洒过剩的抗静电剂通过沥液孔903落进集液管905中,由于集液管905的底部坡度为十度,收集的抗静电剂通过排液管906排出;
47.步骤四、排出原料:当储料腔902转动至与排料口10相对时,聚酯短纤维通过排料口10排出。
48.使用时,首先将聚酯短纤维放入到投料斗402中备用,在预处理箱的一侧壁设置有plc控制器,借助plc控制器控制电动马达104以及第二伺服电机14,控制关系为,当第二伺服电机14驱动匀料箱901转动,并使其转动至一定角度后停止转动,此时匀料箱901外壁其中一个储料腔902与进料组件4输出口相对,此时第一伺服电机403驱动推料器404转动,聚酯短纤维被推进储料腔902中,第二伺服电机14每次暂停转动五秒后再次转动,如此循环往复,匀料箱901转动的同时,驱动齿轮9042与齿轮圈11相啮合并同步转动,抓料组件9047将聚酯短纤维抓起后随着抛料管9041的转动自动沿着抓料爪90472顶部滑动,与此同时,推料组件90474受重力作用沿着抓料爪90472外壁滑动,辅助推动聚酯短纤维移动,当进料口9044逐渐靠近喷淋口7并呈现垂直向上的趋势时,挡料板9046受重力作用绕着转轴转动,从而进料口9044被打开,聚酯短纤维进入到抛料管9041的内部,当储料腔902与喷淋口7相遇时,第二伺服电机14再次停止转动三秒后恢复转动,在第二伺服电机14停止转动期间,plc控制器控制喷淋管6喷洒抗静电剂,抗静电剂洒落在储料腔902中,聚酯短纤维进入到抛料管9041后受到导料板9043的作用向两侧滑动,震动电机9049带动导料板9043震动,加速聚酯短纤维通过抛料口9045排出,如此循环往复,而喷洒过剩的抗静电剂通过设置在储料腔902底部的沥液孔903进入到集液管905中,由于沥液孔903的孔径小于聚酯短纤维的最小外径,因此聚酯短纤维不会堵塞沥液孔903,而收集到的抗静电剂则通过排液管906排出,当储料腔902的出口与排料口10相遇时,其内部的聚酯短纤维通过导料管12输出到传送组件1上运走。此外,当需要同时对多种聚酯短纤维进行喷洒抗静电剂操作时,由于混料组件9通过设置多个单独的储料腔902,储料腔902之间互不干扰,赋予每个储料腔902独立的混料功能,能够同时对多种聚酯短纤维分别进行喷洒抗静电剂操作,每次在输料箱401中加入适量的一种聚酯短纤维,在该种聚酯短纤维被送进其中一个储料腔902后,再接着向输料箱401中加入另一种聚酯短纤维,储料腔902与活动腔8之间为密封滑动连接,每一种聚酯短纤维喷洒抗静电剂过程与上述操作相同,当一种聚酯纤维通过排料口10排出时及时清运,并单独存放,避免两种不同的聚酯短纤维混合。
49.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。
50.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1