具有绳纹的编织物及绳纹的编织方法与流程
1.本发明涉及具有绳纹的编织物及绳纹的编织方法。
背景技术:
2.使用横编机能在基底编织物部的编织宽度内编织绳纹。绳纹是通过调换在基底编织物部的编织宽度内并列的第一线圈列的位置和第二线圈列的位置编织的组织花纹。例如,作为绳纹的编织方法,利用横移和移圈连续地调换第一线圈列的位置和第二线圈列的位置的绳纹的编织方法已众所周知。
3.如果构成绳纹的第一线圈列的线圈数量和第二线圈列的线圈数量多,则连续地调换第一线圈列的位置和第二线圈列的位置是困难的。例如,在各线圈列的线圈数量为4个以上的情况下,在第一线圈列和第二线圈列的调换时,存在连接第一线圈列和基底编织物部的编织纱线、连接第二线圈列和基底编织物部的编织纱线断开了的情况。对于这样的问题,在专利文献1中,为了抑制断线,公开了一边逐渐调换第一线圈列的线圈和第二线圈列的线圈一边编织绳纹的绳纹的编织方法。
4.在先技术文献
5.专利文献
6.专利文献1:日本特开2016-020546号公报
技术实现要素:
7.发明所要解决的课题
8.在专利文献1的绳纹的编织方法中,因为是能不受基底编织物部的组织花纹和绳纹的编织宽度限制地编织绳纹的方法,所以编织工序的数量增加了。
9.本发明的目的之一在于,提供一种不管绳纹的编织宽度如何都能简单容易地编织绳纹的绳纹的编织方法及由该绳纹的编织方法得到的编织物。
10.为了解决课题的手段
11.本发明的具有绳纹的编织物,其具备基底编织物部和配置在上述基底编织物部的编织宽度内的绳纹,
12.上述基底编织物部具备在上述基底编织物部的编织宽度方向夹着上述绳纹的第一基底部和第二基底部,
13.上述绳纹具备一边在上述基底编织物部的编织宽度方向反复交叉一边朝向上述基底编织物部的线圈纵行方向延伸的第一绳纹部和第二绳纹部,
14.该绳纹的编织物的特征在于,
15.上述第一绳纹部具备与上述第二绳纹部交叉的第一调换部,
16.上述第二绳纹部具备与上述第一绳纹部交叉的第二调换部,
17.上述第一调换部及上述第二调换部分别由在线圈纵行方向连续的多个线圈列构成,
18.上述多个线圈列的数量比在上述第一调换部和上述第二调换部交叉的部位中的上述基底编织物部的在线圈纵行方向连续的线圈列的数量多,
19.上述第一调换部和上述第二调换部没有相互连接,而且也没有与上述第一基底部及上述第二基底部连接。
20.作为具有本发明的绳纹的编织物的一个方式,可举出如下的方式,即,
21.在上述第一调换部中的在线圈纵行方向连续的线圈列的数量,是在上述第一调换部中的在编织宽度方向并列的线圈数量的50%以上、120%以下,
22.在上述第二调换部中的在线圈纵行方向连续的线圈列的数量,是在上述第二调换部中的在编织宽度方向并列的线圈数量的50%以上、120%以下。
23.本发明的绳纹的编织方法,其使用横编机编织配置在基底编织物部的编织宽度内的绳纹,该横编机具备相互相向的第一针床和第二针床,上述第一针床和上述第二针床可相对地横移,该绳纹的编织方法的特征在于,
24.在上述第一针床中,从在编织宽度方向并列的第一基底线圈列、第一线圈列、第二线圈列和第二基底线圈列并列的状态进行工序、工序及工序,
25.在上述工序中,不编织上述第一基底线圈列、上述第二线圈列及上述第二基底线圈列地增加上述第一线圈列的线圈横列数量,
26.在上述工序中,不编织上述第一基底线圈列、上述第一线圈列及上述第二基底线圈列地增加上述第二线圈列的线圈横列数量,
27.在上述工序中,调换在上述工序中编织的最后的第一线圈列和在上述工序中编织的最后的第二线圈列的左右位置。
28.作为本发明的绳纹的编织方法的一个方式,可举出如下的方式,即,
29.横移方向之中的配置上述第一基底线圈列的方向是第一方向,配置上述第二基底线圈列的方向是第二方向,
30.上述工序包含工序和工序,
31.该工序使上述第一基底线圈列向上述第二针床移动,
32.该工序在使上述第二针床朝向上述第一方向相对于上述第一针床相对地横移后,反复多次编织在上述第一线圈列的线圈纵行方向连续的新的第一线圈列,
33.上述工序包含工序和工序,
34.该工序使上述第二基底线圈列向上述第二针床移动,
35.该工序在使上述第二针床朝向上述第二方向相对于上述第一针床相对地横移后,反复多次编织在上述第二线圈列的线圈纵行方向连续的新的第二线圈列。
36.[发明的效果]
[0037]
本发明的具有绳纹的编织物,容易由上述的本发明的绳纹的编织方法编织。本发明的绳纹的编织方法能不依赖绳纹的编织宽度地容易地编织绳纹。本发明的绳纹的编织方法在第一调换部和第二调换部的各自的编织宽度方向的线圈数量是4圈以上的情况下特别有效。因此,可编织具有绳纹的设计的自由度高的绳纹的编织物。具有这样的绳纹的编织物能适应于消费者的多样的需求。
[0038]
在本发明的具有绳纹的编织物中,在调换区域中的第一调换部的编织线圈横列数量和第二调换部的编织线圈横列数量多。在此的编织线圈横列数量是指在线圈纵行方向并
列的线圈列的数量。如果第一调换部的编织线圈横列数量和第二调换部的编织线圈横列数量多,则在调换区域中立体性地形成绳纹。因此,本发明的具有绳纹的编织物在外观上优异。
[0039]
在本发明的具有绳纹的编织物中,如果调换部的线圈列的数量是调换部的线圈数量的50%以上,则当编织具有绳纹的编织物时,在调换区域中难以产生断线。另外,如果调换部的线圈列的数量是调换部的线圈数量的120%以下,则可抑制在调换区域中的绳纹的松弛。
[0040]
根据本发明的绳纹的编织方法,能不依赖于绳纹的编织宽度地容易地编织绳纹。在本发明的绳纹的编织方法中,在仅编织了在线圈纵行方向连续的多个第一线圈列后,仅编织在线圈纵行方向连续的多个第二线圈列。通过这样做,第一基底线圈列、第一线圈列、第二线圈列和第二基底线圈列进行分离。因此,即使连续地调换第一线圈列和第二线圈列的位置,也难以产生断线。
[0041]
通过一边使第一基底线圈列逐渐向第一方向移动一边编织新的第一线圈列,容易使在线圈纵行方向连续的新的第一线圈列的数量变多。另外,通过一边使第二基底线圈列逐渐向第二方向移动一边编织新的第二线圈列,容易使在线圈纵行方向连续的新的第二线圈列的数量变多。这些作用效果的详细情况在后述的实施方式中进行说明。
附图说明
[0042]
图1是表示拍摄了实施方式所示的具有绳纹的编织物的一部分的照片的图。
[0043]
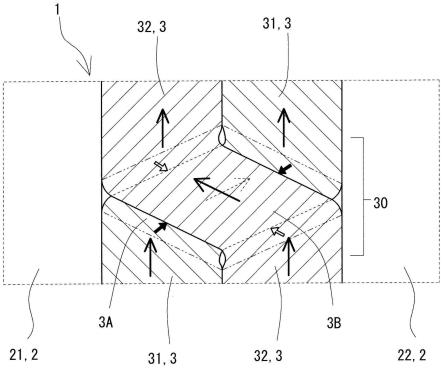
图2是图1所示的具有绳纹的编织物的示意图。
[0044]
图3是实施方式所示的绳纹的编织方法的第一编织工序图。
[0045]
图4是与图3连续的第二编织工序图。
具体实施方式
[0046]
为了实施发明的方式
[0047]
下面,基于附图说明具有绳纹的编织物及绳纹的编织方法的实施方式的一例。
[0048]
《实施方式1》
[0049]
《具有绳纹的编织物》
[0050]
图1的照片所示的本例的具有绳纹的编织物,具备基底编织物部和配置于基底编织物部的编织宽度内的绳纹。本例的基底编织物部是罗纹组织,但也可是平针组织。具有绳纹的编织物既可以是单层的编织物,也可以是筒状编织物。以下,将“具有绳纹的编织物”简单地表示记载为“编织物”。
[0051]
如图2的示意图所示,配备于编织物1上的基底编织物部2,具备在基底编织物部2的编织宽度方向夹着绳纹3的第一基底部21和第二基底部22。另一方面,绳纹3具备第一绳纹部31和第二绳纹部32。第一绳纹部31和第二绳纹部32,一边在基底编织物部2的编织宽度方向反复进行交叉一边朝向基底编织物部2的线圈纵行方向延伸。在图2中,由135
°
的剖面线表示第一绳纹部31,由45
°
的剖面线表示第二绳纹部32。第一绳纹部31和第二绳纹部32的线圈纵行方向由粗线箭头或者虚线箭头表示。在两基底部21、22上没有附加剖面线。
[0052]
绳纹3具备通过第一绳纹部31和第二绳纹部32交叉将两绳纹部31、32的编织宽度
方向的位置调换的调换区域30。第一绳纹部31之中的与调换区域30对应的部分是第一调换部3a。在图2中,由两条向右下倾斜方向延伸的双点点划线区分的部分是第一调换部3a。另一方面,第二绳纹部32之中的与调换区域30对应的部分是第二调换部3b。在图2中,由两条向右上倾斜方向延伸的双点点划线区分的部分是第二调换部3b。在本例中,第一调换部3a配置在第二调换部3b的里侧。第一调换部3a的编织宽度方向是由虚线箭头表示的与第一调换部3a的线圈纵行方向交叉的方向。另一方面,第二调换部3b的编织宽度方向是由粗线箭头表示的与第二调换部3b的线圈纵行方向交叉的方向。
[0053]
由空白箭头表示的第一调换部3a的编织宽度方向的两端部,既没有与第一基底部21连接,也没有与第二调换部3b连接,也不与第二基底部22连接。另外,由填充箭头表示的第二调换部3b的编织宽度方向的两端部,既没有与第一基底部21连接,也没有与第一调换部3a连接,也不与第二基底部22连接。第一绳纹部31和第二绳纹部32之中的除了第一调换部3a及第二调换部3b以外的部分,在基底编织物部2的编织宽度方向与基底编织物部2连接。第一绳纹部31和第二绳纹部32,在除了第一调换部3a及第二调换部3b以外的部分中都相互连接。
[0054]
第一调换部3a及第二调换部3b分别由在线圈纵行方向连续的多个线圈列构成。多个线圈列的数量,比第一调换部3a和第二调换部3b交叉的部位中的基底编织物部2的在线圈纵行方向连续的线圈列的数量多。在本例的调换部3a、3b中的各线圈列的编织宽度方向的线圈数量是相同的。在第一调换部3a中的在线圈纵行方向连续的线圈列的数量,优选为在第一调换部3a中的在编织宽度方向并列的线圈数量的50%以上、120%以下。另外,在第二调换部3b中的在线圈纵行方向连续的线圈列的数量,优选为在第二调换部3b中的在编织宽度方向并列的线圈数量的50%以上、120%以下。例如,如果在编织宽度方向并列的线圈数量是10圈,则在线圈纵行方向并列的线圈列的数量优选为5列以上、12列以下。第一调换部3a的编织宽度方向的线圈数量优选为4圈以上。作为该线圈数量没有上限,例如既可以是6圈以上,也可以是8圈以上,也可以是12圈以上。可与编织物1的设计相应地决定上述线圈数量。
[0055]
第一调换部3a的编织宽度方向的线圈数量和第二调换部3b的编织宽度方向的线圈数量,既可以相同也可以不同。另外,第一调换部3a的线圈列的数量,既可以与第二调换部3b的线圈列的数量相同,也可以不同。
[0056]
在本例的编织物1中,通过在调换区域30中增加编织线圈横列数量,形成了第一调换部3a和第二调换部3b。因此,绳纹3是立体性的,在外观上优异。另外,在本例的编织物1中,第一调换部3a的编织宽度方向的两端部既没有与任何部分连接,第二调换部3b的编织宽度方向的两端部也没有与任何部分连接。因此,即使在编织宽度方向拉伸编织物1,在调换区域30中也难以产生断线。
[0057]
《绳纹的编织方法》
[0058]
本例的编织物1由横编机编织。横编机具备相互相向的前针床和后针床。以下,将前针床表示为fb,将后针床表示记载为bb。fb和bb构成为可相对地横移。在本例中,对使用将bb构成为可横移的2张针床横编机的编织例进行说明。在编织中使用的横编机也可以是4张针床横编机。
[0059]
接着,基于图3及图4的编织工序图对使用横编机的绳纹的编织方法的一例进行说
明。图3、4的左栏的“s+数字”表示编织工序的编号。在右栏中表示了在各编织工序中的线圈的卡定状态。在图3、4中,fb及bb由粗横线表示。另外,由卡定在fb及bb上的线圈构成的线圈列,由具有剖面线的四边形表示。
[0060]
在图3的s0中,表示了将直到图2的调换区域30的下端的跟前为止编织的编织物1卡定在fb上的状态。本例的编织物1,从纸面左侧起依次分成第一基底线圈列4、第一线圈列5、第二线圈列6和第二基底线圈列7。第一基底线圈列4、第一线圈列5、第二线圈列6和第二基底线圈列7分别是图2的构成第一基底部21、第一绳纹部31、第二绳纹部32和第二基底部22的线圈列。
[0061]
纵线表示了在编织宽度方向邻接的两个线圈列的分界。夹着各分界的线圈经沉降弧连接。例如,第一基底线圈列4的右侧的端部线圈和第一线圈列5的左侧的端部线圈由沉降弧连接。如果从此状态调换第一线圈列5和第二线圈列6的位置,则存在连接各分界的沉降弧断开了的情况。本例的第一线圈列5的编织宽度方向的线圈数量是12圈,第二线圈列6的编织宽度方向的线圈数量也是12圈。如果调换这样的第一线圈列5和第二线圈列6的位置,则在分界的沉降弧断开了。因此,在本例中,实施以下所示的本发明的绳纹的编织方法。
[0062]
在s1中,使第一基底线圈列4从fb向bb移动(相当于工序a1)。第一基底线圈列4和第一线圈列5由沉降弧8a连接。沉降弧8a是连接第一基底线圈列4的右侧的端部线圈和第一线圈列5的左侧的端部线圈的编织纱线。
[0063]
在s2中,在使bb向左方向横移1个间距后,在第一线圈列5的线圈纵行方向连续地编织新的第一线圈列5n(工序a2的一部分)。左方向是横移方向之中的配置第一基底线圈列4的第一方向4d(参照s0)。将此s2的编织反复多次。在本例中,将s2的编织反复9次。在此,在本例中,在9次s2之中的3次s2中使bb横移2个间距。因此,在反复9次s2后,bb向左方向横移12个间距。
[0064]
在s3中,表示了调换部3a通过编织多个新的第一线圈列5n完成了的状态。最后编织的第一线圈列50是第一调换部3a的一部分。第一线圈列5的左端经沉降弧8a与第一基底线圈列4连接。第一线圈列5的右端经沉降弧8b与第二线圈列6连接。
[0065]
如s3所示,因为第一线圈列5经沉降弧8a与第一基底线圈列4连接,所以第一调换部3a成为向左侧拉伸的状态。通过第一调换部3a向左侧拉伸,第一调换部3a不再滞留在针床的下方。如果是通常的编织,则新编织的编织物部由下拉装置的作用、沉降片机构的推入逐渐下降到针床的下方。但是,如果仅增加新的第一线圈列5n,则由与第一线圈列5连接的第一基底线圈列4和第二线圈列6阻碍新的第一线圈列5n的向下方的送出。其结果,新的第一线圈列5n滞留在针床的下方,第一线圈列5n的编织,例如在没有可动沉降片等的情况下变得不稳定。在反复s2的次数少的情况下,这样的问题难以产生。因此,在反复s2的次数少的情况下,不需要s1的移动和在s2中的横移。
[0066]
在s4中,使最后的第一线圈列50向bb移动。在第一基底线圈列4和最后的第一线圈列50之间配置12根空针。在接着的s5中,使bb向右方向横移(工序c的一部分)。右方向是横移方向之中的配置第二基底线圈列7的第二方向7d(参照s0)。横移量是与第一线圈列50的编织宽度相同的12个间距。因此,第一线圈列50相对于第二线圈列6配置在前后相向的位置。
[0067]
在图4的s6中,使第二基底线圈列7从fb向bb移动(相当于工序b1)。在此s6中,仅图
示了第一调换部3a之中的最后编织的第一线圈列50。第二基底线圈列7和第二线圈列6由沉降弧8c连接。沉降弧8c是连接第二基底线圈列7的左侧的端部线圈和第二线圈列6的右侧的端部线圈的编织纱线。
[0068]
在s7中,在将bb向右方向(第二方向7d)横移1个间距后,在第二线圈列6的线圈纵行方向连续地编织新的第二线圈列6n(工序b2的一部分)。将此s7的编织反复多次(工序b2的剩余部分)。在本例中,将s7的编织反复9次。在此,在本例中,在9次s7之中的3次s7中使bb横移2个间距。其结果,使bb向右方向横移12个间距。
[0069]
在本例中,新编织的第二线圈列6n的线圈横列数量x,与新编织的第一线圈列5n的线圈横列数量y相同,但线圈横列数量x与线圈横列数量y相比既可以多也可以少。
[0070]
在s8中,表示了第二调换部3b通过编织多个新的第二线圈列6n完成了的状态。最后编织的第二线圈列60是第二调换部3b的一部分。通过一边使bb向第二方向7d横移一边编织新的第二线圈列6n,第二调换部3b不再滞留在针床的下方。
[0071]
如s8所示,通过反复进行bb的向右方向的横移,将由12根空针构成的空白区域配置在与卡定在fb上的第二调换部3b相向的bb的位置。bb的向右方向的横移也是工序c的一部分。在s9中,使第二调换部3b向该空白区域移动(工序c的剩余部分)。其结果,第一调换部3a和第二调换部3b的调换结束。如s9所示,第一基底部21、第二调换部3b、第一调换部3a和第二基底部22进行了分离。因此,尽管第一调换部3a和第二调换部3b的各自的编织宽度方向的线圈数量有12圈,但是在调换第一调换部3a和第二调换部3b时不产生断线。
[0072]
在s10中,使bb向左方向横移,消除fb和bb的偏移,使第一基底部21、第二调换部3b、第一调换部3a及第二基底部22从bb向fb移动。在s10后,通过编织卡定在fb上的全部的线圈的在线圈纵行方向连续的线圈列,来编织与图2的调换区域30相比为线圈纵行方向的上方的部分。其结果,第一基底部21、第二绳纹部32、第一绳纹部31和第二基底部22在编织宽度方向连接。
[0073]
在上述实施方式中,如图2所示,说明了将第一调换部3a配置在第二调换部3b的里侧的例子。与此相对,也可以将第二调换部3b配置在第一调换部3a的里侧。在该情况下,只要实施使图3、4所示的编织工序图进行了左右反转的编织工序即可。第一调换部3a及第二调换部3b之中的配置在里侧的调换部与配置在表侧的调换部相比先编织。
[0074]
符号的说明
[0075]
1:编织物
[0076]
2:基底编织物部
[0077]
21:第一基底部,22:第二基底部
[0078]
3:绳纹
[0079]
30:调换区域
[0080]
31:第一绳纹部,32:第二绳纹部
[0081]
3a:第一调换部,3b:第二调换部
[0082]
4:第一基底线圈列,4d:第一方向
[0083]
5、50:第一线圈列,5n:新的第一线圈列
[0084]
6、60:第二线圈列,6n:新的第二线圈列
[0085]
7:第二基底线圈列,7d:第二方向
[0086]
8a、8b、8c:沉降弧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1