仿生褶皱无纺布及其制造方法与流程
1.本发明涉及无纺布生产领域,具体涉及仿生褶皱无纺布及其制造方法。
背景技术:
2.目前市场上,现有面料的纹路较为单一,比较常见的就是平纹、珍珠纹、ef纹等,因此市场上想出通过在面料上增加褶皱设计,来增强面料的层次感。但是面料上这些纹路的实现方式基本是在水刺辊上雕刻相应的纹路,再调整水刺工艺将纹路转移到面料上,操作麻烦,同时在实现面料褶皱设计中,常规工艺也是需要添加众多成分,多个步骤需要人工完成,效率低。
技术实现要素:
3.本发明提供仿生褶皱无纺布及其制造方法,旨在高效率形成凹凸大小不一、且具有褶皱外观的布料。
4.根据第一方面,一种实施例中提供一种仿生褶皱无纺布,仿生褶皱无纺布包括层叠分布且缠结固定的三层无纺布,三层无纺布中包括两层全棉水刺无纺布和缠结固定于两层全棉无纺布之间的聚乳酸水刺无纺布;三层无纺布中的至少两者以不同的运输速度和/或不同的预刺速度叠合,以于至少一层无纺布的表面形成褶皱结构。
5.一种实施例中,全棉水刺无纺布的平方米重量为25-50g,聚乳酸水刺无纺布的平方米重量为10-35g。
6.根据第二方面,一种实施例中提供一种仿生褶皱无纺布制造方法,包括以下步骤:
7.梳理,将棉纤维和聚乳酸纤维分别梳理成单根纤维的状态;
8.铺网,将单根纤维状态的棉纤维重叠铺成蓬松的网状结构,以分别得到第一纤维网和第二纤维网;将单根纤维状态的聚乳酸纤维也重叠铺成蓬松的网状结构,以得到第三纤维网;第一纤维网、第二纤维网、以及第三纤维网分别按第一运输速度、第二运输速度以及第三运输速度运输下一步骤,其中,第一运输速度、第二运输速度以及第三运输速度中至少两者速度不同;
9.预刺,将第一纤维网、第二纤维网和第三纤维网由干态预处理为湿态纤维网,同时并以第一预刺运输速度、第二预刺运输速度和第三预刺运输速度分别牵引第一纤维网、第二纤维网和第三纤维网;其中第一预刺运输速度、第二预刺运输速度和第三预刺运输速度分别与对应的第一运输速度、第二运输速度以及第三运输速度形成速度差;然后第一纤维网、第二纤维网和第三纤维网又受第一输出速度、第二输出速度以及第三输出速度牵引,以使第一纤维网、第三纤维网和第二纤维网依序层叠而形成叠合纤维网;其中,第一、第二和第三输出速度中至少两者速度不同;
10.水刺,对叠合纤维网进行水刺缠结加固;
11.烘干,对经水刺缠结加固的纤维网进行烘干,以得到仿生褶皱无纺布。
12.一种实施例中,还包括热轧辊,在烘干步骤里热轧辊位于纤维网熔融收缩后的输
送路径上。
13.一种实施例中,将第一纤维网、第二纤维网和第三纤维网由干态预处理为湿态的步骤中,预刺压力为对应纤维网平方米重量的(0.2-0.5)*105倍。
14.一种实施例中,在铺网中第一纤维网第一运输速度为100-150m/min、第二纤维网的第二运输速度范围为100-150m/min以及第三纤维网的第三运输速度范围为80-130m/min。
15.一种实施例中,在预刺中,第一、第二以及第三预刺运输速度范围分别为80-120m/min、80-120m/min和70-130m/min;第一、第二和第三输出速度速度范围分别为100-140m/min、100-140m/min以及100-160m/min。
16.一种实施例中,第一纤维网和第二纤维网中采用的棉纤维长度范围为30-40mm;第三纤维网采用聚乳酸纤维制成,聚乳酸纤维纤度范围为1-2d,纤维长度范围为25-30mm。
17.一种实施例中,还包括脱漂步骤,通过采用脱漂助剂对水刺后的叠合纤维网进行脱脂漂白,其中脱漂温度范围为80-120℃,脱漂时间范围为70-100min。
18.一种实施例中,脱漂助剂包含过氧化氢、氢氧化钠、低温精练剂,浴比范围为1:10至1:30。
19.依据上述实施例的仿生褶皱无纺布制造方法,在铺网以及预刺中改变牵引第一纤维网、第二纤维网以及第三纤维网的运输速度、预刺运输速度以及输出速度,从而使得第一纤维网、第二纤维网以及第三纤维网中至少一种纤维网表面形成褶皱,同时在水刺以及烘干步骤下,对形成褶皱的叠合纤维网进行加固,即加固叠合纤维网表面的褶皱,从而得到具有褶皱外观的面料。
附图说明
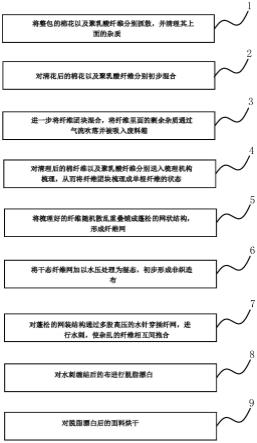
20.图1为一种实施例的仿生褶皱无纺布制造方法的工艺流程图;
21.图2为一种实施例的仿生褶皱无纺布制造方法中的水刺步骤结构示意图;
22.图3为一种实施例的仿生褶皱无纺布制造方法中的纤维网褶皱形态图(第一种);
23.图4为一种实施例的仿生褶皱无纺布制造方法中的纤维网褶皱形态图(第二种);
24.图5为一种实施例的仿生褶皱无纺布制造方法中的纤维网褶皱形态图(第三种);
25.图6为一种实施例的仿生褶皱无纺布制造方法中的纤维网褶皱形态图(第四种);
26.图7为一种实施例的仿生褶皱无纺布制造方法中的纤维网褶皱形态图(第五种);
27.图8为一种实施例的仿生褶皱无纺布制造方法中的纤维网褶皱形态图(第六种);
28.图9为一种实施例的仿生褶皱无纺布制造方法中的纤维网褶皱形态图(第七种)。
具体实施方式
29.下面通过具体实施方式结合附图对本发明作进一步详细说明。其中不同实施方式中类似元件采用了相关联的类似的元件标号。在以下的实施方式中,很多细节描述是为了使得本技术能被更好的理解。然而,本领域技术人员可以毫不费力的认识到,其中部分特征在不同情况下是可以省略的,或者可以由其他元件、材料、方法所替代。在某些情况下,本技术相关的一些操作并没有在说明书中显示或者描述,这是为了避免本技术的核心部分被过多的描述所淹没,而对于本领域技术人员而言,详细描述这些相关操作并不是必要的,他们
根据说明书中的描述以及本领域的一般技术知识即可完整了解相关操作。
30.另外,说明书中所描述的特点、操作或者特征可以以任意适当的方式结合形成各种实施方式。同时,方法描述中的各步骤或者动作也可以按照本领域技术人员所能显而易见的方式进行顺序调换或调整。因此,说明书和附图中的各种顺序只是为了清楚描述某一个实施例,并不意味着是必须的顺序,除非另有说明其中某个顺序是必须遵循的。
31.本文中为部件所编序号本身,例如“第一”、“第二”等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说“连接”、“联接”,如无特别说明,均包括直接和间接连接联接。
32.在制造褶皱面料时,一般是通过人工起皱与机器起皱这两种方式对面料进行褶皱工艺,其中面料已经是由纤维制成的完全体。人工起皱工艺传统而言是以缝绣或者折叠成型等手工方式对面料形成褶皱,该工艺人工成本高,量产化有限;机器起皱工艺则是通过制褶机器,在一定的温度与湿度条件下,利用其压力在面料上塑造各种形态的褶皱,由于是在面料完成后才进行褶皱处理,所以时间耗费较长,效率低。
33.具体请参考图1,本技术提供了一种仿生褶皱无纺布制造方法,以用于制造褶皱布,通过开包清花、大仓混合以及气压棉箱整理出棉纤维和聚乳酸纤维,然后在梳理下形成第一纤维网41、第二纤维网42以及第三纤维网43,并受与之对应的第一运输速度、第二运输速度以及第三运输速度牵引输送至预刺阶段,预刺中,第一纤维网41、第二纤维网42以及第三纤维网43又分别受第一预刺运输速度、第二预刺运输速度以及第三预刺运输速度牵引运输,其中预刺速度与梳理中的运输速度至少一组形成速度差,从而使之牵引的纤维网形成初步褶皱;预刺后,第一纤维网41、第二纤维网42以及第三纤维网43分别受第一输出速度、第二输出速度以及第三输出速度牵引,层叠而形成叠合纤维网10,其中叠合纤维网自上而下顺序为第一纤维网41、第三纤维网43以及第二纤维网42,具体请参考图2;由于第一、第二、第三输出速度之间至少两者速度不一样,从而对输送路径上的至少一层纤维网形成褶皱,进一步加深褶皱的尺寸;叠合纤维网10又经水刺,从而固定叠合纤维网10上的褶皱,采用水刺固定褶皱的方法,能耗低,且绿色无污染。最后叠合纤维网10进行烘干,其中第三纤维网43在烘干时熔融收缩连接固定住与之接触的第一纤维网41和第二纤维网42,从而形成褶皱面料。
34.进一步的,请参考图1,步骤1为开包清花,具体表示为将整包的棉花和/或聚乳酸纤维通过开包机抓散,即棉花通过开包机抓散,聚乳酸纤维通过其他类似结构进行抓散;反之棉花由其他结构抓散,聚乳酸纤维通过开包机进行抓散清理;或者棉花与聚乳酸纤维均通过开包机抓散,且清理棉花上的原棉籽以及三丝等杂质,同时还有聚乳酸纤维上的杂质。步骤2则是大仓混合,将清理完成后的棉花和聚乳酸纤维分别按照不同长度的纤维进行初步混合,即棉花纤维独自混合以及聚乳酸纤维独自混合;步骤3为气压棉箱,再次分别对棉纤维和聚乳酸纤维进行混合,并将纤维里面的剩余杂质通过气流吹落且通过废料装置进行吸入储存,然后将处理完成的棉纤维与聚乳酸纤维分别输送至对应的步骤4,即梳理步骤。
35.实施例1
36.本实施例提供一种仿生褶皱无纺布,仿生褶皱无纺布包括层叠分布且缠结固定的三层无纺布,三层无纺布中包括两层全棉水刺无纺布和缠结固定于两层全棉无纺布之间的聚乳酸水刺无纺布;三层无纺布中的至少两者以不同的运输速度和/或不同的预刺速度叠
合,以于至少一层无纺布的表面形成褶皱结构,即,一种是全棉水刺无纺布表面形成褶皱,另一种是聚乳酸水刺无纺布形成褶皱,亦或是全棉水刺无纺布以及聚乳酸水刺无纺布均形成褶皱。
37.进一步的,全棉水刺无纺布的平方米重量范围为25-50g,聚乳酸水刺无纺布的平方米重量范围为10-35g,且三层无纺布整体平方米重量范围为80-120g;其中全棉水刺无纺布的纹路可以为常规的平纹、网眼以及波浪纹等中的一种;聚乳酸水刺无纺布的纹路则没有限制;在其他实施例中,全棉水刺无纺布和聚乳酸水刺无纺布上的纹路也可以均没有限制。
38.实施例2
39.请参考图1至图9,本实施例提供一种仿生褶皱无纺布制造方法,用以制造仿生褶皱无纺布,其中主要通过调整运输纤维网的速度,即形成速度差来实现面料的褶皱,同时也通过步骤7来高效实现面料褶皱形态的固定,该方法包括步骤4、步骤5、步骤6、步骤7、步骤8以及步骤9;以下分别说明。
40.步骤4为梳理工艺,可通过梳理机将棉纤维和聚乳酸纤维分别梳理成单根纤维的状态,其中梳理机的梳理速度均为400-500m/min。
41.步骤5为铺网工艺,将单根纤维状态的棉纤维重叠铺成蓬松的网状结构,以分别得到第一纤维网41和第二纤维网42;将单根纤维状态的聚乳酸纤维也重叠铺成蓬松的网状结构,以得到第三纤维网43;其中,第一纤维网和第二纤维网中采用的棉纤维长度范围为30-40mm;聚乳酸纤维纤度范围为1-2d,纤维长度范围为25-30mm。然后,第一纤维网41、第二纤维网42、以及第三纤维网43分别按第一运输速度、第二运输速度以及第三运输速度运输至步骤6,其中,第一运输速度、第二运输速度以及第三运输速度中至少两者速度不同。
42.进一步的,在步骤5中,第一纤维网41第一运输速度范围为100-150m/min、第二纤维网42的第二运输速度范围为100-150m/min以及第三纤维网43的第三运输速度范围为80-130m/min。
43.步骤6为预刺工艺,先将第一纤维网41、第二纤维网42和第三纤维网43由干态预处理为湿态纤维网,从而使得纤维表面会更加平整,纤维间的抱合力和摩擦力增大,便于后续工艺,具体的,可通过在干态纤维网上加以一定的水压润湿处理,其中,水压为纤维克重的(0.2-0.5)*105倍,其中“(0.2-0.5)”表示0.2至0.5,即数值范围;纤维克重是指喂入梳理4机的棉纤维或者聚乳酸纤维的平方米重量,在本技术方案中,形成第一纤维网41和第二纤维网42中的棉纤维喂入量范围均为25-50克/平方米;形成第三纤维网43中的聚乳酸纤维喂入量范围为10-30克/平方米。因此,处理第一纤维网41和第二纤维网42的水压范围为(5-25)*105pa;处理第三纤维网43的水压范围为(2-15)*105pa。
44.进一步的,第一纤维网41、第二纤维网42以及第三纤维网43受水压的同时分别也受第一预刺运输速度、第二预刺运输速度和第三预刺运输速度牵引,其中,第一预刺运输速度速度范围为80-120m/min、第二预刺运输速度范围为80-120m/min以及第三预刺运输速度范围为70-130m/min;在本实施例中,纤维网可以通过平铺的方式运输,也可以通过滚筒转动运输。
45.关于运输速度与预刺运输速度之间关系的描述,本技术方案中,第一预刺运输速度、第二预刺运输速度和第三预刺运输速度分别与对应的第一运输速度、第二运输速度以
及第三运输速度形成速度差;即第一运输速度与第一预刺运输速度在同一输送路径上,即均是牵引第一纤维网41,且两速度之间通过调整,可形成速度差;同理,第二运输速度与第二预刺运输速度是在同一输送路径上,即牵引第二纤维网42,同样经过调整,两速度之间可形成速度差;最后,第三运输速度与第三预刺运输速度在同一输送路径上,即牵引第三纤维网43,依然形成速度差。
46.进一步的,运输速度与预刺运输速度之间形成速度差时,能够使得纤维网形成褶皱,例如当运输速度大于预刺运输速度时,纤维网由运输速度牵引调整为预刺运输速度牵引会受速度差的影响,使得纤维网形成初步褶皱,褶皱尺寸与速度差正相关,速度差越大,褶皱就越明显;同时,可以推断出,第一纤维网41、第二纤维网42以及第三纤维网43中至少一者会因为速度差而产生初步的褶皱。
47.进一步的,第一纤维网41、第二纤维网42以及第三纤维网43中至少一者产生褶皱后,便继续后续运输,当准备进入步骤7时,第一纤维网41、第二纤维网42以及第三纤维网43分别受第一输出速度、第二输出速度以及第三输出速度牵引,层叠形成叠合纤维网10;即第一、第二以及第三纤维网43初步复合成面料形态,具体请参考图2,其中第一、第二和第三输出速度速度范围分别为100-140m/min、100-140m/min以及100-160m/min;同样的,在本实施例中,纤维网可通过平铺方式、也可通过滚筒转动进行牵引输出。在本技术方案中,第一输出速度、第二输出速度以及第三输出速度中在选择速度时至少一者速度与其他速度不同,三者之间不同的速度差使得不同的纤维网形成不同的状态,例如纤维网是褶皱状态,亦或是平铺状态,具体的,可分为以下几种情况,为方便描述,将第一输出速度为v1,第二输出速度为v2,第三输出速度为v3。
48.具体请参考图3,第一种:当v1=v2》v3时,第一纤维网41、第二纤维网42受牵引的输出速度大于第三纤维网43受牵引的输出速度,那么纤维网在复合过程中时,第一、第二纤维网42表面会产生褶皱,第三纤维网43则继续平铺复合。
49.具体请参考图4,第二种:v1=v2《v3时,第一纤维网41、第二纤维网42受牵引的输出速度小于第三纤维网43受牵引的输出速度,那么纤维网在复合过程中时,第一、第二纤维网42表面会平铺与第三纤维网43复合,而第三纤维网43则产生褶皱与第一、第二纤维网42复合。
50.具体请参考图5,第三种:v1》v2》v3时,第一纤维网41、第二纤维网42以及第三纤维网43受牵引的速度均不相同,在纤维网复合过程中,第一、第二以及第三纤维网43表面均会产生褶皱,但纤维网褶皱的大小不一致,其中速度大的褶皱形态就大。
51.具体请参考图6,第四种:v1》v2=v3时,第一纤维网41表面会产生褶皱,第二纤维网42以及第三纤维网43仍然以平铺方式与第一纤维网41复合。
52.具体请参考图7,第五种:v1《v2=v3时,纤维网形态与第四种纤维网形态相反,即第一纤维网41呈平铺状,第二纤维网42以及第三纤维网43表面产生褶皱与第一纤维网41复合。
53.具体请参考图8,第六种:v2》v1=v3时,第二纤维网42表面会产生褶皱,第一纤维网41以及第三纤维网43均已平铺的方式与第二纤维网42复合。
54.具体请参考图9,第七种:v2《v1=v3时,则第一纤维网41以及第三纤维网43表面会产生褶皱,第二纤维网42以平铺的方式与第一、第二纤维网42复合。
55.第八种:v1=v2=v3时,第一纤维网41、第二纤维网42以及第三纤维网43均以平铺的方式进行复合,实际操作中,该种方式上的叠合纤维网10也有一定的褶皱形态,具体原因为铺网步骤5中运输速度与预刺步骤6中预刺运输速度之间具有速度差时,纤维网也会形成褶皱。
56.以上为该仿生褶皱无纺布的几种形态,进一步的,在其他实施例中,第一纤维网41、第二纤维网42以及第三纤维网43可以与相邻的纤维网层叠复合,再与另外一层纤维网层叠复合,例如,第一纤维网41与第二纤维网42层叠复合后,再通过速度差与第三纤维网43层叠复合,或者第二纤维网42与第三纤维网43层叠复合后,再通过速度差与第一纤维网41层叠复合等。
57.进一步的,叠合纤维网10进行步骤7,步骤7为水刺工艺,即对叠合纤维网10进行水刺缠结加固,例如通过多股高压的水针穿插纤维网,使杂乱的纤维相互间抱合,起到加固的作用。
58.其中,水刺压力选择范围为(120-140)*105pa,水刺速度为150-200m/min,水刺速度为牵引叠合纤维网10运输到下个步骤后的速度。
59.进一步的,对水刺后的叠合纤维网10进行步骤8和步骤9处理,即脱漂与烘干,为方便描述,叠合纤维网10以下陈述为初始褶皱面料,初始褶皱面料通过与脱漂助剂反应,进行脱脂漂白,具体的,脱漂助剂成分包括过氧化氢、氢氧化钠、低温精练剂,其浴比范围在1:10到1:30之间,其中脱漂溶液温度范围80-120℃、脱漂时间范围为70-100min。
60.一种实施例中,脱漂后的初始褶皱面料开始进行步骤9,即烘干处理,由于脱漂后的初始褶皱面料含水量大,则需要进行一道或多道烘干阶段,例如先通过烘干机对初始褶皱面料进行烘干,例如初始褶皱面料中第一纤维网41上方所处的温度范围为120-140℃、第三纤维网43下方所处的温度范围为100-120℃,初始褶皱无纺布在烘干机内的传输速度范围为50-70m/min,其中第三纤维网43由于是聚乳酸纤维制成的,聚乳酸纤维网会因为高温而熔融收缩,从而将第三纤维网43上下两面与之接触的第一纤维网41以及第二纤维网42粘合,形成三维中空的仿生褶皱无纺布,但因为现实因素,可能第二纤维网42的熔融收缩后的粘性不够,造成仿生褶皱无纺布料不够复合,所以可以在仿生褶皱无纺布料输出路径上设置一道事先预热的热轧辊,再次熔融第三纤维网43,从而加强仿生褶皱无纺布中第一纤维网41、第二纤维网42以及第三纤维网43之间的粘性,最后通过分切机构将上述的仿生褶皱无纺布按照产品规格分切,从而得到最终的仿生褶皱无纺布,其厚度范围为1-8mm。
61.进一步的,承接上述内容,可知,三维中空的仿生褶皱无纺布,透气的同时也具有保持柔软亲肤的特性。
62.进一步,本技术方案形成的仿生褶皱无纺布由于是根据速度差实现的,可以推断出,面料上褶皱是随机分布的不规则弧形凸起,而这种不规则弧形凸起则增加了肌肤与面层的摩擦,空气感明显,透气度也得到了增强,触感富有弹性,同时通过物理作用减少了肌肤与布面的接触面积,从而减少了肌肤所受到的体液刺激。
63.以上应用了具体个例对本发明进行阐述,只是用于帮助理解本发明,并不用以限制本发明。对于本发明所属技术领域的技术人员,依据本发明的思想,还可以做出若干简单推演、变形或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1