一种夹心衬垫纱纺织方法及调控的纺织基气动软体机器人
1.本发明涉及气动软体机器人技术领域,特别是一种夹心衬垫纱纺织方法及调控的纺织基气动软体机器人。
背景技术:
2.软体机器人是一种新型柔软机器人,能够适应各种非结构化环境,与人类的交互也更安全。机器人本体利用柔软材料制作,采用气压驱动。
3.现有的气动软体机器人往往由弹性薄膜或硅胶膜作为气动材料,存在人体接触不舒适性、力学鲁棒性差、功率密度偏低等问题。同时现有纺织基气动软体机器人主要通过三种方式进行设计:(1)编织物作为气动变形约束层,通过编织结构编织角的变化实现伸缩等气动致动变形;(2)针织物或机织物或两种织物的组合作为气动变形约束层,通过不同织物弹性差异,控制变形形态,实现气动致动;(3)通过对织物进行褶皱设计,构造不同弹性,实现弯曲变形等气动致动。但现有的纺织基气动软体机器人存在致动效率低、致动应变偏小、体积功率密度低等问题。
技术实现要素:
4.本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
5.鉴于上述和/或现有的夹心衬垫纱调控的纺织基气动软体机器人中存在的问题,提出了本发明。
6.因此,本发明所要解决的问题在于致动效率低、致动应变偏小、体积功率密度低问题。
7.为解决上述技术问题,本发明提供如下技术方案:一种夹心衬垫纱的纺织方法,其特征在于:包括,选取一根一级编织线,使其沿纬向延展;在延展开的一级编织线方向上确定等距分布的一级拉伸点,所述一级拉伸点设置有n个;在各个所述一级拉伸点处将所述一级编织线沿经向逐一拉出一级u形口,当n为奇数时,拉伸方向向上,形成一级上线圈;当n为偶数时,拉伸方向向下,形成一级下线圈;取一根二级编织线,使其纬向延展并位于所述一级编织线的下方;在所述二级编织线方向上确定二级拉伸点,各个所述二级拉伸点对应一级拉伸点;以与所述一级u形口形成的相同方法,拉出二级u形口并形成二级上线圈和二级下线圈;将所述二级上线圈一前一后依次套在相对应的所述一级上线圈上;依次增加下一级的编织线,重复上述二级编织线的步骤以循环往复,并保证各个n级拉伸点依次对应着上一级拉伸点的位置,其中n≥2,且n为自然数,形成基体;选取一根控制线,使其沿某一方向延展,依次从相邻线圈的前面和后面穿入。
8.作为本发明所述夹心衬垫纱的编织方法的一种优选方案,其中:各级编织线的上线圈和下线圈结构相同。
9.作为本发明所述夹心衬垫纱的编织方法的一种优选方案,其中:所述控制线的延展方向为纬向,位置与n级编织线延展状态线体重合,控制线依次从n级编织线的上线圈的后面和下线圈的前面穿过。
10.作为本发明所述夹心衬垫纱的编织方法的一种优选方案,其中:所述控制线设置有m根,各级所述控制线间距为j根编织线,j={1,2,
…
,m},m为最后一根。
11.作为本发明所述夹心衬垫纱的编织方法的一种优选方案,其中:编织线的纺制工艺为以pu长丝为芯、pet纤维为外壳的包芯花式圈圈纱,pu长丝在3.5倍的外加张力下被送入环锭纺纱机纺制。
12.作为本发明所述夹心衬垫纱的编织方法的一种优选方案,其中:所述控制线为涤纶粗纱纺制的低弹涤纶纱。
13.一种夹心衬垫纱调控的纺织基气动软体机器人,包括夹心衬垫纱的纺织方法,还包括,气动软体机器人;超各向异性控制组件,包括控制线和基体,所述控制线设置在所述基体上,所述基体包覆在所述气动软体机器人外侧。
14.作为本发明所述夹心衬垫纱调控的纺织基气动软体机器人的一种优选方案,其中:所述气动软体机器人包括气囊和设置在所述气囊一端的端部密封套,所述端部密封套中间设有圆孔。
15.作为本发明所述夹心衬垫纱调控的纺织基气动软体机器人的一种优选方案,其中:所述控制线包括纬向线和经向线,所述纬向线纬向间隔排列在所述基体上,所述经向线经向间隔排列在所述基体上。
16.作为本发明所述夹心衬垫纱调控的纺织基气动软体机器人的一种优选方案,其中:所述经向线经向的长度可以通过拉伸调节。
17.本发明有益效果为:本发明通过在基体中嵌入控制线形成具有纬衬的超各向异性控制组件,包覆在气动软体机器人表面,有效限制了气动软体机器人在纬向的膨胀,减小了纬向能量损耗,同时增大了轴向变形率,提高了驱动效果,实现了高体积功率密度输出。通过调控经向控制线的张力,可以方便地调控机器人的弯曲变形曲率,实现多样化变形的便捷调控,应用范围广。
附图说明
18.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
19.图1为本发明夹心衬垫纱的纺织方法的超各向异性控制组件平面结构示意图。
20.图2为本发明夹心衬垫纱的纺织方法的为各级参考坐标系以及拉伸点的分布图
21.图3为本发明夹心衬垫纱的纺织方法的编织线结构示意图。
22.图4为本发明夹心衬垫纱的纺织方法的超各向异性控制组件的单元结构示意图。
23.图5为本发明夹心衬垫纱的纺织方法纬向线间隔排列分别为编织线1、2和3根的位置示意图。
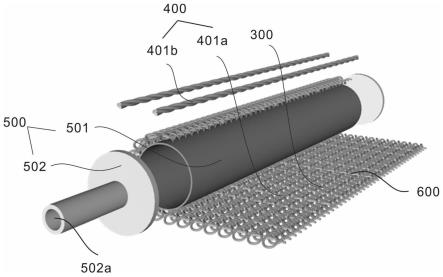
24.图6为本发明夹心衬垫纱调控的纺织基气动软体机器人的整体结构图。
25.图7为本发明夹心衬垫纱调控的纺织基气动软体机器人的致动过程图。
26.图8为本发明夹心衬垫纱调控的纺织基气动软体机器人(a)与传统气动机器人的驱动变形角度和致动速度对比图(b)。
具体实施方式
27.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明。
28.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
29.其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个实施例中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
30.实施例1
31.参照图1和图2,为本发明第一个实施例。根据该方法能够编织出一种夹心衬垫纱。
32.夹心衬垫纱的纺织方法包括如下基本步骤:
33.选取一根一级编织线100,使其沿纬向延展。
34.具体的,本发明中,纬向为横向编织的方向,径向为编织过程中织物的增长方向,径向与纬向互相垂直。从第一根用来编织的线开始,沿经向排列的一排排编织线分别为一级编织线、二级编织线、三级编织线、
……
、n级编织线。
35.在编织工作的开始,需要先将编织线的始端均进行临时固定,如:一级编织线100的始端可以采用夹持固定。同时,需要保证:在织物编织完成前,编织线均可以处于临时固定状态,而当织物编织完成后,编织线两端的临时固定可以撤除。
36.在延展开的一级编织线100方向上确定等距分布的一级拉伸点d-1,一级拉伸点d-1设置有n个。
37.具体的,一级拉伸点d-1并非一级编织线100线体上的点,而是一级编织线100所在纬向上的空间上的点,其相对于一级编织线100固定不动。
38.本发明在每一级编织线的纬向上建立一个参考坐标系,以一级编织线100的编织纬向为例:一级参考坐标系o1的原点为一级编织线100的始端;横坐标x1方向与一级编织线100的尾端方向一致;纵坐标y1方向与径向一致。一级拉伸点d-1为等距排列在一级参考坐标系o1的横坐标x1正方向上的多个定点。
39.在各个一级拉伸点d-1处将一级编织线100沿经向逐一拉出一级u形口101,当n为奇数时,拉伸方向向上,形成一级上线圈101a;当n为偶数时,拉伸方向向下,形成一级下线圈101b。
40.具体的,保证一级编织线100的始端固定不动,尾端能够适应性发生纬向收缩。用细长的拉钩(或者其他工具)在每个一级拉伸点d-1处依次(从一级参考坐标系o1开始沿横坐标x1正向)钩住一级编织线100并向外拉出一级u形口101。
41.取一根二级编织线200,使其纬向延展并位于一级编织线100的下方;在二级编织线200方向上确定二级拉伸点d-2,各个二级拉伸点d-2对应一级拉伸点d-1。
42.与一级编织线100的编制过程相同的,二级编织线200也需要建立参考坐标系:二级参考坐标系o2。二级参考坐标系o2的原点为二级编织线200的始端;横坐标x2方向与二级编织线200的尾端方向一致;纵坐标y2方向与径向一致。
43.在横坐标x2的正方向上确定等距分布的多个二级拉伸点d-2,二级拉伸点d-2与一级拉伸点d-1对应设定,当o1和o2经向一致时,各个二级拉伸点d-2与一级拉伸点d-1经向也一致。
44.本发明设定:某级编织线的“下方”表示其下一级编织线的设置方向或针织物编织的增长方向,而“上方”表示某级编织线相对于“下侧”的另一侧方向。
45.以与一级u形口101形成的相同方法,拉出二级u形口201并形成二级上线圈201a和二级下线圈201b。
46.将二级上线圈201a一前一后依次套在相对应的一级上线圈101a上。
47.本发明设定:“前”和“后”为垂直于“下方”且相对的两个方向。
48.依次增加下一级的编织线,重复上述s4~s6的步骤以循环往复,并保证各个n级拉伸点d-n依次对应着上一级拉伸点的位置,其中n≥2,且n为自然数,形成基体300。
49.选取一根控制线400,使其沿某一方向延展,依次从相邻线圈的前面和后面穿入。
50.具体的,“相邻线圈”可以是同一根编织线依次排列的上线圈和下线圈,经向上不同编织线相对应的上线圈或下线圈,斜向上第n级编织线的上(下)线圈和第n+1级编织线与第n级编织线的上(下)线圈相邻的上(下)线圈。相邻线圈的间隔可以为m个,m={1,2,
…
,m},m为自然数。
51.各级编织线的上线圈和下线圈结构相同。
52.控制线400的延展方向为纬向,位置与n级编织线延展状态线体重合,控制线400依次从n级编织线的上线圈的后面和下线圈的前面穿过。
53.控制线400设置有m根,各级控制线100间距为j根编织线,j={1,2,
…
,m},m为最后一根。来调整控制线400的疏密。
54.附图8为j={1,2,3}时的实例。
55.编织线的纺制工艺为以pu长丝为芯、pet纤维为外壳的包芯花式圈圈纱,pu长丝在3.5倍的外加张力下被送入环锭纺纱机纺制。
56.编织线的纺纱工艺为将364tex3.64g/10m的pet粗纱送入后罗拉,从环锭纺机的前罗拉送入20d的pu长丝,主轴转速设定为8000r/min,使用直径为25mm
×
25mm
×
25mm的辊子和18mm
×
38mm的辊距,捻系数为320,捻度为每米870,总牵伸倍数设定为25,其中后区牵伸倍数为1.2,pu长丝在3.5倍的外加张力下被送入,分别纺制捻向为s捻和z捻的单纱,在纺纱过程中,相对湿度保持在65
±
2%。
57.控制线400为涤纶粗纱纺制的低弹涤纶纱。
58.控制线400的纺制工艺为以669.9tex6.69g/10m的涤纶粗纱纺制10tex的低弹涤纶纱;捻系数为320,捻度为每米620,捻向为z捻,总牵伸22.3倍,后区牵伸1.2倍,细纱机工艺参数为主轴转速设定为8000r/min,使用直径为25mm
×
25mm
×
25mm的辊子和18mm
×
38mm的辊距,在纺纱过程中,相对湿度保持在65
±
2%。
59.具体的,夹心衬垫纱的制造工艺为:三层针织物是在一台双针杆针织机上制作的,针距为16,编织宽度为132厘米,编织线和控制线400分别用作环形线和嵌入纱;在织造时,s
捻和z捻的编织线依次间隔排列,在织造中编织线被前后两根织针间隔钩住,相互交错形成前后两个线圈,嵌入纬向线401a,在经向衬入经向线401b。
60.实施例2
61.参照图1~5,为本发明第二个实施例,本实施例基于上一个实施例。
62.该实施例提供了一种夹心衬垫纱调控的纺织基气动软体机器人,夹心衬垫纱调控的纺织基气动软体机器人包括气动软体机器人500和超各向异性控制组件600;气动软体机器人500用于实现交互,超各向异性控制组件600极大减小气动圆柱形气动软体机器人500在纬向(非致动方向)的膨胀,提升经向(致动方向)的膨胀变形,从而极大提高气动软体机器人的致动效率、提高致动应变率、实现高体积功率密度输出。
63.具体的,超各向异性控制组件600,包括控制线400和基体300,控制线400间隔排列在基体300上,基体300通过控制线400编缝成形封闭的管状,包裹在气动软体机器人500外侧。
64.优选的,超各向异性控制组件600通过控制线400平缝封边,形成管状。
65.嵌入了气动软体机器人500的控制线400的部分被限制拉伸,而其他部分会伸长,从而实现气动软体机器人500的弯曲变形。
66.进一步的,超各向异性控制组件600可以包覆气动软体机器人500外侧的一部分。控制线400在基体300分布的方向可以为纬向,径向,斜向等,在本实施例中,控制线400延基体300的纬向分布,进而限制气动软体机器人500在纬向(非致动方向)的膨胀,将驱动力集中在经向(致动方向);控制线400延基体300的经向分布,会限制气动软体机器人500该部位的拉伸,使气动软体机器人500弯曲。
67.在致动时,气动软体机器人500的形状和轮廓都会发生变化,超各向异性控制组件600中嵌入的控制线400会限制气动软体机器人500的膨胀,当加压时,嵌入纬向控制线400可以限制纬向膨胀,嵌入了经向控制线400的部分被限制拉伸,而其他部分会伸长,从而实现气动软体机器人500的弯曲变形。
68.实施例3
69.参照图1~8,为本发明第三个实施例,该实施例基于前两个实施例。
70.气动软体机器人500包括气囊501和通过密封胶固定在气囊501一端的端部密封套502,端部密封套502中间设有圆孔102a。驱动气压通过圆孔102a冲入气囊501实现气动软体机器人500的驱动。
71.在本实施例中,气囊501为厚度0.3mm,邵氏硬度20的硅胶膜,通过选用合适的气囊501,使包覆超各向异性控制组件200的气动软体机器人500制动效果提升。
72.控制线400包括纬向线401a和经向线401b,纬向线401a纬向间隔排列在基体300上,经向线401b经向间隔排列在基体300上。
73.经向线401b经向的长度可以通过拉伸调节。可以通过调控经向控制线400的长度来调控气动软体机器人500的弯曲形态和弯曲曲率,改变嵌入经向控制线400的长度和位置能够对二维物体的膨胀轨迹进行编程,并控制它们在三维空间中实现各种形状的变化。
74.应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发
明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1