一种纯涤纶空气感针织面料的生产方法与流程
1.本发明属于针织面料技术领域,特别涉及一种纯涤纶空气感针织面料的生产方法。
背景技术:
2.涤纶针织物不同于传统纯棉针织物、再生纤维素纤维及其混纺织物,它具有天然的速干性能,颜色呈现效果、保型性、耐用性极佳,在运动服饰领域深受消费者的喜爱。传统的涤纶针织物一般是使用涤纶半光dty长丝纱线,经过织造、前处理、染色,最后按实际需求进行后整理而得到的成品针织面料。由于普通涤纶材质的刚性较强,此类面料贴身穿着舒适性较差,运动大量流汗后面料易粘身,同时为了调整织物手感生产中通常使用大量硅油,易对环境造成不良影响。因此,如何保持全涤针织面料吸湿排汗功能性的同时改善其穿着舒适性,是纺织行业共同的一个课题。
3.目前,行业内应用最广泛的全涤针织面料是先使用假捻加弹工艺,增加纱线弹性和蓬松度,再将假捻加弹纱线按组织设计图进行织造加工,以及染色、后整理等工序加工而成。另外,通过染整加工中特殊技术工艺的应用,也能提升面料滑度和饱满手感。例如,申请公布号为cn 113584779 a的中国专利文献公开了一种滑爽蓬松全涤仿棉面料的加工方法,该专利申请中所述的全涤仿棉面料加工过程通过滑爽定型工艺,采用含有三元共聚改性嵌段有机硅柔软剂的定型整理剂对面料进行滑爽定型处理。
4.利用上述加工方法处理得到的全涤面料,其具有一定的柔软手感和较好蓬松度、顺滑等特点。然而,这种增加面料爽滑度的方法是通过染整工艺和特殊助剂来实现的,染整加工中使用大量有机硅类柔软剂,增加了废水处理的难度,很大程度上对环境造成不良的影响。
技术实现要素:
5.有鉴于此,本发明提供一种纯涤纶空气感针织面料的生产方法,本发明能生产出具有特殊空气手感的全涤针织面料,有效解决传统全涤针织面料舒适性差、功能性不足、污染环境等问题。
6.本发明提供一种纯涤纶空气感针织面料的生产方法,包括以下步骤:
7.s1、采用涤纶双组分纱线,按照乱花平纹组织进行单面针织,得到坯布;所述涤纶双组分纱线双组分为阳离子改性涤纶和普通涤纶;
8.s2、将所述坯布进行前处理和染色加工,得到染色织物;
9.s3、将所述染色织物采用环保吸湿排汗助剂和弱阳离子型蓬松剂,进行过水定型,然后通过非连续绳状的物理加工,得到纯涤纶空气感针织面料。
10.在本发明的实施例中,所述阳离子改性涤纶和普通涤纶的质量占比为4:6-6:4;所述单面针织的针寸数为34g-38g34"。
11.在本发明的实施例中,所述前处理具体为:将所述坯布进行水洗除油和预定型加
工,所述预定型温度为180-200℃。
12.在本发明的实施例中,所述染色加工采用高温高压溢流绳状染色设备进行,所用的染料为阳离子染料和分散染料。
13.在本发明的实施例中,所述染色加工过程中,先升温至120-130℃保温30-40min,降温至80-85℃进行还原清洗,经干燥得到染色织物。
14.在本发明的实施例中,所述环保吸湿排汗助剂和弱阳离子型蓬松剂的总浓度为5-20g/l,所述过水定型的温度为150-170℃。
15.在本发明的实施例中,所述物理加工的处理速度为800-1000米/分,温度为60-100℃。
16.在本发明的实施例中,所述纯涤纶空气感针织面料的平均厚度为0.38-0.42mm。
17.与现有技术相比,本技术主要是通过使用涤纶双组分纱线,经过特定组织结构设计织造出一块布面微肌理针织物,然后在染整加工中应用环保吸湿排汗助剂和弱阳离子型蓬松剂,再配合特殊物理整理工艺,从而生产得到一块具有特殊空气手感的纯涤纶针织面料。本发明所得的面料不仅亲肤性显著提升,而且使用其在运动过程中吸湿排汗效果极佳,大量出汗后不粘身,同时汗液的快速蒸发吸热为穿着者带来持续凉感的体验。同时,本发明染整加工中避免硅油的使用,利于环境保护。
附图说明
18.图1为本发明实施例的生产工艺流程示意图;
19.图2为实施例一中的面料组织结构图;
20.图3为实施例一种制得的纯涤纶空气感针织面料的实物图。
具体实施方式
21.下面对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
22.本发明提供了一种纯涤纶空气感针织面料的生产方法,包括以下步骤:
23.s1、采用涤纶双组分纱线,按照乱花平纹组织进行单面针织,得到坯布;所述涤纶双组分纱线双组分为阳离子改性涤纶和普通涤纶;
24.s2、将所述坯布进行前处理和染色加工,得到染色织物;
25.s3、将所述染色织物采用环保吸湿排汗助剂和弱阳离子型蓬松剂,进行过水定型,然后通过非连续绳状的物理加工,得到纯涤纶空气感针织面料。
26.本发明能生产出具有特殊空气手感的全涤针织面料,该面料舒适性较好、吸湿排汗效果优异,且生产过程中减少了环境污染,利于推广应用。
27.参见图1,图1为本发明实施例的生产工艺流程示意图;本发明实施例所述的空气感面料生产方法包括以下步骤流程:
28.(1)纱线准备、在针织单面机台上进行织造;
29.(2)将织造出的坯布在一定条件下进行前处理(水洗和预定型),染色加工(包括染
0.42mm。其透气、透湿性较好,运动过程中吸湿排汗效果极佳,大量出汗后不粘身,同时汗液的快速蒸发吸热为穿着者带来持续凉感的体验。该面料所具有的“空气感”风格即空气触感,主要表现为面料手感轻柔、蓬松,与穿着者皮肤接触、摩擦感非常轻,无束缚感,顺滑舒适,这种感觉跟皮肤接触空气类似,适于用作贴身、运动等服装面料。
40.为了更好理解本发明技术内容,下面提供具体实施例,对本发明做进一步的说明。
41.实施例一:
42.本实施例中所述的一种空气感面料生产方法如下:
43.(1)将涤纶双组分纱线应用单面机织造加工成坯布;其中,纱线规格为cdp/pes 60d/72f sd dty,改性涤纶和普通涤纶比例为1:1,织造针寸数为36g34"。组织结构如附图2;图2中包括排针针数、模数及三角排列设计,其中的三角状符号代表出针,横线代表不编织。
44.(2)前处理过程中,将坯布进行水洗除油、预定型加工;其中,水洗温度80℃、车速15m/min;预定型温度180℃、车速20m/min;
45.(3)染色使用高温高压溢流绳状染色机,浴比1:10,染料为阳离子染料和分散染料(两种染料的质量比例为3:7),质量百分比为5%(对织物重);染色过程中,升温速度为1.5℃/min,升温至123℃后保温30min,降温至80℃进行还原洗涤;脱水、烘干、开幅。
46.(4)将上述步骤得到的染色织物在定型设备过水定型,完成后进行物理整理,得到特殊空气手感的针织面料;其中定型水槽加入不含硅吸湿排汗助剂(聚酯聚醚嵌段共聚物)和蓬松柔软剂(双烷酰氧乙基羟乙基甲基季铵盐),用量各10g/l,定型温度160℃、车速25m/min;物理整理工艺为非连续绳状加工,处理速度1000米/min,温度为70℃,时间为40min。
47.对比例一:
48.(1)将涤纶双组分纱线应用单面机织造加工成坯布;其中,纱线规格为cdp/pes 60d/72f sd dty,改性涤纶和普通涤纶比例为1:1,织造针寸数为36g34",组织结构如附图2。
49.(2)前处理过程中,将坯布进行水洗除油、预定型加工;其中,水洗温度80℃、车速15m/min;预定型温度180℃、车速20m/min;
50.(3)染色使用高温高压溢流绳状染色机,浴比1:10,染料为阳离子染料和分散染料,质量百分比为5%;染色过程中,升温速度为1.5℃/min,升温至123℃后保温30min,降温至80℃进行还原洗涤;脱水、烘干、开幅。
51.(4)将上述步骤得到的染色织物在定型设备过水定型,完成后不经过其它整理,得到成品;其中,定型水槽加入不含硅吸湿排汗助剂和蓬松柔软剂,用量10g/l,定型温度160℃、车速25m/min。
52.将实施例一和对比例一的面料进行蓬松度测试(使用peacock厚度仪测试织物厚度),其中实施例一面料厚度0.4mm,对比例一面料厚度0.36mm;再将实施例一和对比例一的面料经过10人次手感评估,其中9人认为实施例一的面料在蓬松度和滑度上均优于对比例一的面料,另1人认为两者手感无明显差异。
53.图3是实施例一中制得的空气感针织面料的照片,其为灰色针织物。
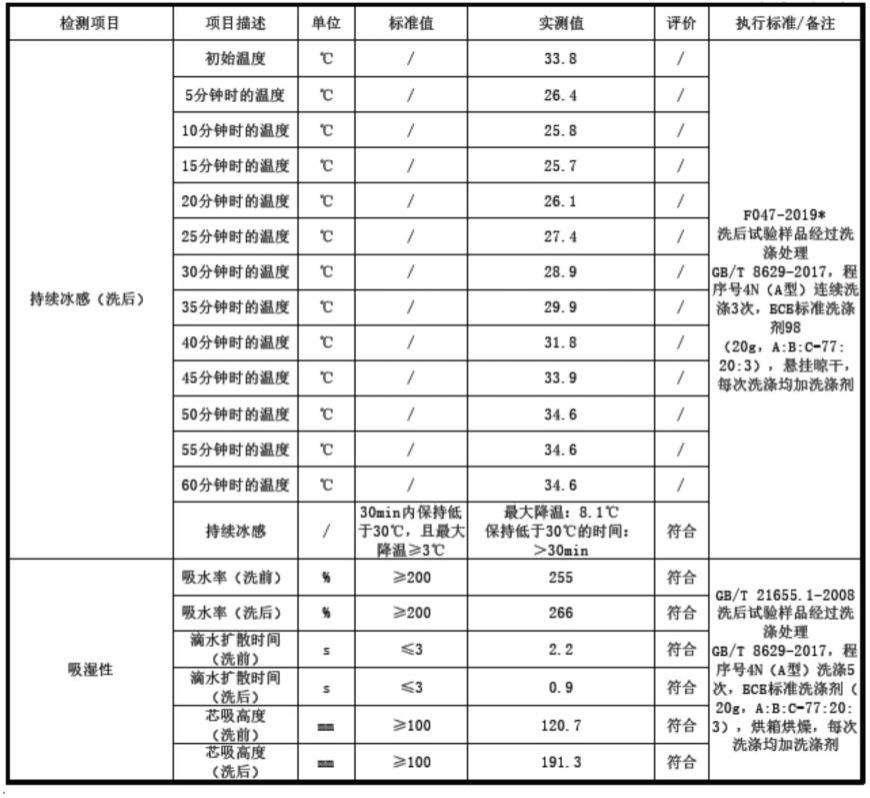
54.对实施例一的面料进行了吸湿性、速干性等功能性测试,判定标准包括:f017-2022(3.4版)吸湿速干ii功能标准,f047-2019(2.6版)冰肤功能标准(冰肤iii)。结果如下:
55.表1实施例一面料的持续冰感及吸湿性结果
[0056][0057]
表2实施例一面料的速干性结果
[0058][0059]
对比例二:
[0060]
(1)将涤纶双组分纱线应用单面机织造加工成坯布;其中,纱线规格为cdp/pes 60d/72f sd dty,改性涤纶和普通涤纶比例为1:1,织造针寸数为36g34",组织结构为普通平纹。
[0061]
(2)前处理过程中,将坯布进行水洗除油、预定型加工;其中,水洗温度80℃、车速15m/min;预定型温度180℃、车速20m/min;
[0062]
(3)染色使用高温高压溢流绳状染色机,浴比1:10,染料为阳离子染料和分散染
料,质量百分比为5%;染色过程中,升温速度为1.5℃/min,升温至123℃后保温30min,降温至80℃进行还原洗;脱水、烘干、开幅。
[0063]
(4)将上述步骤得到的染色织物在定型设备过水定型,完成后进行物理整理,得到一定蓬松手感的针织面料;其中,定型水槽加入不含硅吸湿排汗助剂和蓬松柔软剂,用量10g/l,定型温度160℃、车速25m/min;物理整理工艺为非连续绳状加工,处理速度1000米/min,温度为70℃,时间为40min。
[0064]
将实施例一和对比例二的面料进行蓬松度测试,其中实施例一面料厚度0.4mm,对比例二面料厚度0.35mm;再将实施例一和对比例二的面料做短袖针织衫,经过5人次进行跑步试穿体验(每次跑步距离为10千米),其中4人认为实施例一的面料试穿流汗后不粘身或轻微粘身、对比例二的面料试穿流汗后粘身较严重,另1人由于出汗量大,流汗后两件衣服粘身均较严重。
[0065]
由以上实施例可知,经过实施例特定的工艺,本发明所得的面料不仅亲肤性显著提升,而且使用其在运动过程中吸湿排汗效果极佳,大量出汗后不粘身,同时汗液的快速蒸发吸热为穿着者带来持续凉感的体验。同时,本发明染整加工中避免硅油的使用,利于环境保护。
[0066]
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1