一种帐篷用全遮光透湿耐水压涂层的加工方法及面料与流程
本发明涉及织物及织物的处理方法,特别是涉及一种涂层面料及其加工方法。
背景技术:
1、目前的帐篷产品偏向于牛津布面料作为基布,再经过pvc或者pu处理,赋予面料耐水压功能。然而要满足户外几天的不同气候要求,这就大大提高了对面料功能性的要求。目前市场上的帐篷产品或者不具备透湿、耐水压性能,或者在功能性改善的同时,出现了淋雨一段时间后,帐篷涂层面外观起鼓、挂水珠现象。
技术实现思路
1、本发明的目的在解决现有技术中帐篷用涂层面料上述不足,提供一种帐篷用全遮光透湿耐水压涂层的加工方法及面料,能够实现同时兼顾优异的透湿、防水、耐水压效果。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、一种帐篷用全遮光透湿耐水压涂层面料的加工方法,包括如下步骤:
4、s1:对涤纶牛津布进行防水处理
5、s2:压光处理;
6、s3:对经前两步后的牛津布进行包括一次底胶层、三次面胶层的涂层操作;
7、s4:打卷、检验、包装。
8、在上述方案中,所述s3涂层操作的涂层包括不透湿聚氨酯浆料刮涂底胶层、第一透湿聚氨酯浆料刮涂面胶层、第二透湿聚氨酯浆料刮涂面胶层、第三透湿聚氨酯浆料刮涂面胶层。
9、本发明采用多次涂覆方式改善涂层效果。第一次底涂,通过控制刀距、刀深,使涂料完全覆盖于织物表面。将预压光后依然不可避免的杂毛压平,形成一层连续且均匀的聚氨酯膜层,为面胶涂覆提供良好的支持;通过三次面涂,可以使涂层更均匀、连续,更有利于达到遮光的技术效果。
10、在上述方案中,所述不透湿聚氨酯浆料刮涂底胶层包括如下组分:二液型聚酯型非透湿聚氨酯树脂100份,架桥剂2-4份,催化剂0.5-0.7份,耐洗剂1-3份,色浆30-40份。
11、在上述方案中,所述不透湿聚氨酯浆料刮涂底胶层操作工艺为:在各组分混合物中加入适量甲苯丁酮混合物后搅拌,形成粘度为19000~21000mpa.s的浆料备用,焙烘温度90℃-100℃-120℃-140℃,车速18-24m/min,刀型采用2.0mm厚度刀片,刀口距面料高度2.8mm,距刮刀挡板5~5.5mm,湿胶上胶量控制在90-100g/m范围内。
12、在上述方案中,所述第一透湿聚氨酯浆料刮涂面胶层和第二透湿聚氨酯浆料刮涂面胶层分别包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆20-35份。
13、在上述方案中,所述第一透湿聚氨酯浆料刮涂面胶层和第二透湿聚氨酯浆料刮涂面胶层操作工艺为:在各组分混合物中加入适量甲苯丁酮混合物后搅拌,形成粘度为5000~7000mpa.s的浆料备用,焙烘温度100℃-130℃-165℃-165℃,车速18-24m/min,刀型采用3.0mm厚度刀片,刀口距面料高度2.8mm,距刮刀挡板5~5.5mm,湿胶上胶量控制在70-90g/m范围内。
14、在上述方案中,所述第三透湿聚氨酯浆料刮涂底胶层包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆20-35份,滑爽剂1-3份,消光粉0.5-0.8份。
15、在上述方案中,所述第三透湿聚氨酯浆料刮涂面胶层操作工艺为:加入适量甲苯丁酮混合物后搅拌,形成粘度为5000~7000mpa.s的浆料备用,焙烘温度100℃-130℃-165℃-165℃,车速18-24m/min,刀型采用3.0mm厚度刀片,刀口距面料高度2.8mm,距刮刀挡板5~5.5mm,湿胶上胶量控制在70-90g/m范围内。
16、在上述方案中,所述s1的防水处理采用c6防水剂,并添加交联剂及渗透剂,其中c6防水剂用量60-80g/l,交联剂用量10-20g/l,渗透剂4-8g/l。
17、本发明采用亲水型面胶,即使在长时间淋雨情况下,有少量水汽进入帐篷面料与涂层之间,涂层面的三道亲水面胶层也会抓取水分,阻止其形成水滴而从帐篷顶部或者侧面落下。
18、在上述方案中,所述s1的防水处理中烘箱温度为165℃±10℃,采用柠檬酸调节ph值至4-5,车速25-35m/min。
19、在上述方案中,所述s2采用150-170℃对经防水预处理的涤纶牛津布进行压光。
20、在上述方案中,所述s2压光处理的压光次数为1-3次,涂层前采用多次压光,既能使织物表面变得平整,又可以使织物变得紧实,搭配后期合适的涂层工序,可以形成光洁平滑的涂层膜面并赋有全遮光效果。
21、一种由上述任一方案所制备的面料。
22、本发明具有积极的效果:
23、本发明采用的是一道不透湿涂层胶底胶与三道亲水透湿涂层面胶,通过涂层与工艺的结合,达到既能保证有优异的水压和适当的透湿性能,又能保证长时间淋雨后,涂层面不会起鼓包,挂水的效果。
24、本发明的涂层不透湿底胶直接与布料接触,下雨时,相比亲水型树脂,雨水不易被抓取进入帐篷面料组织内部,进一步提升帐篷的防泼水,雨淋效果。
25、本发明采用不透湿底胶还使得成本降低10%-15%。
26、实施方式
27、下面通过实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28、本发明所述防水剂、交联剂、渗透剂、架桥剂、催化剂、耐洗剂、爽滑剂、消光粉等助剂为市售织物用功能助剂,其中优选防水剂为非离子或阳离子型氟化物共聚物中的一种;交联剂为封闭性肟类异氰酸酯分散液中一种;渗透剂为非离子型脂肪族乙氧乙醇溶液中一种;架桥剂为三聚氰胺树脂;催化剂为混醚化密胺甲醛树脂;耐洗剂为多异氰酸酯聚合物中一种;滑爽剂为超细微粉化聚酰胺蜡。
29、本实施例中面布采用300d橄榄绿涤纶牛津布,经纱为300d/96f sd dty,密度为24根/厘米;纬纱规格为300d/96f sd dty,密度为22根/厘米;150d橄榄绿涤纶牛津布,经纱为150d/96f sd fdy,密度为36根/厘米;纬纱规格为150d/48f sd dty,密度为26根/厘米。
30、(实施例1)
31、本实施采用150d牛津布,配方为:
32、s1的防水处理采用c6防水剂,其浓度为80g/l,并添加交联剂及渗透剂,交联剂浓度为20g/l,渗透剂浓度为4g/l。
33、不透湿聚氨酯浆料刮涂底胶层包括如下组分:二液型聚酯型非透湿聚氨酯树脂100份,架桥剂2份,催化剂0.7份,耐洗剂2份,色浆30份。
34、第一透湿聚氨酯浆料刮涂面胶层和第二透湿聚氨酯浆料刮涂面胶层分别包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆25份。
35、第三透湿聚氨酯浆料刮涂面胶层包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆35份,滑爽剂1份,消光粉0.5份。
36、本实施例加工方法:
37、s1:涤纶牛津布防水处理;
38、将涤纶牛津布浸在防水剂、配套交联剂和渗透剂混合液中,再经焙烘处理;用柠檬酸调节混合液的ph为4;泼水轮压力为4kg;焙烘温度为165℃,采用8节烘箱烘干,车速为25m/min;
39、s2:压光;
40、采用小型压光机对防水处理之后的面料压光,温度为150℃,车速为25m/min,压力为8kpa;压光1次;
41、s3:涂层操作
42、a涂覆底胶;
43、将不透湿聚氨酯浆料刮涂底胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是20000 mpa·s的浆料涂覆压光后的面料,焙烘温度为90℃,100℃,120℃,140℃,车速为20m/min,刀型采用2.0mm厚度刀片刀距即距刮刀挡板距离为5mm, 刀口距面料高度2.8mm。
44、b涂覆第一面胶;
45、将第一透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是6000 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为20m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5mm,刀口距面料高度2.8mm。
46、c涂覆第二面胶;
47、将第二透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是6000 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为20m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5mm,刀口距面料高度2.8mm。
48、d涂覆第三面胶;
49、将第三透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是6000 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为20m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5mm,刀口距面料高度2.8mm。
50、s4:打卷、检验、包装。
51、将本实施例面料成品进行检测,编号为p-1。
52、(实施例2)
53、本实施例采用300d牛津布,配方为:
54、s1的防水处理采用c6防水剂,其浓度为60g/l,并添加交联剂及渗透剂,交联剂浓度为18g/l,渗透剂浓度为8g/l。
55、不透湿聚氨酯浆料刮涂底胶层包括如下组分:二液型聚酯型非透湿聚氨酯树脂100份,架桥剂3份,催化剂0.6份,耐洗剂1份,色浆30份。
56、第一透湿聚氨酯浆料刮涂面胶层和第二透湿聚氨酯浆料刮涂面胶层分别包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆28份。
57、第三透湿聚氨酯浆料刮涂面胶层包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆25份,滑爽剂2份,消光粉0.7份。
58、本实施例加工方法:
59、s1:涤纶牛津布防水处理;
60、将涤纶牛津布浸在防水剂、配套交联剂和渗透剂混合液中,再经焙烘处理;用柠檬酸调节混合液的ph为4.5;泼水轮压力为4kg;焙烘温度为175℃,采用8节烘箱烘干,车速为28m/min;
61、s2:压光;
62、采用小型压光机对防水处理之后的面料压光,温度为160℃,车速为25m/min,压力为8kpa;压光2次;
63、s3:涂层操作
64、a涂覆底胶;
65、将不透湿聚氨酯浆料刮涂底胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是19000 mpa·s的浆料涂覆压光后的面料,焙烘温度为90℃,100℃,120℃,140℃,车速为22m/min,刀型采用2.0mm厚度刀片刀距即距刮刀挡板距离为5.5mm, 刀口距面料高度2.8mm。
66、b涂覆第一面胶;
67、将第一透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是5500 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
68、c涂覆第二面胶;
69、将第二透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是5500 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
70、d涂覆第三面胶;
71、将第三透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是7000 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
72、s4:打卷、检验、包装。
73、将本实施例面料成品进行检测,编号为p-2。
74、(实施例3)
75、本实施例采用300d牛津布,配方为:
76、s1的防水处理采用c6防水剂,其浓度为70g/l,并添加交联剂及渗透剂,交联剂浓度为10g/l,渗透剂浓度为5g/l。
77、不透湿聚氨酯浆料刮涂底胶层包括如下组分:二液型聚酯型非透湿聚氨酯树脂100份,架桥剂4份,催化剂0.6份,耐洗剂3份,色浆35份。
78、第一透湿聚氨酯浆料刮涂面胶层和第二透湿聚氨酯浆料刮涂面胶层分别包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆30份。
79、第三透湿聚氨酯浆料刮涂面胶层包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆35份,滑爽剂3份,消光粉0.8份。
80、本实施例加工方法:
81、s1:涤纶牛津布防水处理;
82、将涤纶牛津布浸在防水剂、配套交联剂和渗透剂混合液中,再经焙烘处理;用柠檬酸调节混合液的ph为4.5;泼水轮压力为4kg;焙烘温度为165℃,采用8节烘箱烘干,车速为30m/min;
83、s2:压光;
84、采用小型压光机对防水处理之后的面料压光,温度为170℃,车速为30m/min,压力为8kpa;压光3次;
85、s3:涂层操作
86、a涂覆底胶;
87、将不透湿聚氨酯浆料刮涂底胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是21000 mpa·s的浆料涂覆压光后的面料,焙烘温度为90℃,100℃,120℃,140℃,车速为22m/min,刀型采用2.0mm厚度刀片刀距即距刮刀挡板距离为5.5mm, 刀口距面料高度2.8mm。
88、b涂覆第一面胶;
89、将第一透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是6500 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为22m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
90、c涂覆第二面胶;
91、将第二透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是6500 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为22m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
92、d涂覆第三面胶;
93、将第三透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是6800 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.5mm,刀口距面料高度2.8mm。
94、s4:打卷、检验、包装。
95、将本实施例面料成品进行检测,编号为p-3。
96、(实施例4)
97、本实施例采用300d牛津布,配方为:
98、s1的防水处理采用c6防水剂,其浓度为75g/l,并添加交联剂及渗透剂,交联剂浓度为15g/l,渗透剂浓度为7g/l。
99、不透湿聚氨酯浆料刮涂底胶层包括如下组分:二液型聚酯型非透湿聚氨酯树脂100份,架桥剂3.5份,催化剂0.6份,耐洗剂2.5份,色浆40份。
100、第一透湿聚氨酯浆料刮涂面胶层和第二透湿聚氨酯浆料刮涂面胶层分别包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆35份。
101、第三透湿聚氨酯浆料刮涂面胶层包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆35份,滑爽剂2.5份,消光粉0.6份。
102、本实施例加工方法:
103、s1:涤纶牛津布防水处理;
104、将涤纶牛津布浸在防水剂、配套交联剂和渗透剂混合液中,再经焙烘处理;用柠檬酸调节混合液的ph为4;泼水轮压力为4kg;焙烘温度为170℃,采用8节烘箱烘干,车速为35m/min;
105、s2:压光;
106、采用小型压光机对防水处理之后的面料压光,温度为150℃,车速为35m/min,压力为8kpa;压光2次;
107、s3:涂层操作
108、a涂覆底胶;
109、将不透湿聚氨酯浆料刮涂底胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是20000 mpa·s的浆料涂覆压光后的面料,焙烘温度为90℃,100℃,120℃,140℃,车速为24m/min,刀型采用2.0mm厚度刀片刀距即距刮刀挡板距离为5.2mm, 刀口距面料高度2.8mm。
110、b涂覆第一面胶;
111、将第一透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是6800 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.2mm,刀口距面料高度2.8mm。
112、c涂覆第二面胶;
113、将第二透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是6800 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.2mm,刀口距面料高度2.8mm。
114、d涂覆第三面胶;
115、将第三透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是7000 mpa·s的浆料涂覆面料,焙烘温度为100,130,165,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.1mm,刀口距面料高度2.8mm。
116、s4:打卷、检验、包装。
117、将本实施例面料成品进行检测,编号为p-4。
118、(对比例1)
119、本实施例采用全非透湿涂层,配方为:
120、s1的防水处理采用c6防水剂,其浓度为60g/l,并添加交联剂及渗透剂,交联剂浓度为18g/l,渗透剂浓度为8g/l。
121、不透湿聚氨酯浆料刮涂底胶层包括如下组分:二液型聚酯型非透湿聚氨酯树脂100份,架桥剂3份,催化剂0.6份,耐洗剂1份,色浆30份。
122、第一不透湿聚氨酯浆料刮涂面胶层和第二不透湿聚氨酯浆料刮涂面胶层分别包括如下组分:一液型聚酯型非透湿聚氨酯树脂100份,色浆28份。
123、第三不透湿聚氨酯浆料刮涂面胶层包括如下组分:一液型聚酯型非透湿聚氨酯树脂100份,色浆25份,滑爽剂2份,消光粉0.7份。
124、本实施例加工方法:
125、s1:涤纶牛津布防水处理;
126、将涤纶牛津布浸在防水剂、配套交联剂和润湿剂混合液中,再经焙烘处理;用柠檬酸调节混合液的ph为4.5;泼水轮压力为4kg;焙烘温度为175℃,采用8节烘箱烘干,车速为28m/min;
127、s2:压光;
128、采用小型压光机对防水处理之后的面料压光,温度为160℃,车速为25m/min,压力为8kpa;压光2次;
129、s3:涂层操作
130、a涂覆底胶;
131、将不透湿聚氨酯浆料刮涂底胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是19000 mpa·s的浆料涂覆压光后的面料,焙烘温度为90℃,100℃,120℃,140℃,车速为22m/min,刀型采用2.0mm厚度刀片刀距即距刮刀挡板距离为5.5mm, 刀口距面料高度2.8mm。
132、b涂覆第一面胶;
133、将第一不透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是5500 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
134、c涂覆第二面胶;
135、将第二不透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是5500 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
136、d涂覆第三面胶;
137、将第三不透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是7000 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
138、s4:打卷、检验、包装。
139、将本实施例面料成品进行检测,编号为p-5。
140、(对比例2):
141、本实施例采用全透湿涂层,配方为:
142、s1的防水处理采用c6防水剂,其浓度为60g/l,并添加交联剂及渗透剂,交联剂浓度为18g/l,渗透剂浓度为8g/l。
143、透湿聚氨酯浆料刮涂底胶层包括如下组分:二液型聚醚型透湿聚氨酯树脂100份,架桥剂3份,催化剂0.6份,耐洗剂1份,色浆30份。
144、第一透湿聚氨酯浆料刮涂面胶层和第二透湿聚氨酯浆料刮涂面胶层分别包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆28份。
145、第三透湿聚氨酯浆料刮涂面胶层包括如下组分:一液型聚醚型透湿聚氨酯树脂100份,色浆25份,滑爽剂2份,消光粉0.7份。
146、本实施例加工方法:
147、s1:涤纶牛津布防水处理;
148、将涤纶牛津布浸在防水剂、配套交联剂和润湿剂混合液中,再经焙烘处理;用柠檬酸调节混合液的ph为4.5;泼水轮压力为4kg;焙烘温度为175℃,采用8节烘箱烘干,车速为28m/min;
149、s2:压光;
150、采用小型压光机对防水处理之后的面料压光,温度为160℃,车速为25m/min,压力为8kpa;压光2次;
151、s3:涂层操作
152、a涂覆底胶;
153、将透湿聚氨酯浆料刮涂底胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是19000 mpa·s的浆料涂覆压光后的面料,焙烘温度为90℃,100℃,120℃,140℃,车速为22m/min,刀型采用2.0mm厚度刀片刀距即距刮刀挡板距离为5.5mm, 刀口距面料高度2.8mm。
154、b涂覆第一面胶;
155、将第一透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是5500 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
156、c涂覆第二面胶;
157、将第二透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是5500 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
158、d涂覆第三面胶;
159、将第三透湿聚氨酯浆料刮涂面胶层各组分混合,然后加入适量甲苯丁酮1:1混合物后搅拌,形成粘度是7000 mpa·s的浆料涂覆面料,焙烘温度为100℃,130℃,165℃,165℃,车速为24m/min,刀型采用3.0mm厚度刀片,刀距即距刮刀挡板距离为5.3mm,刀口距面料高度2.8mm。
160、s4:打卷、检验、包装。
161、将本实施例面料成品进行检测,编号为p-6。
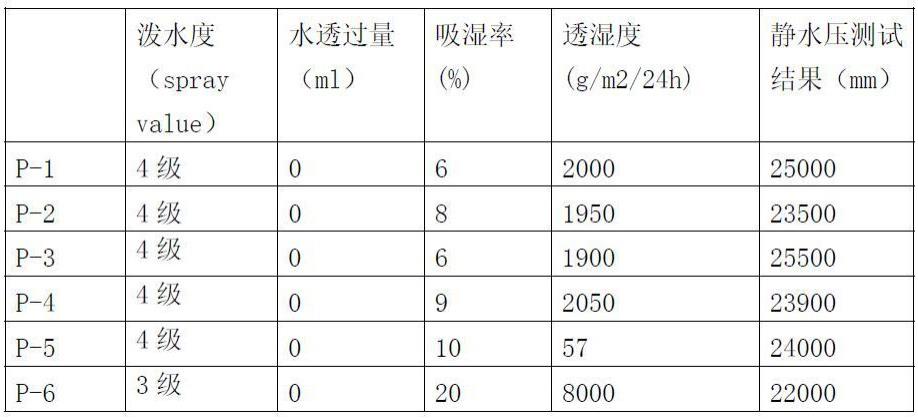
162、 将上述各实施例所得面料成品进行bundesmann测试10分钟(测试方法:iso9865-1991)及静水压测试(测试方法:iso811)得到如下结果:
163、
164、尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 还没有人留言评论。精彩留言会获得点赞!