网袖自动车缝装置及车缝方法与流程
本申请涉及纺织机械,特别是涉及一种网袖自动车缝装置及车缝方法。
背景技术:
1、在纺织领域,近年来针织产品的订单量越来越多,在针织衫的缝制过程中,网袖工序的传统做法为全部通过人工操作,自动化程度低,人工操作工作量大,工人负担较重,生产效率低;同时,由于网袖工序操作难度大,前期需要花费大量时间对操作人员进行培训,人工培养和时间成本较大;且操作熟练度因人而异,因此人工操作常会出现车缝产品的品质不稳定的现象。
技术实现思路
1、基于此,有必要提供一种车缝过程自动化、生产效率高以及品质稳定性高的网袖自动车缝装置及车缝方法。
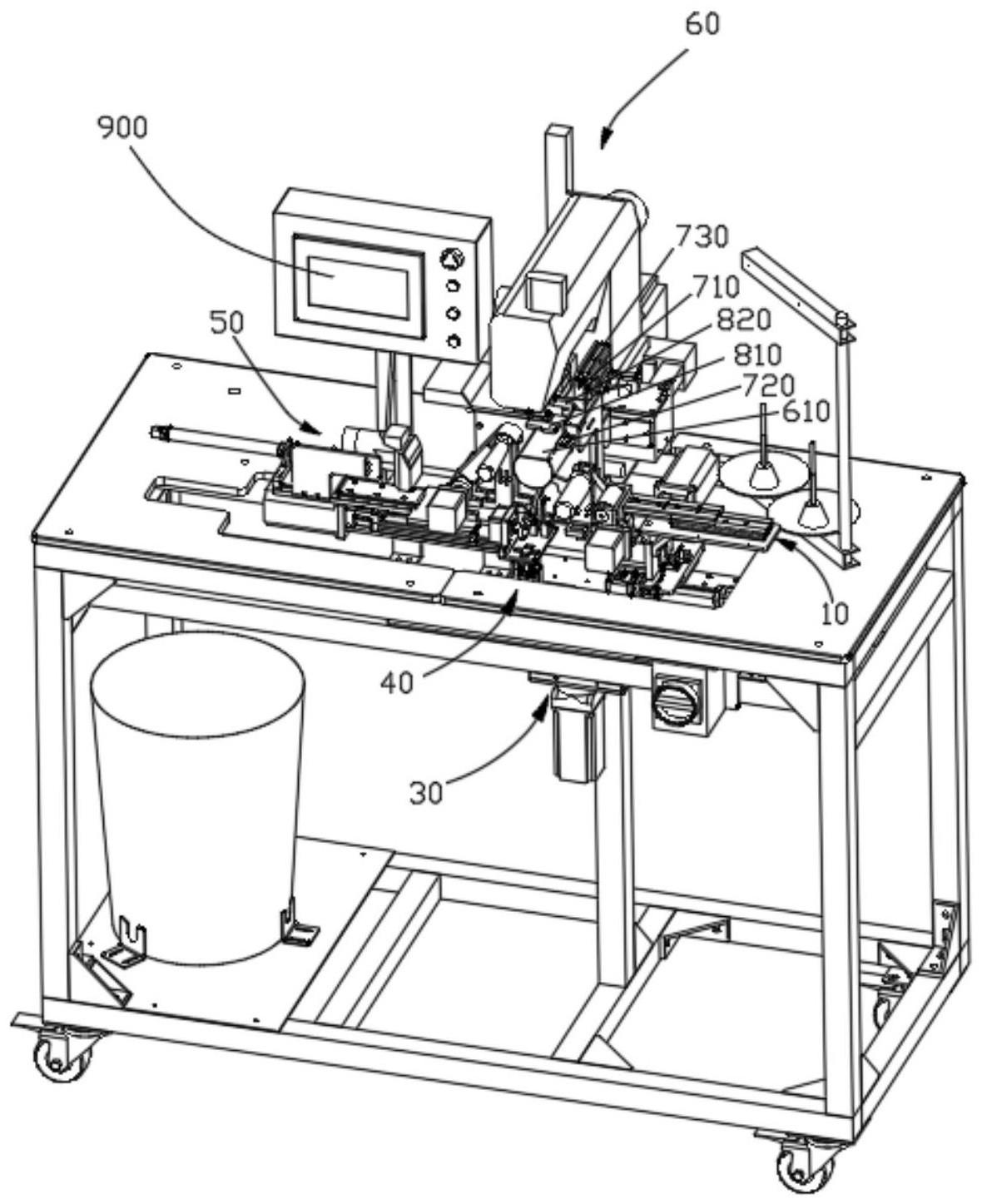
2、本申请的第一方面提供了一种网袖自动车缝装置,该车缝装置包括机台以及设在机台上的控边机构、送料机构、旋转机构、纠偏机构、调码机构以及车缝机构;
3、控边机构包括压料滚动件、压料驱动件,压料驱动件用于驱动压料滚动件移动;压料滚动件用于配合送料机构带动裁片移动;
4、旋转机构连接于送料机构,用于带动送料机构旋转使得裁片旋转预定角度;
5、纠偏机构用于驱动裁片沿偏移方向的反方向移动;
6、调码机构与送料机构连接,用于控制裁片的张紧度。
7、车缝机构用于车缝裁片。
8、在一些实施方式中,送料机构包括送料滚动件、辅助滚动件、送料驱动件以及辅助驱动件,送料滚动件和辅助滚动件用于供裁片套设并配合进行送料;送料驱动件连接于送料滚动件用于驱动送料滚动件转动;辅助驱动件连接于辅助滚动件用于驱动辅助滚动件转动。
9、在一些实施方式中,控边机构还包括第一丝杆模组,第一丝杆模组与送料滚动件连接,用于驱动送料滚动件沿前后方向移动。
10、在一些实施方式中,调码机构还包括第二丝杆模组,第二丝杆模组与辅助滚动件连接,用于驱动辅助滚动件沿左右方向移动。
11、在一些实施方式中,纠偏机构包括纠偏连杆和纠偏机构驱动件,纠偏机构驱动件连接于纠偏连杆,纠偏机构驱动件用于驱动纠偏连杆转动以带动裁片沿偏移方向的反方向移动。
12、在一些实施方式中,网袖自动车缝装置还包括止口固定机构,止口固定机构包括止口固定臂以及止口固定驱动件,止口固定臂的第一端与止口固定驱动件连接,止口固定臂的第二端弯折至弯折部朝向第一端延伸,弯折部的长度等于裁片的止口的宽度。
13、在一些实施方式中,网袖自动车缝装置还包括控制机构,控制机构电性连接于控边机构、送料机构、旋转机构、纠偏机构、调码机构以及车缝机构。
14、在一些实施方式中,网袖自动车缝装置还包括傍位机构,傍位机构设于机台上用于供裁片的边缘定位。
15、在一些实施方式中,傍位机构包括传感器,传感器与控制机构电性连接,控制机构根据传感器的位置信号控制控边机构进行移动。
16、本申请的第二方面提供了一种车缝方法,该方法包括以下步骤:
17、将裁片置于送料机构上,控制压料驱动件驱动压料滚动件移动至送料机构上,控制送料机构运动以带动压料滚动件转动,送料机构与压料滚动件配合带动裁片移动;
18、在车缝过程中,控制纠偏驱动件驱动纠偏连杆转动用于驱动裁片沿偏移方向的反方向移动;
19、控制车缝机构车缝裁片;
20、当裁片与车缝机构的位置关系需要调整时,控制旋转机构旋转带动送料机构旋转使得裁片旋转预定角度;
21、当裁片的张紧度需要调节时,控制调码机构驱动辅助滚动件沿左右方向移动。
22、上述网袖自动车缝装置通过多控边机构、送料机构、旋转机构、纠偏机构等多个机构的合理分布设置,通过多个机构之间的高效配合协同作用,能够实现车缝过程中自动化、生产效率高以及品质稳定性高的目的。
技术特征:
1.一种网袖自动车缝装置,其特征在于,包括机台以及设在所述机台上的控边机构、送料机构、旋转机构、纠偏机构、调码机构以及车缝机构;
2.根据权利要求1所述的网袖自动车缝装置,其特征在于,所述送料机构包括送料滚动件、辅助滚动件、送料驱动件以及辅助驱动件,所述送料驱动件连接于所述送料滚动件用于驱动所述送料滚动件转动;所述辅助驱动件连接于所述辅助滚动件用于驱动所述辅助滚动件转动;所述送料滚动件和所述辅助滚动件用于供所述裁片套设并配合进行送料。
3.根据权利要求2所述的网袖自动车缝装置,其特征在于,所述控边机构还包括第一丝杆模组,所述第一丝杆模组与所述送料滚动件连接,用于驱动所述送料滚动件沿前后方向移动。
4.根据权利要求2所述的网袖自动车缝装置,其特征在于,所述调码机构包括第二丝杆模组,所述第二丝杆模组与所述辅助滚动件连接,用于驱动所述辅助滚动件沿左右方向移动。
5.根据权利要求1-4任一项所述的网袖自动车缝装置,其特征在于,所述纠偏机构包括纠偏连杆和纠偏机构驱动件,所述纠偏机构驱动件连接所述纠偏连杆,所述纠偏机构驱动件用于驱动所述纠偏连杆转动以带动所述裁片沿偏移方向的反方向移动。
6.根据权利要求1-4任一项所述的网袖自动车缝装置,其特征在于,所述网袖自动车缝装置还包括止口固定机构,所述止口固定机构包括止口固定臂和止口固定驱动件,所述止口固定臂的第一端与所述止口固定驱动件连接,所述止口固定臂的第二端弯折至弯折部朝向所述第一端延伸,所述弯折部的长度等于所述裁片的止口的宽度。
7.根据权利要求1-4任一项所述的网袖自动车缝装置,其特征在于,所述网袖自动车缝装置还包括控制机构,所述控制机构电性连接于所述控边机构、送料机构、旋转机构、纠偏机构、调码机构以及车缝机构。
8.根据权利要求7所述的网袖自动车缝装置,其特征在于,所述网袖自动车缝装置还包括傍位机构,所述傍位机构设于所述机台上用于供裁片的边缘定位。
9.根据权利要求8所述的网袖自动车缝装置,其特征在于,所述傍位机构包括传感器,所述传感器与所述控制机构电性连接,所述控制机构根据所述传感器的位置信号控制所述控边机构进行移动。
10.一种车缝方法,其特征在于,包括以下步骤:
技术总结
本申请涉及一种网袖自动车缝装置及车缝方法。网袖自动车缝装置包括机台以及设在机台上的控边机构、送料机构、旋转机构、纠偏机构、调码机构以及车缝机构,控边机构包括压料滚动件、压料驱动件,压料驱动件用于驱动压料滚动件移动;压料滚动件用于配合送料机构带动裁片移动;旋转机构连接于送料机构,用于带动送料机构旋转使得裁片旋转预定角度;纠偏机构用于驱动裁片沿偏移方向的反方向移动;调码机构与送料机构连接,用于控制裁片的张紧度;车缝机构用于车缝裁片。本申请的网袖自动车缝装置的车缝过程无需人工操作、生产效率高以及品质稳定性高。
技术研发人员:莫华坤,张润明
受保护的技术使用者:广东溢达纺织有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!