莱赛尔纤维交联制备生产线装置及其使用方法与流程
本发明涉及一种莱赛尔纤维交联制备生产线装置及其使用方法,属于纺织生产设备。
背景技术:
1、莱赛尔纤维是以天然植物纤维为原料,于20世纪90年代中期问世,被誉为近半个世纪以来人造纤维史上最具价值的产品。具有天然纤维质感又不失和成纤维的优良性能。采用环保的溶剂法生产制备工艺,对环境影响较小,被益为绿色环保纤维材料。莱赛尔纤维作为一种全新的纺织材料,在环保压力逐步加大的现今,将成为传统粘胶纤维的替代产品。虽然其具备众多优点,但同时存在原纤化的特质缺陷,织物易勾丝损伤,因此大大降低了莱赛尔纤维材料织物的耐久性和经济性。
2、为了使莱赛尔纤维原纤化特质得到控制,生产厂家通过对莱赛尔纤维进行纤维交联的方法加以解决。制备工艺有喷淋法、全浸法等制备工艺。最初人们采用喷淋法纤维交联制备工艺,即运用传输带的形式将莱赛尔散纤均匀摊撒在传输带上,传输带上方设置有交联浴喷液口,在传输带运行的过程中进行喷淋交联交换。喷淋交联法的优点是节省交联剂的消耗,但是其致命的缺点是交联存在严重不匀,致使交联后纤维色泽黄白不一、且严重中影响下游应用客户的染色生产。因此,此工艺早已被人们所废弃,现今取而代之的,也是现今市场上众多制造厂商所沿用的全浸式纤维交联制备工艺,该工艺在根本上解决了纤维交联不匀的质量弊端。但是,由于交联剂加入催化剂后短时间内发生自聚反应的化学特质,使交联剂不能得到充分的利用,大部分因为自聚成为废料被排放,高制备成本又成为该行业挥之不去噩梦。
技术实现思路
1、本发明的目的是针对上述存在的问题提供一种莱赛尔纤维交联制备生产线装置及其使用方法,高效率利用交联剂、低成本完成纤维交联制备。
2、上述的目的通过以下的技术方案实现:
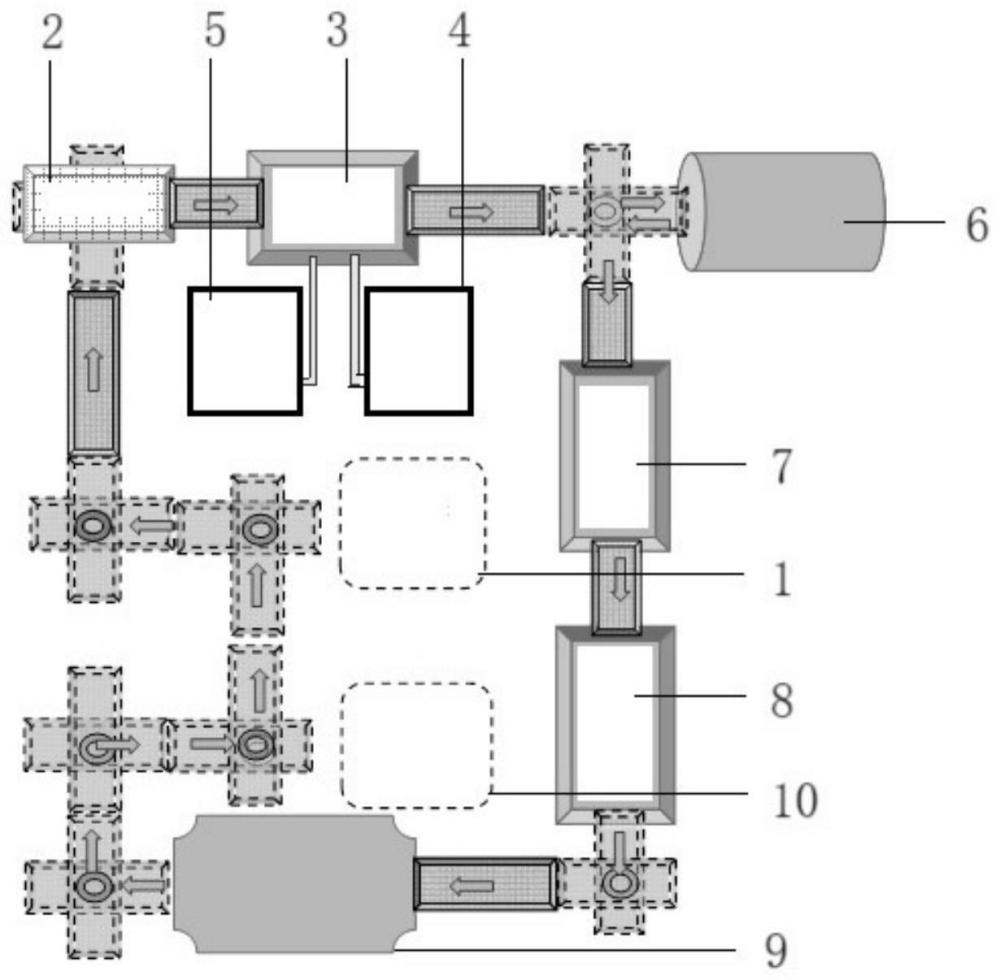
3、本发明首先提供一种莱赛尔纤维交联制备生产线装置,包括纤维装料区,所述纤维装料区通过传输轨道连接纤维交联载纱装置,所述纤维交联载纱装置通过传输轨道连接纤维交联制备反应槽,所述纤维交联制备反应槽分别连接交联剂开稀临储供液装置和催化剂开稀临储供液装置,所述纤维交联制备反应槽通过传输轨道连接真空压力定型缸,所述真空压力定型缸通过传输轨道连接水洗酸浴槽,所述水洗酸浴槽通过传输轨道连接油浴槽,所述油浴槽通过传输轨道连接射频烘干机,所述射频烘干机通过传输轨道连接成品包装区。
4、进一步地,所述纤维交联反应槽包括纤维交联反应机架,所述纤维交联反应机架底部设置有不锈钢槽体,所述不锈钢槽体的底部夹层内设置有可调温控恒温加热盘管,所述不锈钢槽体分别通过交联剂开稀液进液管道、催化剂开稀液进液管道连接交联剂开稀临储供液装置和催化剂开稀临储供液装置,所述不锈钢槽体还连接有清水进水管道、蒸汽进气管道,所述不锈钢槽体底部设置有排液口;所述不锈钢槽体上方设置有气动揉压功能板托架一,所述气动揉压功能板托架一上设置有压力气缸一,所述压力气缸一的伸缩杆与揉压板一相连。
5、进一步地,所述纤维交联载纱装置由工程塑料制成,所述纤维交联载纱装置包括槽底,所述槽底上安装由槽身,所述槽底和槽身均为镂空状。
6、进一步地,所述交联剂开稀临储供液装置和催化剂开稀临储供液装置具有相同的机械结构,均包括一个主罐体,所述主罐体上方设置有进料口,所述主罐体上方设置有搅拌电机,所述搅拌电机连接安装在所述主罐体里面的搅拌叶轮,所述主罐体还连接有供水管道、蒸汽进气管、供液管道、所述供液管道上设置有供液流量计,所述主罐体底部设置有加热盘管。
7、进一步地,所述水洗酸浴槽和所述油浴槽具有相同的机械结构,均包括浴槽机架,所述浴槽机架底部设置有不锈钢浴槽,所述不锈钢浴槽的底部夹层内设置有可调温控恒温加热盘管,所述不锈钢浴槽分别连接有料缸、清水进水管、蒸汽进气管,所述料缸连接有料缸蒸汽进汽管和料缸进水管道,所述不锈钢浴槽上方设置有气动揉压功能板托架二,所述气动揉压功能板托架二上设置有压力气缸二,所述压力气缸二的伸缩杆与揉压板二相连。
8、进一步地,所述传输轨道包括固定向传输轨道、可变向传输轨道、可升降吊挂式传输轨道。
9、本发明还提供一种上述的莱赛尔纤维交联制备生产线装置的使用方法,该方法包括如下步骤:
10、第一步:备料
11、1.1、在交联剂开稀临储供液装置内注入工艺设置量软化清水,升温到工艺设置温度,再加注工艺设置量交联剂,搅拌开稀保温备用;
12、1.2、在催化剂开稀临储供液装置内注入工艺设置量软化清水,升温到工艺设置温度,再加注工艺设置量催化剂,搅拌开稀保温备用;
13、1.3、在纤维交联载纱装置内均匀装载工艺设置量莱赛尔短丝纤维散纤或莱赛尔短丝纤维/涤纶pbt纤维长丝复合绞装纱线备用;
14、第二步:纤维交联交换反应
15、在纤维交联制备反应槽内首先注入工艺设置量交联剂开稀临储供液装置内的交联剂开稀液,随后注入工艺设置量催化剂开稀临储供液装置内的催化剂开稀液;迅速通过纤维交联载纱装置传输轨道将载有莱赛尔短丝纤维散纤或莱赛尔短丝纤维/涤纶pbt纤维长丝复合绞装纱线的纤维交联载纱装置传输至纤维交联制备反应槽内,通过揉压板对纤维交联载纱装置内的散纤或纱线按工艺设置交换时间进行反复揉压,使纤维材料与交联剂浴液均匀交换反应,完成工艺时间后将自然带液纤维材料移入下一步工序;
16、第三步:烘焙定型固着
17、将上一步交联反应后带液纤维移入真空压力定型缸内,按工艺设置温度、真空压力、反应时间、真空循环次数等工艺参数值进行烘焙定型固着作业。
18、第四步:水洗、酸浴中和
19、水洗作业:通过纤维交联载纱装置传输轨道,将载有烘焙固着后莱赛尔短丝纤维散纤或莱赛尔短丝纤维/涤纶pbt纤维长丝复合绞装纱线的纤维交联载纱装置传输至水洗酸浴的不锈钢浴槽内,在不锈钢浴槽内注入工艺设置量清水,按工艺设置升温速率升温到工艺温度设置值,保温完成水洗工艺设置时间,升温及保温水洗期间,揉压板二对纤维材料进行反复揉压,确保其水洗均匀,水洗完毕通过排液口将废液排空,再由揉压板二对水洗后纤维材料进行挤压脱水;
20、脱水后纤维材料仍然置于水洗酸浴的不锈钢浴槽内,不锈钢浴槽内注入工艺设置量清水,料缸注入清水冲化冰醋酸,冲化稀释均匀后注入不锈钢槽体内,运行工艺设置值升温、揉压板二工艺设置揉压模式,保证纤维材料酸碱中和均匀,酸浴作业完毕,运行揉压板二挤压脱水,脱水后纤维材料移至下一步工艺环节。
21、第四步:纤维材料上油
22、先在油浴的不锈钢浴槽内注入工艺设置量清水,在通过料缸冲化工艺设置量柔软油剂,油剂冲化稀释液注入油浴的不锈钢浴槽内与清水混合形成工艺设置浓度值油浴浴液;在通过纤维交联载纱装置传输轨道将载有酸碱中和后纤维材料的纤维交联载纱装置移入油浴的不锈钢浴槽内,运行揉压板揉压模式,促使纤维材料上油均匀,上油工艺作业结束运行揉压板挤压脱水模式,完成油浴后挤压脱水作业。
23、第五步:烘干作业
24、通过纤维交联载纱装置传输轨道,将载有油浴后莱赛尔短丝纤维散纤或莱赛尔短丝纤维/涤纶pbt纤维长丝复合绞装纱线的纤维交联载纱装置传输至射频烘干机运行射频烘干作业,烘干后纤维材料一致成品包装区包装。
25、有益效果:
26、本发明的纤维交联制备反应槽里面设置有揉压板,揉压板对纤维交联载纱装置内的散纤或纱线按工艺设置交换时间进行反复揉压,使纤维材料与交联剂浴液均匀交换反应,本发明的水洗酸洗浴槽内设置有揉压板,保证纤维材料酸碱中和均匀,油浴槽里面也设置有揉压板,促使纤维材料上油均匀,生产线整体设置合理,便于高效率利用交联剂、低成本完成纤维交联制备。
- 还没有人留言评论。精彩留言会获得点赞!