一种自动贴袋机的制作方法
本发明涉及缝纫机领域技术,尤其是指一种自动贴袋机,其用于加工衣物等。
背景技术:
1、目前的贴袋机,其能实现带袋衣物的自动缝纫加工,例如衬衣、卫衣、牛仔裤等等,有些是将袋片折熨好再放到布片的放料工作台上,也有些是在布片的放料工作台上方配置有自动折边装置,这样,作业人员只需要将布片放到放料工作台上,再将袋片放到袋形板上,自动折边装置将袋形板上的袋片折好后再压在布片上,随后自动折边装置向上复位,待送料压板移到放料工作台上将折好的袋片以及布片一起压好,袋形板向后复位,如此,送料压板可以将折好的袋片及布片一同送到缝纫机头下方进行缝纫加工。对于一些要求较高或者说希望袋片与布片贴合整齐、紧密度较好的情形而言(尤其是牛仔裤贴袋加工),在布片放到放料工作台上后,需要利用两侧推移机构将布片的两侧稍往中间推,其推移机构结构复杂,占用工作台上方的空间,而且,依赖压住布片两侧边往内推,布片中间变形量控制精度不太理想,难以满足对产品加工一致性要求高的订单加工需求。
2、以及,有些裤袋/衣服袋内侧需要加衬垫,例如cn110306301a公开了一种全自动冷折装袋机,其包括有工作台组件、缝纫组件、折边装置、送料装置和送料缝纫驱动装置,还包括有衬垫送料装置,其包括放料盘组件、输送组件、剪切组件、送料组件和连接座组件,工作时,先放卷,使得衬垫带从主动辊和从动辊出来后经剪切组件的动切刀和定切刀之间穿过至压紧组件的压板下方;然后,送料组件的送料升降驱动装置的气缸的活塞杆向下缩回,使升降座下降,从而使衬垫吸附面板下降至其上表面低于剪切组件的定切刀的刀口;然后,送料前后驱动装置的气缸的活塞杆向后伸出,使吸风盒组件的衬垫吸附面板的后侧靠着动切刀的导向部的前侧,且吸风盒组件的衬垫吸附面板的相应部位位于压紧组件的压板的下方,衬垫带位于衬垫吸附面板与压板之间;压紧组件的压紧驱动气缸的活塞杆向下伸出,驱动压板将衬垫带压紧固定在衬垫吸附面板上;然后,剪切组件的驱动气缸的活塞杆向下伸出,驱动动切刀向下运动,从而和定切刀共同将衬垫带切断,切下的两片衬垫位于衬垫吸附面板上;然后,通过吸风机吸气在衬垫吸附面板的衬垫相应部位形成负压,将衬垫吸附固定在衬垫吸附面板上;然后压紧组件的压紧驱动气缸的活塞杆向上缩回,将压板升起;最后,送料前后驱动装置的气缸的活塞杆向前缩回,送料升降驱动装置的气缸的活塞杆向上伸出,使衬垫吸附面板位于工作台板的衬垫送料孔中,衬垫吸附面板的上表面与工作台板的上表面相平,从而将两片衬垫送至工作台板的上表面的高度位置,完成衬垫的送料。显然,其衬垫送料装置的结构较复杂,而且衬垫送料装置的整体动作步骤较多,不利于生产效率的进一步提升。
3、因此,需要研究一种新的技术方案来解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种自动贴袋机,其简化了垫片的冲切、输送以及大身布片的变形控制,使得设备的结构更加简单,动作大大简化,有利于提升效率及贴袋加工质量。
2、为实现上述目的,本发明采用如下之技术方案:
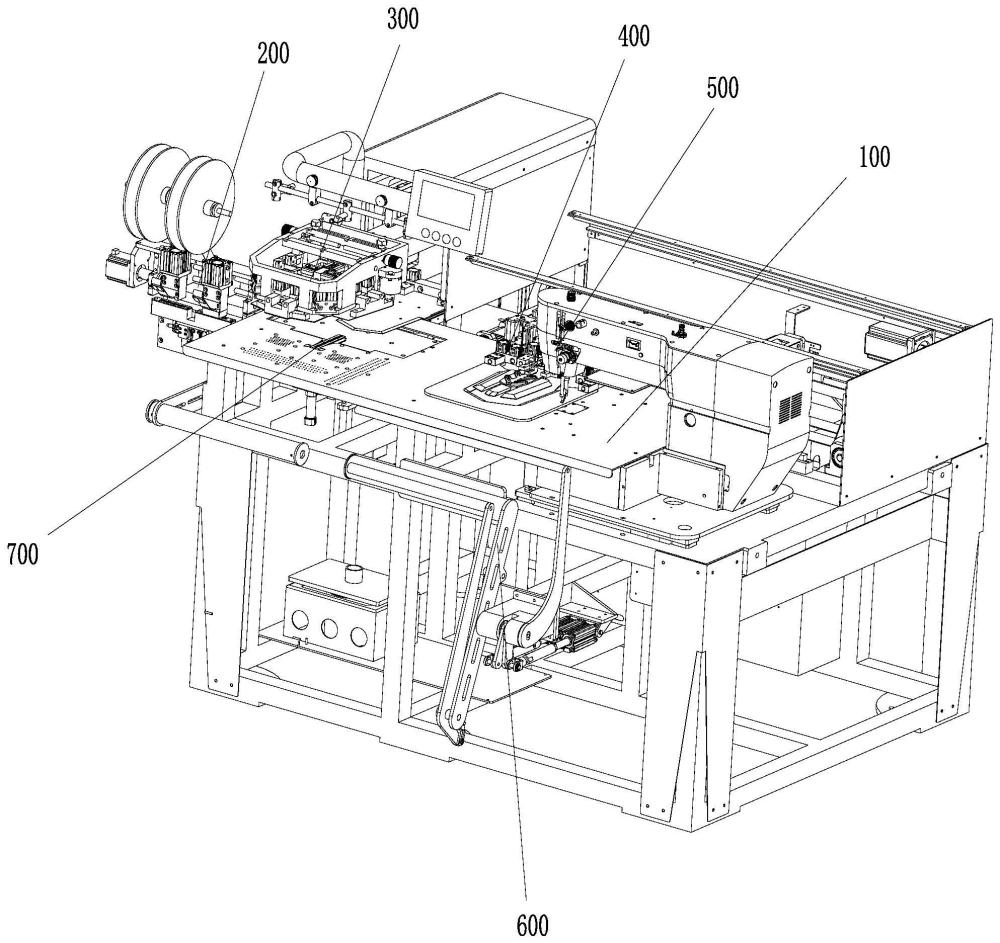
3、一种自动贴袋机,包括有工作台和设置于所述工作台上的垫片冲切输送装置、折边装置、压框送料装置、缝纫装置以及收料装置;
4、所述工作台上对应所述折边装置的下方设置有布片变形吸附槽、垫片槽,所述布片变形吸附槽的下方设置有贴袋真空吸附定位装置,所述贴袋真空吸附定位装置将所述工作台上的布片之正对所述布片变形吸附槽区域吸附向下变形;所述折边装置对袋片进行折边;
5、所述垫片冲切输送装置包括有冲头、真空吸附载板和横向输送单元,所述冲头由冲切驱动单元带动上下动作,所述真空吸附载板的顶面为第一真空吸附面且设置于所述冲头的下方以用于吸附被所述冲头冲切落下的垫片;所述真空吸附载板连接有第一升降单元以控制所述真空吸附载板上下动作;所述横向输送单元驱动所述第一升降单元及所述真空吸附载板沿横向位移,以将所述垫片从所述冲头下方平移输送至折边工位下方,并由所述第一升降单元将所述真空吸附载板上升穿过所述垫片槽以将垫片送到位;
6、所述压框送料装置将折边后的袋片、吸附变形后的布片以及垫片一同送至所述缝纫装置进行缝纫加工,加工完成后由所述收料装置进行收料。
7、作为一种优选方案,所述贴袋真空吸附定位装置包括有真空吸板和第二升降单元,所述真空吸板的顶面为第二真空吸附面,所述真空吸板对应所述布片变形吸附槽设置,所述第二升降单元驱动连接于所述真空吸板以驱动所述真空吸板于所述布片变形吸附槽内可上下位移,使得所述真空吸附面相对所述工作台的顶面的相对高度可调,进而调节所述真空吸板将放置于所述工作台上的布片之正对所述布片变形吸附槽区域吸附向下变形量。
8、作为一种优选方案,所述真空吸板包括有第一真空座和设置于所述第一真空座顶部的多孔面板,所述真空吸附面设置于所述多孔面板上,所述第一真空座内设置有第一空腔,所述多孔面板罩设于所述第一空腔的上端;
9、或者,所述真空吸板包括有第二真空座和设置于所述第二真空座顶部的盖板,所述第一真空座内设置有第二空腔,所述第二真空座的顶部设置有前后贯通布置的前侧凹腔、后侧凹腔,所述前侧凹腔、后侧凹腔分别连通所述第二空腔,所述前侧凹腔的下凹深度大于所述后侧凹腔的下凹深度,且,所述盖板的顶部设置有通孔以供所述前侧凹腔、后侧凹腔露出,使得所述真空吸附面形成于所述盖板上。
10、作为一种优选方案,所述垫片槽设置有两个且分别位于所述布片变形吸附槽的左、右侧;所述冲头设置有两个且沿所述横向输送单元的输送方向并排间距布置,相应地,所述真空吸附载板的第一真空吸附面分为两个并排间距布置垫片吸附区,以分别对应两个冲头下方;所述垫片冲切输送装置对应左、右侧的所述垫片槽一次送两个垫片。
11、作为一种优选方案,所述收料装置包括有放料架、第一驱动机构、拨料架、第二驱动机构、夹料架以及第三驱动机构,所述放料架、拨料架、夹料架分别由第一驱动机构、第二驱动机构、第三驱动机构驱动进而前后旋转摆动。
12、作为一种优选方案,所述放料架,其包括有放料杆和连接于放料杆的第一侧杆;第一侧杆上设置有上下依次间距设置的第一上连接部、第一中连接部以及第一下连接部,放料杆连接于第一上连接部;
13、所述第一驱动机构,其包括有第一驱动气缸、第一驱动连杆以及第一驱动轴,第一驱动气缸驱动第一驱动连杆绕第一驱动轴所在轴线前后旋转摆动,进而带动第一驱动轴转动,第一驱动轴驱动连接于第一中连接部,使得放料杆随同第一侧杆前后旋转摆动;
14、所述拨料架,其包括有拨料杆和连接于拨料杆的第二侧杆;第二侧杆上设置有上下依次间距设置的第二上连接部和第二下连接部,拨料杆连接于第二上连接部;
15、所述第二驱动机构,其包括有第二驱动气缸、第二驱动连杆以及第二驱动轴,第二驱动连杆侧向设置且沿第二驱动轴的径向往外延伸,第二驱动气缸驱动第二驱动连杆绕第二驱动轴所在轴线前后旋转摆动,进而带动第二驱动轴转动,第二驱动轴驱动连接于第二下连接部,使得拨料杆随同第二侧杆前后旋转摆动;
16、所述夹料架,其包括有夹料杆和连接于夹料杆的第三侧杆;第三侧杆上设置有上下依次间距设置的第三上连接部、第二中连接部以及第三下连接部,放料杆连接于第三上连接部,第二中连接部铰接于第一下连接部;
17、所述第三驱动机构,其包括有第三驱动气缸,第三驱动气缸安装于第一侧杆上并驱动连接于第三下连接部以使夹料架随同第三侧杆前后旋转摆动。
18、作为一种优选方案,所述收料装置位于所述工作台的前端靠右侧区域。
19、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是贴袋真空吸附定位装置和垫片冲切输送装置的设置,简化了垫片的冲切、输送以及大身布片的变形控制,使得设备的结构更加简单,动作大大简化,有利于提升效率及贴袋加工质量。具体地,通过冲头、真空吸附载板以及横向输送单元的设置,当横向输送单元将真空吸附载板移至冲头下方时,直接接住被冲头冲切落下的垫片,随后,冲头上升,横向输送单元将真空吸附载板移至折边工位下方,由第一升降单元将真空吸附载板上升以将垫片送到位,其结构简单,整个冲切及输送动作大大简化,有利于提升效率,而且结构更显紧凑,便于安装应用于缝纫机上。
20、以及,利用第二升降单元驱动连接于所述真空吸板以驱动所述真空吸板于所述布片变形吸附槽内可上下位移,使得所述真空吸附面相对所述工作台的顶面的相对高度可调,进而调节所述真空吸板将放置于所述缝纫机工作台上的布片之正对所述布片变形吸附槽区域吸附向下变形量,如此,巧妙地在工作台上布片放料区直接控制布片的下沉变形量,替代传统技术中采用复杂机构沿水平方向将布片往中间推移变形的方式,结构更加简单,不会占用工作台上方的空间,且由第二升降单元的升降驱动量即可直接决定布片的向下变形量,可控性更好。
21、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
- 还没有人留言评论。精彩留言会获得点赞!