自动赶平式裤子蒸汽加热设备的制作方法
本发明涉及自动加热设备,具体涉及自动赶平式裤子蒸汽加热设备。
背景技术:
1、裤子在加工完毕后,尤其对于保暖裤、秋裤等具有弹性的裤子,需要将裤子套在定型板上,然后定型板带动裤子进入蒸汽加热仓内,蒸汽加热仓对裤子进行加热定型,使得裤子处于平整状态,实现蒸汽加热定型;
2、裤子在上述蒸汽定型过程中,其上料过程均是人工完成,工人先将裤子逐个套在定型板上,然后多个工人再赶平裤子,以消除裤子褶皱,使裤子展平套在定型板上,上述过程中,存在如下问题:
3、1、赶平过程中所需的工人较多,人工成本较高;
4、2、人工在调整时,裤子的平整性无法得到有效的保证,裤口部和绑带部常无法就位,导致裤子定型效果无法达到要求;
5、综上,目前需要一种实现裤子自动赶平的蒸汽加热设备。
技术实现思路
1、针对现有技术的不足,本发明提供了电力柔性绝缘器具安全性能检测装置,解决了背景技术中提到的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:
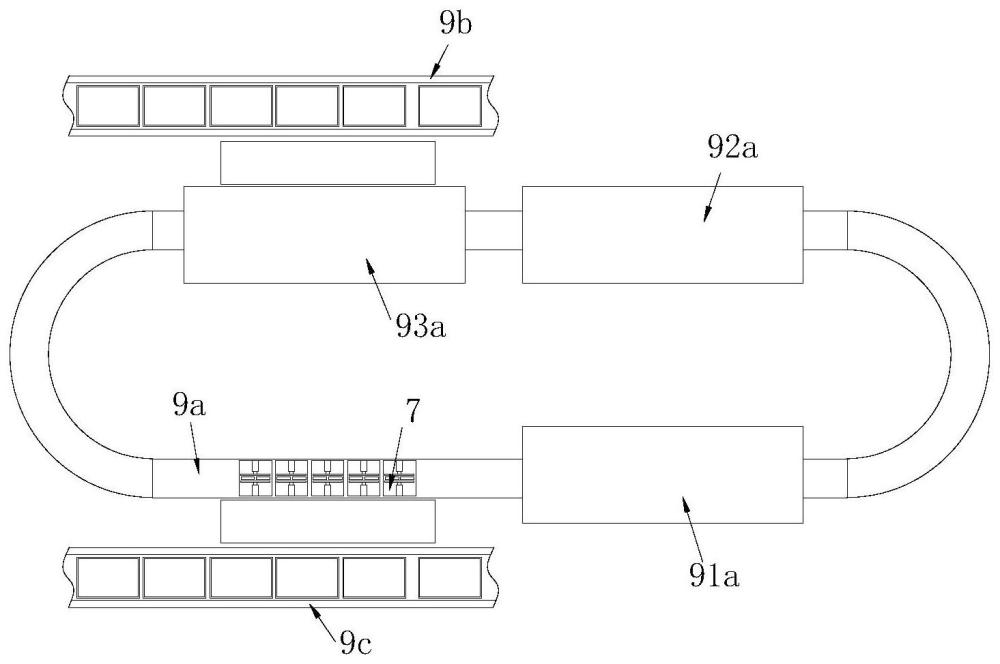
3、自动赶平式裤子蒸汽加热设备,包括循环轨道的一侧设有上料区和第一烘干区,循环轨道的另一侧设有下料区和第二烘干区,上料区与下料区对应布设,第一烘干区与第二烘干区相对布设,上料区的侧部设有上料输送带,下料区的侧部设有下料输送带,上料输送带和下料输送带上均放置有包装纸箱;
4、循环轨道上安装有多组间隔布设的定型支撑组件,每组定型支撑组件均包括多个定型板,每个定型板的底部均安装有一组下架体,定型板用以作为裤子主体的套装支撑结构,下架体的内部安装有升降组件,定型板的底端连接升降组件,下架体的顶面开设有供定型板滑动贯穿的穿槽,升降组件用以驱动定型板升降动作;
5、下架体的顶面对称安装有第一夹持组件,第一烘干区内安装有第一蒸汽加热组件,第一蒸汽加热组件的内部滑动安装有第二夹持组件;第二烘干区内安装有第二蒸汽加热组件,第二蒸汽加热组件的内部滑动安装有第三夹持组件;
6、定型支撑组件包括如下状态:
7、第一状态下,定型支撑组件置于上料区;定型板的一部分收入于下架体内、另一部分外伸于下架体;工人将裤子主体套装在定型板上,裤子主体的绑带部置于两组第一夹持组件之间;裤子主体的裤口与定型板的顶端平齐,裤子主体整体处于褶皱状态;
8、第二状态下,定型支撑组件置于第一烘干区;第一夹持组件夹持于裤子主体的绑带部,第二夹持组件夹持于裤子主体的裤口处,升降组件驱动定型板向上运动,并同步带动第二夹持组件向上运动,使褶皱状态的裤子主体逐步展开并平整套装在定型板上;与此同时,第一蒸汽加热组件对裤子主体进行连续的预热处理与定型处理;
9、第三状态下,定型支撑组件置于第二烘干区;第三夹持组件夹持于裤子主体的裤腿部,升降组件驱动定型板向下运动,并同步带动第三夹持组件向下运动,使裤臀部逐步转变为褶皱状态;第二蒸汽加热组件对褶皱状态的裤臀部进行蒸汽加热处理。
10、进一步的,所述升降组件包括升降板、第一电机以及第一螺杆,升降板滑动安装于下架体内,升降板的内部对称安装有第一螺杆,第一螺杆的底端设有第一电机,第一螺杆的顶端转动连接下架体的内部顶部,升降板的表面垂直设有定型板,定型板滑动贯穿下架体的穿槽;
11、所述第一夹持组件包括第一驱动杆和第一夹板,第一驱动杆设于下架体的顶面,第一驱动杆的输出端设有第一夹板,第一夹板的侧面设有标识板,标识板用以作为绑带部套装位置标识线。
12、进一步的,所述第一蒸汽加热组件包括第一仓体和第一内板体;第一仓体的内部开设有第一蒸汽室,第一蒸汽室的内壁对称设有第一内板体,第一蒸汽室的两侧均为开口结构,第一蒸汽室的长度与裤子主体的长度相同;第一内板体的内壁中部开设有中滑槽,第一内板体的内壁分布有喷头;
13、第二夹持组件包括第二驱动杆和第二夹板,第二驱动杆的外端垂直滑动安装于中滑槽上,第二驱动杆的内端设有第二夹板,第二夹板用以夹持裤子主体的裤口。
14、进一步的,所述第二蒸汽加热组件包括第二仓体和第二内板体,第二仓体的内部开设有第二蒸汽室,第二蒸汽室的内壁对称设有第二内板体,第二内板体与第一内板体之间采用相同的结构,第二蒸汽室的两侧均为开口结构,第二蒸汽室的长度与裤子主体的长度相同;
15、第三夹持组件包括第三驱动杆和第三夹板,第三驱动杆的外端垂直滑动安装于第二内板体上,第三驱动杆的内端设有第三夹板,第三夹板用以夹持裤子主体的裤腿部。
16、进一步的,所述下料区的内部安装有下料组件;下料组件包括顶板、移动座、夹持件以及约束板,顶板的底面安装有移动座,移动座的底端设有夹持件,夹持件包括约束板、第四夹板以及第五夹板,约束板的底面垂直对称滑动安装有第四夹板和第五夹板;定型支撑组件还包括如下状态:
17、第四状态,定型支撑组件置于下料区;第一夹持组件脱离裤子主体的绑带部,第四夹板和第五夹板夹持于裤子主体的裤腿部;升降组件驱动定型板向下运动,使定型板逐步与裤子主体分离,裤子主体转移至夹持件处。
18、进一步的,所述顶板的底面一侧安装有第一牵引轮、底面另一侧安装有第二牵引轮,第一牵引轮的外壁缠绕有第一牵引绳,第二牵引轮的外壁缠绕有第二牵引绳,第一牵引绳和第二牵引绳分别连接于移动座的两侧,
19、第一牵引轮位于下架体的上方,第二牵引轮的下方为取件区,移动座滑动安装于顶板的底面,第一牵引绳用以带动移动座移动,使夹持件带动取下的裤子移动至取件区,以便工人将裤子取下再转移至下料输送带的包装纸箱内。
20、进一步的,所述移动座包括上板体、主壳体以及下板体,上板体滑动安装于顶板内,上板体的底面设有主壳体,主壳体的内部安装有第二电机,主壳体的底面设有下板体,下板体的两侧连接第一牵引绳和第二牵引绳,第二电机的输出端转动贯穿下板体且固定连接约束板;在第四状态中,裤子主体和夹持件的分布状态均与定型板的分布状态相同;
21、定型支撑组件还包括如下状态:
22、第五状态,第二电机带动夹持件转动,进而带动脱离的裤子转动,使各个裤子主体转动为相对间隔分布状态,以在工人去取下裤子时,各个裤子可贴合叠拢。
23、进一步的,所述顶板的底面开设有第一导向槽、第二导向槽、第三导向槽、第四导向槽以及第五导向槽;第三导向槽为一条直线,第三导向槽的两侧对称间隔设有第二导向槽和第四导向槽,第三导向槽的两侧对称间隔设有第一导向槽和第五导向槽,第二导向槽的外侧间隔设有第一导向槽,第四导向槽的外侧间隔设有第五导向槽,第一导向槽斜度大于第二导向槽的斜度,第一导向槽、第二导向槽、第三导向槽、第四导向槽以及第五导向槽的底面均安装有一组移动座;第一导向槽、第二导向槽、第三导向槽、第四导向槽以及第五导向槽的设计用以缩小各个夹持件的间距,便于工人叠拢取下裤子,
24、定型支撑组件还包括如下状态:
25、第六状态,第一牵引轮收卷第一牵引绳,第二牵引轮缓慢释放第二牵引绳,使五组夹持件分别沿着对应的导向槽从定型板运动至取件区上方,且在运动的过程中各个夹持件相互靠拢。
26、进一步的,所述取件区内置有取件组件,取件组件包括第一侧板、夹持气缸以及第二侧板,第一侧板与第二侧板相对布设,第二侧板的内壁垂直设有支撑板,支撑板的内端连接夹持气缸,夹持气缸的输出端对称安装有上下布设的第六夹板,第二侧板的底端内壁垂直水平布设的底板,底板的表面垂直滑动安装有活动板,活动板的顶端垂直设有插板,插板与第六夹板之间的相对布设,插板用以推动各个裤子叠拢插入至两个第六夹板之间。
27、进一步的,所述支撑板转动连接夹持气缸且转动连接处安装有第三电机
28、本发明提供了自动赶平式裤子蒸汽加热设备。与现有技术相比,具备以下
29、有益效果:
30、1、在上料阶段,定型板部分外露,这样可便于一个裤子上料人员快速将裤子套在定型板上,只需套上即可,无需展平,另一个裤子上料人员进行简单整理,使得裤口与定型板对齐、绑带部与第一夹持组件对齐,如此,既可以保证后续自动赶平的精准性及定型效果,又可保证生产的连续性,保证生产速度;
31、2、裤子在进入第一烘干区时,升降组件可驱动定型板向上运动,在升降组件与第二夹持组件的配合下,可将裤子平整套在定型板上,实现自动赶平,并且在赶平过程中,第一蒸汽加热组件排出的蒸汽量较小,实现对于裤子的预加热,待赶平结束后,第一蒸汽加热组件大量排出蒸汽,实现高温蒸汽定型,整个过程简单、快速,赶平效果好,无需人工干预,解决了传统赶平过程完全依赖人工的问题;
32、3、裤子进入第二烘干区时,第一夹持组件保证裤子的绑带部不动,第三夹持组件使裤腿部保持处于平整状态下移,这样,可使得裤臀部发生褶皱变形,实现裤臀部的自动精准褶皱变形,无需人工操作。
- 还没有人留言评论。精彩留言会获得点赞!