用于碳毡的针刺机的制作方法
本发明涉及碳纤维网加工,特别涉及一种用于碳毡的针刺机。
背景技术:
1、碳毡是指用碳纤维制成的毡,在碳毡的制作过程中,其中一道工序是将较厚的网状碳纤维通过针刺机的加工进而形成较薄的网状碳纤维,其目的是将原本的碳纤维通过针刺机上刺针的刺压作用,使网状碳纤维变得厚实,使碳毡可适应于各种领域的实施。
2、例如我国专利文件(公开号为cn203700714u)公开了一种用于制备预氧丝整体毡的装置,该装置包括:由主电机、主轴、偏心轮、飞轮、连杆、环形针刺板、剥网板、剥网板升降箱、底针板、底针板升降箱和传网辊组成的环形针刺机、放卷机和张力行车;张力行车包括张力丝杆和行车张力辊,行车张力辊随张力丝杆转动可左右移动。通过环形针刺和张力调节将棉网层层叠加通过针刺缠结合成。这种装置在使用时,通过传网辊带动将待加工的网层送至针刺板下方,然后由环形针刺板循环往复上下进行针刺工作。
3、又如我国专利文件(公开号为cn219568236u)公开了一种带有输送带弹性挡边机构的碳毡成型纤维针刺机,包括机架,所述机架端面的中部开设有输送槽,所述输送槽的内部设有产品输送机构,所述机架的端面并且位于输送槽的两侧均设有输送弹性挡边机构,通过竖杆、气缸和挡边条板、弹簧件与弹性挡边条板之间的组合构成下,可根据产品输送带上输送放置不同碳毡制品宽度的托网板的夹紧固定,从而提高对各种碳毡制品输送夹紧的范围以及实用性。
4、再如我国专利文件(公开号为cn219690022u)公开了一种平板复合针刺机,包括机架和设置于机架顶端的主轴箱,所述主轴箱包括通过升降机构固定于机架顶端的箱体、转动设置于箱体内的主轴以及分别驱动连接于主轴的针板和压板,所述压板设置于针板的正下方,所述针板的顶端通过偏心机构连接于所述主轴,所述偏心机构包括套设于主轴的偏心件、套设于偏心件的第一连杆和销接于第一连杆的连接座,所述连接座连接于针板的顶面,所述压板通过凸轮机构连接于所述主轴,所述凸轮机构包括套设于主轴的凸轮件和转动连接于凸轮件的第二连杆,所述压板连接于所述第二连杆。该平板复合针刺机在针板针刺前和针板脱开板材胚体后,压板将板材胚体完全定位,能够提高针刺质量。
5、但是,上述的几种针刺机的送网运动和针刺运动各自是独立的,存在彼此发生干涉的可能性,且刺针垂直刺入滤布产品、针刺角度单一,将会影响最终滤布产品的牢固性。
技术实现思路
1、本发明的目的在于解决现有技术中针刺机的送丝运动和针刺运动是独立的,存在彼此发生干涉的可能性,且刺针垂直刺入滤布产品、针刺角度单一,将会影响最终滤布产品的牢固性的技术问题。
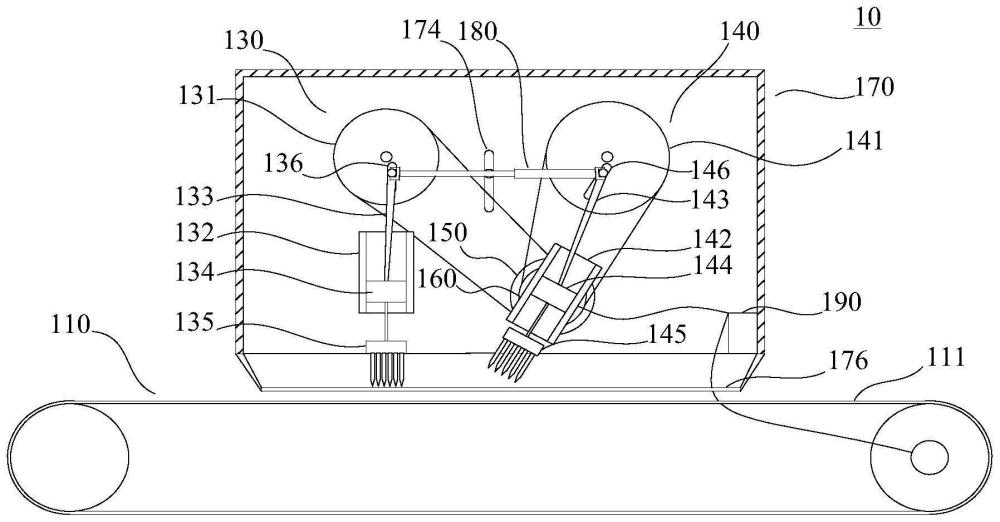
2、为解决上述技术问题,本发明的实施方式公开了一种用于碳毡的针刺机,这种针刺机包括沿水平方向传输网状碳纤维的传输部件、驱动部件、第一针刺部件、第二针刺部件以及控制部件;第一针刺部件和第二针刺部件均设置于传输部件的上方且均能够朝向网状碳纤维反复运动,并且,第一针刺部件与第二针刺部件的运动方向所在延伸线相互交叉。
3、驱动部件分别与第一针刺部件和第二针刺部件传动连接;第一针刺部件的第一针刺频率和第二针刺部件的第二针刺频率满足第一预定比例,且第一针刺部件的针刺深度与第二针刺部件的针刺深度满足第二预定比例。
4、控制部件与驱动部件和传输部件电连接,控制部件预设有针刺状态条件-传输速度关联信息,针刺状态条件-传输速度关联信息包括不同的第一针刺频率和第二针刺频率与传输部件的目标传输速度的对应关系。
5、其中,控制部件将实际的第一针刺频率和第二针刺频率与针刺状态条件-传输速度关联信息中的对应频率进行对比、以获得目标传输速度,控制部件控制传输部件按照目标传输速度传输网状碳纤维,第一针刺部件、第二针刺部件分别按照满足第一预定比例的针刺频率、以及满足第二预定比例的针刺深度完成针刺。
6、采用上述技术方案,这种针刺机在使用时,根据碳纤维网的针刺需求设置驱动部件的驱动速率,驱动部件驱动第一针刺部件和第二针刺部件分别按照第一针刺频率和第二针刺频率进行针刺,且控制部件获取到第一针刺部件和第二针刺部件的针刺频率并根据关联信息得到与之相匹配的传输部件的目标运输速度,进而控制传输部件按照目标运输速度传输碳纤维网,避免刺针的针刺运动与传输部件的送丝运动发生冲突,从而保证了针刺过程中布面的平整和光洁。
7、另外,这种针刺机的第一针刺部件与第二针刺部件的运动方向所在延伸线相互交叉,且第一针刺部件的第一针刺频率和第二针刺部件的第二针刺频率满足第一预定比例,第一针刺部件的针刺深度与第二针刺部件的针刺深度满足第二预定比例,第一针刺部件与第二针刺部件的针刺使得网状碳纤维网内形成多个数量不同、深度不同、方向不同并彼此交错的线束,增加碳纤维网内碳纤维之间的摩擦力,提高了碳纤维网的密度和强度,进而提高碳毡产品的牢度和耐用性,延长了碳毡的使用寿命。
8、本发明的实施方式还公开了一种用于碳毡的针刺机,第一针刺部件包括与驱动部件传动连接的第一传动轮、位于第一传动轮下方的第一导向件、以及位于第一导向件内依次相接的第一连杆、第一传动件以及第一针板;第一连杆的一端铰接于第一传动轮的侧壁上、另一端铰接于第一传动件,第一针板位于第一传动件的下端,第一传动件适配于第一导向件上且能够联动第一针板沿竖直方向往复运动。
9、第二针刺部件包括与驱动部件传动连接的第二传动轮、位于第二传动轮下方的第二导向件、以及位于第二导向件内依次相接的第二连杆、第二传动件以及第二针板;第二连杆的一端铰接于第二传动轮的侧壁上、另一端铰接于第二传动件,第二针板位于第二传动件背离第二连杆的一侧,第二传动件适配于第二导向件上且能够联动第二针板沿着相对于竖直方向倾斜的方向往复运动。
10、其中,沿着传输部件的传输方向,第一针板和第二针板的针刺区域有间隔地排列。
11、采用上述技术方案,驱动部件带动第一传动轮并联动第一传动件沿高度方向进行往复运动,第一针板对碳纤维网进行针刺,当第一针板的多枚刺针刺入碳纤维网时,刺针上的刺钩就会带动碳纤维网表面及次表面的碳纤维,由碳纤维网的平面方向向碳纤维网的垂直方向运动,使纤维产生上下移位,而产生上下移位的纤维对纤维网就产生一定挤压,使纤维网中纤维靠拢而被压缩。当刺针达到一定的深度后,刺针开始回升,由于刺钩顺向分布的缘故,产生移位的纤维此时会脱离刺钩,而以垂直的状态留在纤维网中。
12、并且,驱动部件带动第二针刺部件第二传动轮并联动第二传动件沿相对于竖直方向倾斜的方向往复运动,第二针板对碳纤维网进行辅助针刺,会使得碳纤维网上表面及次表面的碳纤维沿倾斜于竖直方向位移,在碳纤维网内部形成许多倾斜的线束,这些线束与第一针板形成的以垂直的状态留在碳纤网的线束相交错,增加碳纤维网内碳纤维之间的摩擦力,提高了碳纤维网的密度和强度,进而提高碳毡产品的牢度和耐用性,延长了碳毡的使用寿命。
13、本发明的实施方式还公开了一种用于碳毡的针刺机,针刺机还包括同轴设置的第三传动轮及第四传动轮。
14、其中,第三传动轮与第四传动轮的转轴与驱动部件的输出轴固定连接。并且,第三传动轮与第一传动轮传动连接,第四传动轮与第二传动轮传动连接。
15、采用上述技术方案,通过同轴设置的第三传动轮和第四传动轮,驱动部件的一部分动力通过第三传动轮传递至第一传动轮,进而驱动第一针刺部件实现针刺;另一部分动力通过第四传动轮传动至第二传动轮,进而驱动第二针刺部件实现针刺,只需要合理设计第三传动轮和第一传动轮之间的传动比、第二传动轮和第四传动轮之间的传动比,就能够按照第一针刺部件和第二针刺部件的需求对驱动力分配。这种结构使得驱动部件在实现同时对第一针刺部件和第二针刺部件的驱动的同时,避免了第一针刺部件和第二针刺部件的运动相互干涉。
16、本发明的实施方式还公开了一种用于碳毡的针刺机,第一传动轮的侧壁上设置有沿其径向方向延伸的第一条形孔,第一连杆的一端铰接适配于第一条形孔内。
17、第二传动轮的侧壁上形成沿其径向方向延伸的第二条形孔,第二连杆的一端铰接适配于第二条形孔内。
18、并且,第一条形孔和第二条形孔的周侧边缘均设置有刻度线。
19、采用上述技术方案,第一连杆能够通过第一条形孔改变在第一传动轮上的安装位置,第二连杆能够通过第二条形孔改变在第二传动轮上的安装位置,进而改变第一连杆和第二连杆的端部的往复位移距离,最终改变了第一传动件和第二传动件在对应的导向件内的位移距离,即调整了第一针板和第二针板的针刺深度。并且,由于第一条形孔和第二条形孔分别沿第一传动轮和第二传动轮的径向延伸,改变第一连杆和第二连杆在第一条形孔和第二条形孔内的位置,不会改变第一连杆和第二连杆的端部的角速度,也即不会改变第一针刺部件和第二针刺部件的针刺频率。
20、此外,第一条形孔和第二条形孔的周侧边缘设置刻度线,操作者可直观地读出连杆的端部在对应的条形孔内的位置,并根据刻度准确地调节连杆在条形孔内的位置,更加便于操作者调节第一针刺部件和第二针刺部件的针刺深度。
21、本发明的实施方式还公开了一种用于碳毡的针刺机,传输部件为沿着水平方向延伸的传输带;且针刺机还包括设置于传输带旁侧、沿传输方向延伸的竖直侧壁、以及可伸缩的调整杆。
22、其中,第一传动轮、第二传动轮、第三传动轮、以及第四传动轮均设置于竖直侧壁上。
23、第一传动轮和第二传动轮设置于竖直侧壁靠近传输部件的一侧、两者的轮心位于同一水平面,且第一传动轮的轮心竖直下方设置有第一调整孔,第二传动轮的轮心下方、与第一调整孔水平适配地设置有第二调整孔;其中,第一调整孔与第二调整孔均为条形孔、且均沿竖直方向延伸。
24、当沿着垂直于竖直侧壁的方向看、第一条形孔与第一调整孔重合且第二条形孔与第二调整孔重合时,调整杆的两端分别与第一连杆的一端和第二连杆的一端可拆卸地连接,以关联地调整第一连杆和第二连杆分别在第一条形孔和第二条形孔内的位置。
25、采用上述技术方案,这种针刺机在调整第一针刺部件和第二针刺部件的针刺深度时,首先,将第一传动轮上的第一条形孔与竖直侧壁上的第一调整孔对齐,第二传动轮上的第二条形孔与竖直侧壁上的第二调整孔对齐,然后将第一连杆和第二连杆的端部分别通过调整杆连接,如此这般便可在调整第一针刺部件的针刺深度时,同步地调节第二针刺部件的针刺深度,使得第一针刺部件和第二针刺部件始终按照第二预定比例的针刺深度进行针刺。
26、本发明的实施方式还公开了一种用于碳毡的针刺机,竖直侧壁上位于第一调整孔和第二调整孔之间、设置有沿竖直方向延伸的导向孔,调整杆在导向孔对应位置设置与导向孔相适配的引导凸起。
27、当调整杆的两端分别与第一连杆的一端和第二连杆的一端可拆卸地连接时,调整杆的引导凸起可滑动地适配于导向孔内,以使得调整杆始终沿竖直方向平动。
28、采用上述技术方案,在保证第一条形孔与第一调整孔重合且第二条形孔与第二调整孔重合时,通过在第一调整孔和第二调整孔之间设置导向孔,保证调整杆在运动时始终沿竖直方向平动,从而确保第一针刺部件和第二针刺部件的针刺深度始终按照第二预定比例进行调节。
29、本发明的实施方式还公开了一种用于碳毡的针刺机,第二针板的运动方向与竖直方向之间的夹角α在30°~60°的范围内,且夹角α满足如下公式(1):
30、
31、其中:
32、α为第二针板的运动方向与竖直方向之间的夹角;
33、l为调整杆的竖直平动距离;
34、b为第二连杆的一端在第二条形孔内移动的距离;
35、γ为第一针刺部件的针刺深度与第二针刺部件的针刺深度相比获得的第二预定比例。
36、采用上述技术方案,第二针板的运动方向与竖直方向之间的夹角α满足上述公式(1),使得第一针刺部件的针刺深度与第二针刺部件的针刺深度的第二预定比例能够通过调节夹角α实现。
37、本发明的实施方式还公开了一种用于碳毡的针刺机,针刺机还包括壳体,第一针刺部件、第二针刺部件、驱动部件、以及控制部件均设置在壳体内。
38、其中,竖直侧壁为壳体位于传输方向一侧的侧壁,竖直侧壁上、位于第二传动轮的轮心对应位置设置有弧形槽,第二传动轮的转轴可转动地设置于弧形槽内,第二导向件的外侧壁可转动地连接于竖直侧壁上、弧形槽对应弧形弧心的位置。
39、针刺机还包括锁止部件,锁止部件设置在第二传动轮的转轴与弧形槽之间,用于锁止转轴相对弧形槽的滑动。
40、采用上述技术方案,通过壳体将第一针刺部件、第二针刺部件、驱动部件、以及控制部件均装配在其内,对多个部件进行保护,尽可能避免针刺纤维网时产生的杂质飘落在各个部件上;也能够在一定程度上,阻隔针刺时各个部件传动时发出的噪声。
41、并且,通过在壳体上设置弧形槽装配第二传动轮,而第二导向件可转动地设置于壳体内,通过调节第二传动轮在弧形槽内的位置,并且旋转第二导向件,从而改变第二导向件相对于竖直方向的倾斜角度,也即改变了第二针刺部件的针刺方向。
42、本发明的实施方式还公开了一种用于碳毡的针刺机,针刺状态条件-传输速度关联信息还包括第一针板和第二针板各自的植针密度、以及第一针板和第二针板各自的针刺密度,并且通过如下公式(2)获得:
43、
44、其中,v是传输部件的目标传输速度,单位为米每分钟;n1是第一针板的植针密度,单位为枚每米;n2是第二针板的植针密度,单位为枚每米;n1是第一针板的针刺频率,单位为刺每分钟;n2是第二针板的针刺频率,单位为刺每分钟;d1是第一针板的针刺密度,单位为刺每平方厘米;d2是第二针板的针刺密度,单位为刺每平方厘米。
45、采用上述技术方案,通过上述公式(2)能够准确地计算出,针对不同的碳毡,所需不同的第一针刺部件和第二针刺部件在不同的针刺频率下,所对应传输部件的目标传输速度,以满足该针刺机对不同的类型的碳毡的针刺,提高了该针刺机的适用性。
46、本发明的实施方式还公开了一种用于碳毡的针刺机,第一针刺部件的第一针刺频率与第二针刺部件的第二针刺频率的第一预定比例在6~2:1的范围内。
47、第一针刺部件与第二针刺部件的针刺深度的第二预定比例在2~1.3:1的范围内。
48、采用上述技术方案,第一针刺部件的第一针刺频率和针刺深度均大于第二针刺部件的第二针刺频率和针刺深度,由碳纤维网的平面方向向碳纤维网的垂直方向运动,完成对碳纤维网的主针刺,在碳纤维网内形成大量的竖直方向的线束,而第二针刺部件的辅助针刺则会在碳纤维网内形成少量的相对于竖直方向倾斜的线束,从而增加纤维之间的缠结程度,提高碳纤维网的密度和强度。
49、本发明的有益效果为:
50、本发明公开了一种用于碳毡的针刺机,这种针刺机包括沿水平方向传输网状碳纤维的传输部件、驱动部件、第一针刺部件、第二针刺部件以及控制部件;第一针刺部件和第二针刺部件均设置于传输部件的上方且均能够朝向网状碳纤维反复运动,并且,第一针刺部件与第二针刺部件的运动方向所在延伸线相互交叉。驱动部件驱动第一针刺部件和第二针刺部件分别按照第一针刺频率和第二针刺频率进行针刺,且控制部件获取到第一针刺部件和第二针刺部件的针刺频率并根据关联信息得到与之相匹配的传输部件的目标运输速度,进而控制传输部件按照目标运输速度传输碳纤维网,避免刺针的针刺运动与传输部件的送丝运动发生冲突,从而保证了针刺过程中布面的平整和光洁。
51、此外,第一针刺部件的第一针刺频率和第二针刺部件的第二针刺频率满足第一预定比例,且第一针刺部件的针刺深度与第二针刺部件的针刺深度满足第二预定比例,第一针刺部件与第二针刺部件的针刺使得网状碳纤维网内形成多个数量不同、深度不同、方向不同并彼此交错的线束,增加碳纤维网内碳纤维之间的摩擦力,提高了碳纤维网的密度和强度,进而提高碳毡产品的牢度和耐用性,延长了碳毡的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!