碳纤维软硬混编三维织物窄缝通道引纬铺纱系统及工艺
本发明属于碳纤维三维织物自动编织,尤其是涉及一种碳纤维软硬混编三维织物窄缝通道引纬铺纱系统及工艺。
背景技术:
1、碳/碳复合材料具有抗烧蚀性能良好,抗热冲击性能好,耐摩擦磨损性能优异等优点,多用于高温,高压,高速的极端环境,是高性能固体火箭发动机喉衬材料的最佳选择。预制体技术是碳/碳复合材料最重要的基础技术之一,决定着碳/碳复合材料的各项性能。由于传统层合板层间剪切强度较低,不能满足高性能固体火箭发动机喷管喉衬的性能要求。为适应高性能固体火箭发动机工作的极端环境,有必要研究固体火箭发动机软硬混编喉衬预制体自动编织关键技术,急需一种窄缝通道引纬铺纱系统提高预制体成型效率,满足其批量化生产。
技术实现思路
1、本发明要解决的问题是提供一种碳纤维软硬混编三维织物窄缝通道引纬铺纱系统及工艺,辅助碳纤维三维织物自动编织机完成三维织物的自动化生产。
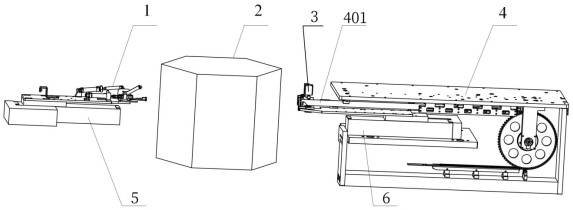
2、为解决上述技术问题,本发明采用的技术方案是:一种碳纤维软硬混编三维织物窄缝通道引纬铺纱系统,包括递纬装置和已引纱线控制装置,所述递纬装置和已引纱线控制装置安装于碳棒阵列两侧;
3、所述递纬装置包括导纱件、递纬装置底板、递纬机构和控纬机构,所述递纬装置底板安装在递纬移动平台上,所述导纱件、递纬机构和控纬机构分别安装于递纬装置底板表面,所述导纱件位于输入侧,所述递纬机构和控纬机构位于输出侧;所述控纬机构与挡纬杆配合实现挡纬动作;
4、所述已引纱线控制装置包括控打机构、夹纱机构、旋转支架和已引纱线控制装置底板,所述已引纱线控制装置底板安装在引纬移动平台上,该已引纱线控制装置底板表面上安装有夹纱机构和旋转支架,所述旋转支架内部含有轴承实现转动,所述控打机构采用轴承构成旋转副安装在旋转支架上;
5、所述控打机构包括直线气缸座、第三直线气缸、第三连接杆、四连杆行程放大机构、滑块机构和控打杆,所述直线气缸座和滑块机构分别安装在旋转支架上,所述第三直线气缸安装于直线气缸座上,所述四连杆行程放大机构一端与旋转支架相连,靠轴承与旋转支架构成转动副;该四连杆行程放大机构的主动杆与第三连接杆的输出端相连,靠轴承组成旋转副;该四连杆行程放大机构的从动杆安装在滑块机构的滑块上,靠轴承组成旋转副;所述第三连接杆的输入端与第三直线气缸的输出端相连;所述控打杆安装在滑块机构的滑块上,与滑块一同直线往复运动;
6、可见,本发明的第三直线气缸驱动四连杆行程放大机构带动控打杆往复直线运动,实现控纱和打纱动作;所述四连杆行程放大机构靠轴承与旋转支架构成转动副,且内部含有轴承可实现转动;所述四连杆行程放大机构可实现一比四行程放大,扩大控打杆的运动行程。
7、所述夹纱机构包括第四直线气缸、第四连接杆、第二连杆、第二销轴和夹纱杆,所述第四直线气缸和第二销轴分别安装在已引纱线控制装置底板上,所述第四连接杆一端通过螺纹与第四直线气缸的输出端相连,另一端与第二连杆用销钉连接;所述第二连杆用销钉与旋转支架相连,所述旋转支架与第二销轴靠轴承组成旋转副;所述夹纱杆安装在旋转支架上。
8、可见,本发明的第四直线气缸驱动旋转支架绕第二销轴旋转,实现夹纱杆的夹纱动作;所述夹纱杆安装在旋转支架上,通过旋转支架的转动,实现对纱线的夹紧与松开。
9、进一步地,还包括引纬装置,所述引纬装置安装在自动编织机机架上;所述引纬移动平台安装在自动编织机机架上;所述碳棒阵列安装在自动编织机工作台上。
10、进一步地,所述递纬机构包括第一直线气缸、第一连接杆、摇杆和递纬摆杆,所述第一直线气缸铰接于递纬装置底板上,该第一直线气缸输出端通过第一连接杆与摇杆相连,所述第一连接杆与摇杆相铰接,所述摇杆输出端与递纬摆杆相连,该摇杆安装在轴承座上,该摇杆与轴承座之间设置有实现转动的轴承;所述递纬摆杆端部安装有瓷环;第一直线气缸通过第一连接杆驱动摇杆带动递纬摆杆摆动,实现递纬动作。
11、可见,本发明的第一直线气缸驱动摇杆带动递纬摆杆摆动,将纱线旋转到所需角度;所述第一连接杆一端采用螺纹与第一直线气缸活塞杆相连,另一端采用销钉与摇杆相连;所述摇杆安装在轴承座上,与轴承配合形成转动副;所述递纬摆杆与摇杆通过螺母连接在一起,且递纬摆杆端部孔位置处安装有瓷环,材料为陶瓷,可减少纱线从中穿过的摩擦力,保证在递纬时不对纱线造成损伤。
12、进一步地,所述控纬机构包括第二直线气缸、第二连接杆、第一连杆、控纬摆杆和第一销轴,所述第二直线气缸安装于递纬装置底板上,该第二直线气缸输出端通过第二连接杆与第一连杆相连,所述第一连杆一端与第二连接杆铰接,另一端与控纬摆杆铰接,所述控纬摆杆呈类l形,该控纬摆杆l形拐角处与第一销轴转动连接。
13、可见,本发明的第二直线气缸驱动控纬摆杆绕第一销轴转动,实现控纬动作;所述第一销轴上安装有两个轴承,以保证控纬摆杆转动平稳。
14、所述递纬装置靠递纬摆杆、控纬摆杆和挡纬杆三者配合实现自动递纬功能。
15、进一步地,所述碳棒阵列是由上万根碳纤维棒插入等距密排精密微孔板工装中形成的正多边形碳棒阵列。
16、本发明还提供了一种碳纤维软硬混编三维织物窄缝通道引纬铺纱工艺,包括以下步骤:
17、s1、碳纤维纱线自纱线筒退绕后进入递纬装置,递纬装置的第二直线气缸驱动控纬摆杆绕第一销轴转动至工作点,与控纬杆配合固定住纱线;
18、s2、引纬装置驱动引纬剑穿过碳棒阵列形成的窄缝通道到达递纬装置一侧进行引纬,引纬剑到达纱线正上方时,第一直线气缸驱动摇杆带动递纬摆杆向上摆动至工作点,此时纱线位于引纬剑勾槽内;
19、s3、引纬剑回程,将纱线勾取到已引纱线控制装置一侧,同时第一直线气缸和第二直线气缸分别收回第一连接杆和第二连接杆,驱动控纬摆杆和递纬摆杆回到初始位置。
20、进一步地,在步骤s3中,当引纬装置的引纬剑回收,将纱线带入到已引纱线控制装置一侧时,
21、s31、第四直线气缸驱动第四连接杆伸出,带动旋转支架绕第二销轴逆时针转动,旋转支架带动夹纱杆逆时针偏转,此时,控打杆也发生偏转;
22、s32、第三直线气缸驱动第三连接杆伸出,带动四连杆行程放大机构运动,四连杆行程放大机构带动控打杆向下直线运动,将纱线带到夹纱位置;
23、s33、第四直线气缸驱动第四连接杆缩回,带动旋转支架绕第二销轴顺时针转动,旋转支架带动夹纱杆顺时针偏转,夹紧此时处在夹纱位置处的第i根纱线;
24、s34、第三直线气缸驱动第三连接杆缩回,带动四连杆行程放大机构运动,四连杆行程放大机构带动控打杆向上直线运动,回到初始位置,完成第i根纱线的动作;
25、s35、继续重复上述引纱动作,第四直线气缸驱动第四连接杆伸出,带动旋转支架绕第二销轴逆时针转动,旋转支架带动夹纱杆逆时针偏转,将处在夹纱位置处的第i根纱线松开;
26、s36、第三直线气缸驱动第三连接杆伸出,带动四连杆行程放大机构运动,四连杆行程放大机构带动控打杆向下直线运动,将第i+1根纱线带到夹纱位置,同时将原先处在夹纱位置处已经松开的第i根纱线打向织口位置;
27、s37、第四直线气缸驱动第四连接杆缩回,带动旋转支架绕第二销轴顺时针转动,旋转支架带动夹纱杆顺时针偏转,夹紧此时处在夹纱位置处的第i+1根纱线;
28、s38、控打机构整体偏转,第三直线气缸驱动第三连接杆缩回,带动驱动四连杆行程放大机构运动,四连杆行程放大机构带动控打杆向上直线运动,回到初始位置,完成第i+1根纱线的动作;引纬装置继续驱动引纬剑勾取第i+2根纱线,如此反复,完成连续碳纤维纱线的自动化铺缠。
29、由于采用上述技术方案,本发明具有如下有益效果:
30、本发明在机构中多处加入轴承,工作过程中,使机构运行更加平稳,延长机械寿命;本发明调节更加方便,气缸位置不变的情况下,可通过调节气缸输出端与连杆的螺纹拧入距离,来调整递纬摆杆与控纬摆杆的转动与摆动范围;本发明采用直线气缸,更易调节,且成本远低于旋转气缸;本发明的受力集中在递纬装置底板上,而不是集中在杆件上,因此在实际工作过程中,振动幅度小,螺栓不易松动,减少了设备停机维修时间。
31、本发明可以辅助完成软硬混编碳/碳复合材料预制体的自动化成型,包括递纬装置、碳棒阵列、已引纱线控制装置和引纬装置,碳纤维纱线自纱线筒退绕后进入递纬装置,引纬装置驱动引纬剑穿过碳棒阵列形成的窄缝通道到达递纬装置一侧进行引纬,引纬剑回程将纱线勾取到已引纱线控制装置一侧,已引纱线控制装置包括控打机构和夹纱机构,由两个直线气缸协同配合完成对碳纤维纱线控、打、夹三个动作,且所述控打机构整体安装在夹纱机构的从动位置即旋转支架上。完成一系列动作后引纬剑进行下一通道引纬,如此往复,各机构精准协调配合完成对三维织物的自动化生产。
32、可见,本发明的已引纱线控制装置仅用两个直线气缸便可实现控纱、打纱和夹纱三个动作,通过设计的控打杆,使一个杆件可实现两个动作,同时,所述控打机构整体安装在夹纱机构的从动位置即旋转支架上,可实现两个机构的耦合动作,完成已引纱线控制装置对连续纱线的控纱、打纱和夹纱动作,实现连续碳纤维纱线的自动化铺缠。
33、可见,本发明结构紧凑,设计新颖合理,降低了劳动强度,提高了预制体质量一致性和成型效率,实用性强,使用效果好,便于推广,可实现辅助碳纤维三维织物自动编织机完成三维织物的自动化生产。
- 还没有人留言评论。精彩留言会获得点赞!