一种针织布热风拉幅定型机及定型方法与流程
本发明涉及针织布定型,具体的,涉及一种针织布热风拉幅定型机及定型方法。
背景技术:
1、针织布即是利用织针将纱线弯曲成圈并相互串套而形成的织物,是现有技术中布料的一种,而在针织布的生产过程中,在完成对针织布的纺织和漂染等多种工序之后,下一步就需要对针织布进行定型作业,而现有技术中对针织布进行定型作业时所使用的方法为热风拉幅定型方法,该方法主要是使用专用的拉幅定型设备,在针织布从拉幅定型设备内输送的过程中,逐步完成对针织布的上料、预热、湿热处理、拉幅定型、烘干冷却和下料作业,上述各步骤的目的是,首先使针织布在经过预热后其本身具有一定的温度,再对针织布进行湿热处理,则是为了使针织布具备足够的湿度,而拉幅定型则是在针织布输送的过程中对针织布的侧端使用夹具固定后,通过带动夹具移动,使夹具对针织布进行拉伸,使针织布的纤维结构重新排列,并使针织布保持固定形状,然后对定型后的针织布进行烘干作业,在对针织布烘干并冷却后,继续对针织布进行收卷作业,从而完成对针织布的拉幅定型作业。
2、而现有针织布在进行拉幅定型作业,因为不同针织布原料的尺寸和拉幅定型作业的需求并不一致,所以在对针织布进行拉幅定型作业时,需要对针织布拉幅定型作业的尺寸进行严格把控,并且因为在对针织布进行烘干冷却后,才算彻底完成针织布的定型作业,因此在针织布进行完冷却作业后,才能够对针织布进行拉幅定型后的具体尺寸进行测量。
3、但是如果对拉幅定型后的针织布测量后,发现针织布定型后的尺寸与要求尺寸存在差异时,就需要对针织布进行返工,使针织布重新进行湿热处理和拉幅定型作业,但是所以需要使针织布在拉幅定型设备中向放料架的方向移动,需要放料架将质量不合格的针织布在反转的过程中进行收卷,但是此时放料架会将进行完湿热处理的针织布一起收卷,此时因为针织布上富含的水分就会进入到放料架上原本卷装好的布料上,造成放料架上原本干燥的布料同样变得湿润,不仅容易影响针织布的含水率,造成后续对针织布进行湿热处理时,针织布的含水率控制不好的问题,还容易在湿热的针织布的作用下,使卷装在一起的针织布出现颜色混合的问题。
技术实现思路
1、本发明提出一种针织布热风拉幅定型机及定型方法,解决了相关技术中在对拉幅定型作业不合格的针织布进行返工过程中,容易对设备中原本的针织布造成影响的问题。
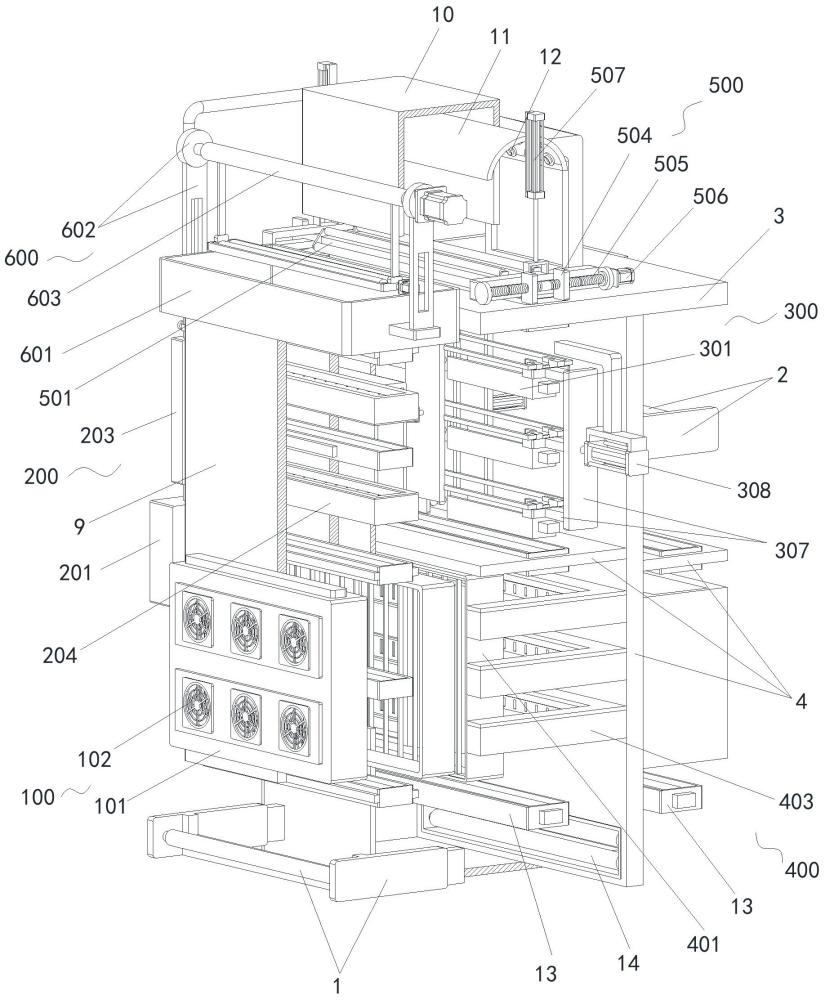
2、本发明的技术方案如下:一种针织布热风拉幅定型机,包括放料架和收料架,还包括:
3、定型箱体,所述放料架设置在所述定型箱体上;
4、隔断框架,所述隔断框架固定连接在所述定型箱体的内部,所述隔断框架将所述定型箱体的内部分隔为定型腔室、烘干腔室、冷却腔室和收卷腔室,所述收料架设置在所述收卷腔室内,所述隔断框架上开设有多个通口;
5、加热箱体,所述加热箱体设置在所述定型箱体的侧壁上,所述加热箱体的底部与所述定型箱体连通;
6、操作箱体,所述操作箱体固定连接在所述定型箱体的顶部;
7、弧形筒体,所述弧形筒体设置在所述操作箱体的内部,所述弧形筒体的底部连通有多个喷气口;
8、布料展开组件,所述操作箱体与所述定型箱体之间设置有所述布料展开组件;
9、布料暂存组件,所述布料暂存组件设置在所述加热箱体的顶部,所述布料暂存组件用于对需要返工的针织布进行存放;
10、热风预热组件,所述热风预热组件设置在所述加热箱体的内部底侧,所述热风预热组件用于对在所述加热箱体内移动的针织布进行预热;
11、湿热处理组件,所述湿热处理组件设置在所述加热箱体的内部上侧,所述湿热处理组件用于使针织布具备足够的湿度;
12、拉幅定型组件,所述拉幅定型组件设置在所述定型腔室内,所述拉幅定型组件用于对针织布进行拉伸;
13、布料烘干组件,所述布料烘干组件设置在所述烘干腔室内,所述布料烘干组件用于对定型后的针织布进行烘干。
14、优选的,为了对针织布进行预热,所述热风预热组件包括安装箱体、风机和电散热器,所述安装箱体连通在所述加热箱体的底部,所述安装箱体上设置有多个所述风机,所述电散热器设置在所述安装箱体内。
15、为了对针织布进行湿热处理,进一步的,所述湿热处理组件包括电热箱体、排放箱体、流通框架和排放筒体,所述电热箱体设置在所述加热箱体上,所述电热箱体上连通有进水管,所述排放箱体与所述电热箱体连通,所述流通框架的数量设为多个,每个所述流通框架均与所述排放箱体连通,每个所述流通框架上均连通转动设置有两个所述排放筒体,所述排放筒体上开设有多个排气口,其中所述弧形筒体与所述排放箱体连通。
16、为了对针织布进行拉伸定型,再进一步的,所述拉幅定型组件包括固定框架、转动辊、滑动槽体、夹持板、滑动件、第一电动缸、连接件和第二电动缸,所述定型腔室的内壁两侧均固定连接有多个所述固定框架,且多个所述固定框架之间两两对应,每个所述固定框架内均转动连接有两个所述转动辊,每个所述固定框架上均滑动连接有所述滑动槽体,每个所述滑动槽体上均滑动连接有两个所述夹持板,相互对应的两个所述夹持板之间滑动连接有所述滑动件,且位于同一侧的多个所述滑动件之间通过连接板固定连接,所述定型腔室的内部两侧均设置有所述第一电动缸,所述第一电动缸的输出端与位于同一侧的所述连接板固定连接,位于同一侧的多个所述滑动槽体之间固定连接有所述连接件,所述连接件与所述定型箱体滑动连接,所述定型箱体的两侧均设置有所述第二电动缸,所述第二电动缸与位于同一侧的所述连接件固定连接。
17、为了对定型后的针织布进行烘干,更进一步的,所述布料烘干组件包括烘干箱体、流动通道和引导框架,所述烘干箱体与所述加热箱体连通,所述烘干箱体内也设置有所述电散热器,所述烘干箱体上开设有多个散气口,所述流动通道的数量设为多个,每个所述流动通道均与所述烘干箱体连通,所述流动通道上开设有多个出气口,所述引导框架固定连接在所述烘干箱体内。
18、为了使需要返工的针织布在操作箱体内展开,在本方案的基础上,所述布料展开组件包括坡型安装件、滑动框架、双向螺杆、第一电机和第三电动缸,所述坡型安装件的数量设为两个,每个所述坡型安装件上转动连接有多个引导辊,两个所述坡型安装件均通过滑动板与所述滑动框架滑动连接,所述双向螺杆转动连接在所述滑动框架上,所述滑动板与所述双向螺杆螺纹连接,所述第一电机设置在所述滑动框架上,所述第一电机的输出端与所述双向螺杆固定连接,所述第三电动缸设置在所述操作箱体上,所述第三电动缸的输出端与所述滑动框架固定连接。
19、为了使需要返工的布料暂存在收集箱体内,在本方案的基础上,进一步的,所述布料暂存组件包括收集箱体、转动支座、转动轴、第二电机、转动框架、牵引辊和第三电机,所述收集箱体与所述加热箱体的顶部连通,所述收集箱体的顶部两侧均固定连接有所述转动支座,所述转动轴转动连接在两个所述转动支座之间,所述第二电机设置在其中一个所述转动支座上,所述第二电机的输出端与所述转动轴固定连接,所述转动框架通过连接杆与所述转动轴固定连接,所述转动框架内转动连接有两个所述牵引辊,所述第三电机设置在所述转动框架上,所述第三电机的输出端与其中一个所述牵引辊固定连接。
20、为了使针织布在加热箱体和定型箱体内移动,在本方案的基础上,再进一步的,还包括引导组件,所述加热箱体与所述定型箱体内均设置有多个所述引导组件,所述引导组件包括限制框架和固定辊,所述限制框架固定连接在所述加热箱体或定型箱体内,所述限制框架内转动连接有两个所述固定辊。
21、一种针织布热风拉幅定型方法,使用了上述的一种针织布热风拉幅定型机,包括以下步骤:
22、步骤一、针织布的预热及湿热处理:在针织布从放料架向收料架上的移动的过程中,使针织布经过加热箱体后,首先启动多个风机向加热箱体内输送气体,气体在经过电散热器后会提高自身温度,使升温后的气体对针织布进行预热作业,而在针织布移动到加热箱体的上侧之后,通过进水管向电热箱体内加注清水,通过电热箱体对清水进行加热,使电热箱体内部产生蒸汽,通过将电热箱体内加热产生的蒸汽输送到排气箱体内,再通过排气箱体向流通框架内排放蒸汽,最终使蒸汽进入到排放筒体内,使排放筒体在转动的过程中向针织布上排放蒸汽,完成对蒸汽的湿热处理作业,而针织布在从加热箱体移出后,会穿过两个牵引辊之间,并在两个坡型安装件的顶部之间移动到定型箱体内;
23、步骤二、针织布的拉幅定型:在将针织布的一端移动到多个固定框架之间后,启动两个第一电动均推动连接板和多个滑动件,使位于两侧的多个夹持板均向相反方向移动,使夹持板在滑动槽体上滑动的过程中,对针织布的两侧进行夹持,然后启动两个第二电动缸带动连接件向相反方向移动,使滑动槽体在对应的固定框架上移动,使针织布被夹持着向两侧拉伸,完成对针织布的拉幅定型作业;
24、步骤三、针织布的烘干及冷却:在完成对针织布预热作业后的气体从加热箱体内排放到烘干箱体之后,在经过电散热器后气体会重新升温,为了实现对针织布进行均匀的烘干作业,气体在进入到烘干箱体内后,在引导框架的作用下,部分高温气体会直接通过散气口排出,还有部分高温气体会在引导框架的作用下在流动通道内流动,最终通过多个出气口排出,完成对针织布的烘干作业,并且在针织布经过定型箱体的冷却腔室后完成对针织布的冷却作业,使针织布最终收卷到收料架上;
25、步骤四、针织布返工:在检测出针织布的拉幅定型作业不合格后,首先启动第三电机带动其中一个牵引辊转动,通过两个牵引辊将针织布向放料架的方向牵引,然后启动第二电机带动转动轴在两个转动支座之间转动,带动转动框架摆动,使在两个牵引辊中移动的针织布同样来回摆动,从而将需要重新定型的针织布叠放在收集箱体内,然后启动第三电动缸带动滑动框架进入到操作箱体内,使坡型安装件与针织布均进入到操作箱体内,然后启动第一电机带动双向螺杆转动,使与双向螺杆螺纹连接的两个滑动板向相反方向移动,从而使两个坡型安装件向相反方向移动,使针织布在两个坡型安装件的顶端展开,在通过排放箱体将电热箱体内产生的蒸汽向弧形筒体内输送,最终使蒸汽通过弧形筒体底部连通的多个喷气口喷出,完成对针织布的二次湿热处理作业,再通过收料架对二次湿热处理后的针织布继续牵引,使针织布在进入到定型箱体内之后,继续依次完成对针织布的拉幅定型、烘干冷却等作业。
26、本发明的工作原理及有益效果为:
27、1、本发明中,在对针织布进行拉幅定型作业时,因为在对针织布彻底烘干冷却后才算完成对针织布的彻底定型作业,所以在对针织布进行收卷之后,才可以判断针织布的拉幅定型效果,如果出现针织布拉幅定型作业不彻底,出现定型后针织布尺寸不符合要求时,就需要对针织布进行重新拉幅定型作业,本技术中通过启动第三电机带动其中一个牵引辊转动,通过两个牵引辊将针织布向放料架的方向牵引,然后启动第二电机带动转动轴转动,带动转动框架摆动,使在两个牵引辊中移动的针织布同样来回摆动,从而将针织布叠放在收集箱体内,从而避免使用放料架对针织布进行收卷,造成加热箱体内富含水分的针织布被收卷到放料架上的问题,并且还可以通过布料展开组件使针织布在移动过程中在操作箱体内充分舒展开,使弧形筒体更便于对针织布上重新进行湿热处理作业,便于对针织布重新进行拉幅定型作业;
28、2、本发明中,在对针织布进行拉幅定型前的预热作业和湿热处理作业时,首先通过风机向加热箱体内加注气体,在气体经过电散热器后升温,完成对针织布的预热作业,而气体会在对针织布进行预热作业后会继续排放定型箱体内的烘干腔室内,在经过烘干腔室内设置的电散热器后,气体的温度会重新升高,为了使气体能够对针织布的烘干作业更加均匀,避免对针织布的一端产生过分烘干的问题,部分高温气体会直接通过散气口排出,还有部分高温气体会在引导框架的作用下在流动通道内流动,最终通过多个出气口排出,完成对针织布的四周均匀烘干的目的,确保对针织布的烘干作业足够均匀,并提高对针织布的烘干速度;
29、3、本发明中,在对针织布进行湿热处理时,为了提高蒸汽与针织布的接触速度以及避免蒸汽在加热箱体内流动造成蒸汽的浪费,通过将电热箱体内加热产生的蒸汽输送到排气箱体内,在通过排气箱体向流通框架内排放蒸汽,最终使蒸汽进入到排放筒体内,使排放筒体在转动的过程中向针织布上排放蒸汽,使排放筒体可以对针织布的移动限制的前提下,对针织布上进行均匀的湿热作业;
30、4、因此,该针织布热风拉幅定型机能够在对拉幅定型不合格的针织布进行重新拉幅定型作业时,不需要使用放料架带动针织布收卷,能够有效避免放料架对湿热后的针织布进行收卷,并且可以对重新定型作业的针织布进行快速的湿热处理,便于快速对尺寸不合格的针织布重新进行拉幅定型作业。
- 还没有人留言评论。精彩留言会获得点赞!