一种立式拉幅蒸化定型一体机的制作方法
本技术涉及蒸化设备,尤其涉及一种立式拉幅蒸化定型一体机。
背景技术:
1、传统的布料烘干或定型过程中通常会用到拉幅定型机,但是传统的机器设备很长,占地面积较大。
2、传统的拉幅定型机只是一个干热的加热过程,布料进入烤箱后在高温的作用下很快就被烘干,蒸化效果较差,不利于染料和布料在润湿的环境下进行蒸化染色和固色。
3、所以,传统的定型机只是适合烘干定型使用,不适合用作连续染色的蒸化固色烘箱使用,必须在专用的蒸化固色设备加工后再用传统的定型机进行宽幅和克重的定型操作,浪费设备和能源,且效率低下。
4、传统的蒸化机是通过导轮将布料输送进入湿热蒸化机构,在高温湿热的作用下对布料进行蒸化操作,但是用于结构设计的限制,不能够起到拉幅定型的作用。
5、同时传统的蒸化机构采用饱和蒸汽进行蒸化,只有湿热的蒸化作用,进入的布料湿度较高,在高温下容易产生染料的泳移现象,进而影响布面效果,并且从蒸化机构输出的布料仍携带有部分水分,所以需要再次进行烘干操作,不单浪费设备、能源,而且效率低下。
6、鉴于此,需要对现有技术中的拉幅定型机加以改进,以解决布料仅有烘干的过程,染色和固色效果差的技术问题。
技术实现思路
1、本实用新型的目的在于提供一种立式拉幅蒸化定型一体机,来解决以上的技术问题。
2、为达此目的,本实用新型采用以下技术方案:
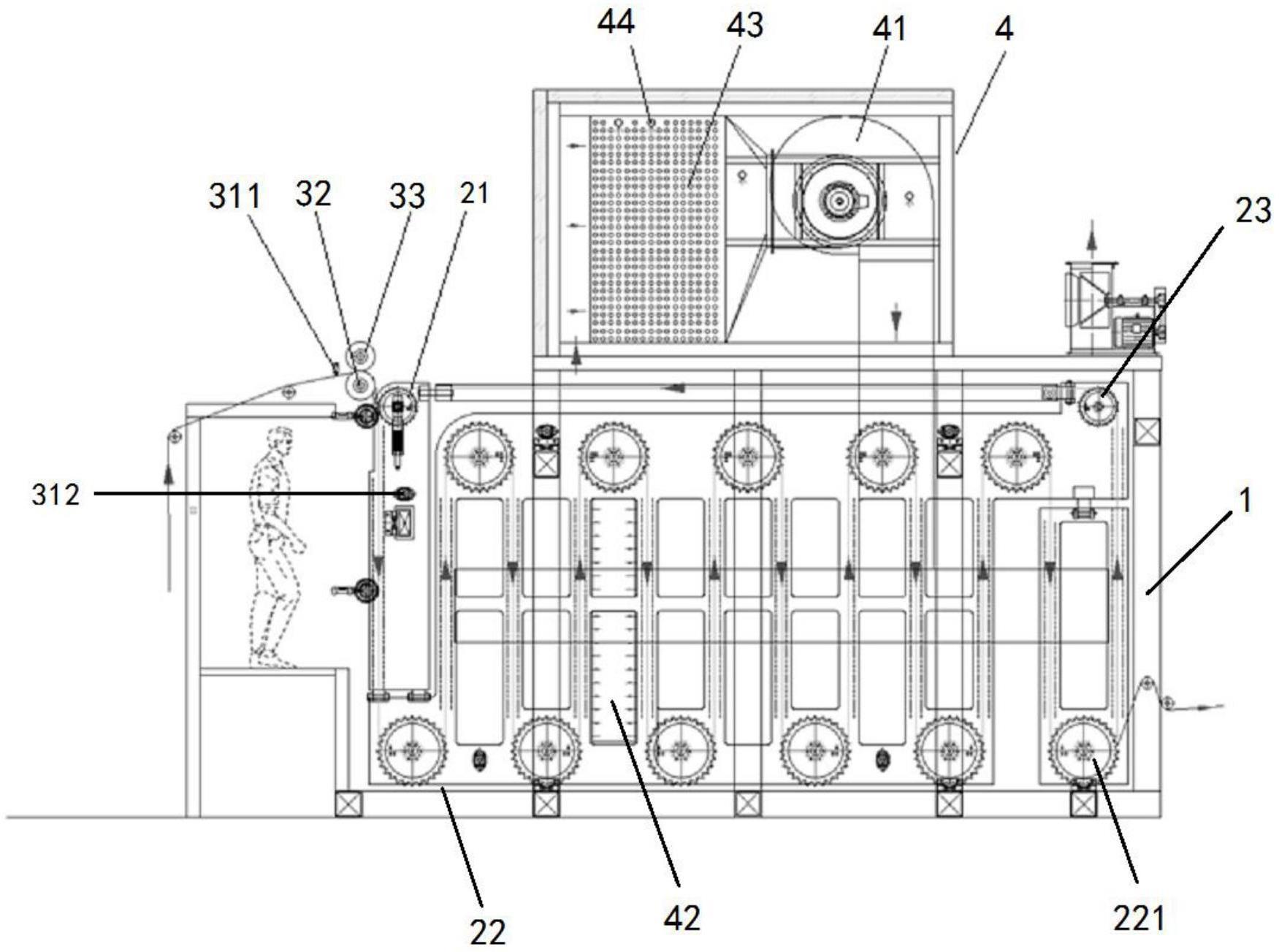
3、一种立式拉幅蒸化定型一体机,至少包括机架,以及设于所述机架内的布料输送机构;所述布料输送机构对应的设置有蒸化机构;
4、所述蒸化机构包括送风机、风管、风排、加热组件和雾化供应组件,所述加热组件与送风机、风管、风排依次连接;
5、所述加热组件连接所述雾化供应组件;其中,所述雾化供应组件为水雾式喷洒组件,所述加热组件为热交换器;
6、所述水雾式喷洒组件与所述加热组件或所述送风机或所述风管连通,所述水雾式喷洒组件设置于所述热交换器的进风口;
7、所述加热组件与所述送风机连接,所述风排安装于所述布料输送机构上,所述送风机用于将加热组件产生的热风及雾化组件提供的水雾蒸汽通过所述风管、风排供给至所述布料输送机构的布料。
8、可选的,所述布料输送单元包括第一轨道和第二轨道,所述第一轨道和所述第二轨道相向对称设置,所述第一轨道和所述第二轨道均分为入口段轨道、中间段轨道和出口段轨道,相邻的两段轨道之间通过链轮转向,两个的所述入口段轨道、所述中间段轨道、所述出口段轨道分别依次首尾连接设置,各自形成一个供链条循环的轨道路径。
9、可选的,所述第一轨道和所述第二轨道上分别安装有链轮组件,所述链轮组件至少包括入口链轮、中间链轮、第一出口链轮,所述入口链轮安装于所述入口段轨道的前端,并位于所述入口段轨道的上方,所述中间链轮安装于所述中间段轨道,所述第一出口链轮安装于所述出口段轨道的末端;
10、所述中间链轮包括若干个上导向链轮和若干个下导向链轮,所述上导向链轮安装于所述中间段轨道的上方,所述下导向链轮安装于所述中间段轨道的下方;
11、所述中间段轨道为左右对称设置的若干个中间段轨道,各中间轨道竖直设置并前后依次设置。
12、可选的,所述立式拉幅蒸化定型一体机还包括整幅超喂装置,所述整幅超喂装置设于所述入口链轮的上方;
13、所述整幅超喂装置至少包括轨道入口纠偏组件、压合设置的动力轮和压轮,所述动力轮和压轮分别安装于机架上;
14、所述动力轮连接有速度控制装置,所述速度控制装置包括变频器,变频器电性连接有加减速按钮或加减速旋钮及速度比例显示器,所述动力轮的速度与主机的速度通过各自的变频器呈比例式设置,即所述动力轮的速度随主机速度的变化而按加减速按钮或加减速旋钮设定的比例变化;
15、所述动力轮和压轮的入口端设置有展开装置,所述展开装置为弯辊展开轮或螺旋展开轮、多指剥边器、吹风式展开装置或胶条式展开装置的其中一种或多种。
16、可选的,所述纠偏执行单元的数量为两个,两个所述纠偏执行单元对称地安装于所述机架的相对两侧;
17、所述纠偏执行单元包括纠偏丝杆,所述纠偏丝杆的两端转动连接有轴承,轴承安装于所述机架上;所述纠偏丝杆在两所述轴承间配合连接有纠偏螺母;
18、所述纠偏执行单元还包括纠偏支座、配合设置的第一滑轨和第一滑块,所述第一滑轨设置于所述布料输送机构的第一端,所述纠偏支座与所述第一滑块连接,所述纠偏支座上设置有第一转轴套,所述纠偏螺母连接有第一转轴,所述第一转轴与所述第一转轴套配合设置。
19、可选的,所述雾化供应组件为蒸汽锅炉,所述蒸汽锅炉设有与加热组件或风管或所述送风机连通的管道;所述蒸汽锅炉用于生产热蒸汽并通过依次通过所述送风机、风管、风排输送至布料表面。
20、可选的,所述风排上设置有湿度检测组件,所述湿度检测组件的检测端靠近布料设置,所述湿度检测组件用于检测所述布料的湿度,以生成湿度数据。
21、可选的,所述风排的下方依次排布有n个所述中间链轮,所述风排的上方排布有n-1个所述中间链轮;相邻两个所述中间链轮交错地设置。
22、可选的,所述布料输送机构还包括第二出口链轮和第三出口链轮;所述
23、第二出口链轮和所述第三出口链轮分别设置于所述中间段轨道的第一端,所述入口链轮、所述第二出口链轮和所述第三出口链轮依次交错地设置。
24、可选的,还包括设置于所述中间段轨道的第二端的出口轨道机构,所述出口轨道机构延伸至所述架体外;
25、所述出口轨道机构包括设置于所述第一出口链轮下方的第四出口链轮;所述第四出口链轮和所述第一出口链轮之间设有第五出口链轮,所述第一出口链轮、所述第五出口链轮至所述第四出口链轮之间形成有用于输送布料的输送轨道。
26、可选的,所述蒸化机构还包括蒸化箱体;所述蒸化机构依次分为加热除
27、湿蒸化段、加热加湿蒸化段和加热烘干段,
28、所述加热除湿蒸化段为干热加热,所述加热加湿蒸化段设置有雾化供应组件,同时,至少加热加湿蒸化段的加热组件的空气入口端与蒸化箱体连通,所述加热组件、送风机、风管、风排和蒸化箱体之间形成一个供蒸化箱体内湿热空气循环的路径;
29、工作时,送风机将湿热空气通过风管、风排吹向布料表面,湿热空气再被送风机抽入加热组件加热,然后再被送风机通过风管、风排吹向布料表面,如此循环;
30、所述加热除湿蒸化段温度设置为80-150℃,所述加热加湿蒸化段温度设置为100-220℃,所述加热烘干段温度设置为120-230℃。
31、与现有技术相比,本实用新型具有以下有益效果:由于蒸化机构的设置,雾化供应组件的水雾通过加热组件加热并通过送风机进一步雾化和加速后均匀地散布在布料的表面,能够使布面能够保持更加持续的、更加均匀的湿度,在对布料加热的同时润湿布料,在水蒸气的持续润湿作用下,布料始终保持溶胀状态,能够加速染料与布料结合,从而提高对布料的染色和固色效果。实现了在高温低压状态下对布料进行蒸化操作,并且解决了传统拉幅定型机存在的不足,不单可以进行拉幅定型操作还可以同时进行连续的湿热蒸化操作,避免蒸汽压力过大造成大量的蒸汽泄露和浪费,节省大量的设备和能耗,提高了产品品质的同时提高了生产效率。
- 还没有人留言评论。精彩留言会获得点赞!