一种H型钢组合异形柱门式刚架结构装配方法与流程
一种h型钢组合异形柱门式刚架结构装配方法
技术领域
[0001]
本发明属于异形柱门式刚架结构装配技术领域,具体涉及一种h型钢组合异形柱门式刚架结构装配方法。
背景技术:
[0002]
我国每年的单层工业厂房建设量非常大。门式刚架轻型房屋钢结构是常采用的结构体系,国家也颁布实施了《门式刚架轻型房屋钢结构技术规范》规范也规定了目前国内的门式刚架结构仅能用于起重量不大于20吨的a1~a5 工作级别的桥式吊车。按照规范,门式刚架柱为等截面或变截面的h形钢柱,带桥式吊车的门式刚架结构采用等截面柱。目前应用的门式钢架结构纵向不设置与门架柱刚接的纵向钢梁,只设置支撑系统(上柱间支撑,下柱间支撑和屋面支撑)与钢系杆(牛腿处,檐口和屋脊),而门架柱为h形柱,强轴作用于钢架平面内,其绕弱轴的刚度较差,平面外稳定性依靠柱间支撑程度较高,自身的平面外稳定强度较低,上述这些原因决定了目前所使用的门式钢架结构的纵向刚度比较差,不能承受20吨以上桥式吊车带来的水平作用荷载,需要按重型厂房结构设计,结构复杂且用钢量不合理而增加结构造价。与我国倡导的发展绿色建筑和“节地、节能、节水、节材”的建筑可持续发展战略相违背。我国热轧h型钢的年产量已高达1600万吨,但热轧h型钢在钢结构中的应用仅为15%~20%,远低于发达国家40%~50%的水平,不利于国家经济建设。即使想在带20吨以下桥式吊车的门式刚架结构中使用热轧h型钢,由于其弱轴刚度差,现有生产的型钢截面不容易满足门架柱稳定承载力的要求,需要采用焊接h形截面,造价提高。国外现有热轧h型钢应用比例高的原因是采用了热轧h型钢和剖分t型钢焊成的钢异形柱替代热轧h型钢柱。但是剖分t型钢由于市场使用份额少,我国一些大型钢铁公司也是按订单来组织生产,因此剖分t型钢价格较热轧h型钢高,货源短缺,而且剖分 t型钢的截面高度有限(高度仅为所选热轧h型钢的一半),因此采用钢异形柱的实际工程几乎没有。近年来,我国政府大力推广各类装配式结构,对结构装配率也有明确要求,提高现有门式刚架的结构装配率也是必然的趋势。
技术实现要素:
[0003]
本发明所要解决的技术问题在于针对上述现有技术中的不足,提供一种h型钢组合异形柱门式刚架结构装配方法,直接采用热轧h型钢组合成异形柱,其与采用热轧h型钢和剖分t型钢焊成的异形柱相比,型材采购方便,更具有成本优势,而且截面组合形式更丰富,截面抗弯刚度更大,更容易满足工程设计需要,可以在现有带20吨以下桥式吊车的门式刚架结构和带 20吨以上桥式吊车的门式刚架结构中使用,便于推广使用。
[0004]
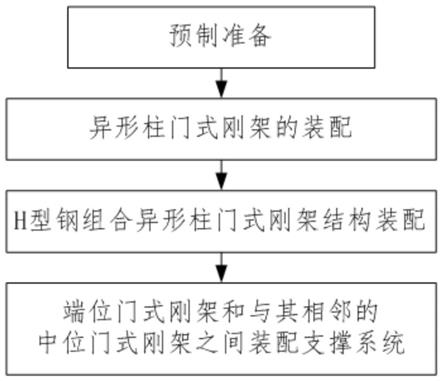
为解决上述技术问题,本发明采用的技术方案是:一种h型钢组合异形柱门式刚架结构装配方法,其特征在于,该方法包括以下步骤:
[0005]
步骤一、预制准备:按照设计图纸在工厂内准备连接相邻两榀异形柱门式刚架的纵向钢梁所需的h型钢;
[0006]
所述异形柱门式刚架为位于刚架结构端部的端位门式刚架或位于刚架结构中部的中位门式刚架;
[0007]
按照设计图纸在工厂内准备位于刚架结构端部的端位门式刚架的l型柱、位于刚架结构中部的中位门式刚架的t字型柱所需的h型钢;
[0008]
其中,l型柱包括l型柱主h型钢和l型柱辅h型钢,t字型柱包括t 字型柱主h型钢和t字型柱辅h型钢;在l型柱辅h型钢的一个翼缘板、以及t字型柱辅h型钢的一个翼缘板与门架钢梁连接位置处打孔;在l型柱主h型钢的一个翼缘板、以及t字型柱主h型钢与纵向钢梁连接位置处打孔;
[0009]
在纵向钢梁的两端均焊接纵梁端板,在纵梁端板上打孔;
[0010]
在门架钢梁的两端均焊接门架端板,在门架端板上打孔;
[0011]
步骤二、异形柱门式刚架的装配:
[0012]
端位门式刚架的装配过程:将l型柱辅h型钢的一个翼缘板连接在l 型柱主h型钢腹板的端部位置,形成l型柱,在l型柱上焊接钢牛腿;按照设计图纸将两个呈对称设置且焊接有钢牛腿的l型柱安装就位,在两个呈对称设置且焊接有钢牛腿的l型柱之间装配门架钢梁,门架端板通过多个第一高强度螺栓与l型柱辅h型钢的另一个翼缘板连接;
[0013]
中位门式刚架的装配过程:将t字型柱辅h型钢的一个翼缘板连接在 t字型柱主h型钢腹板的中心位置,形成t字型柱,在t字型柱上焊接钢牛腿;按照设计图纸将两个呈对称设置且焊接有钢牛腿的t字型柱安装就位,在两个呈对称设置且焊接有钢牛腿的t字型柱之间装配门架钢梁,门架端板通过多个第一高强度螺栓与t字型柱辅h型钢的另一个翼缘板连接;
[0014]
步骤三、h型钢组合异形柱门式刚架结构装配,过程如下:
[0015]
步骤301、端位门式刚架与中位门式刚架的装配:端位门式刚架和与其相邻的中位门式刚架之间的纵向钢梁一端的纵梁端板通过多个第二高强度螺栓与l型柱主h型钢的一个翼缘板连接,端位门式刚架和与其相邻的中位门式刚架之间的纵向钢梁另一端的纵梁端板通过多个第二高强度螺栓与t字型柱主h型钢的一个翼缘板连接;
[0016]
步骤302、相邻两个中位门式刚架之间的纵向钢梁的两个纵梁端板分别与对应的t字型柱主h型钢的一个翼缘板连接;
[0017]
步骤303、相邻两榀异形柱门式刚架之间的门架钢梁通过屋脊钢系杆连接;相邻两榀异形柱门式刚架之间同侧的两个钢牛腿通过牛腿钢系杆连接;
[0018]
步骤四、端位门式刚架和与其相邻的中位门式刚架之间装配支撑系统。
[0019]
上述的一种h型钢组合异形柱门式刚架结构装配方法,其特征在于:步骤四中,所述支撑系统包括设置在端位门式刚架的门架钢梁和与其相邻的中位门式刚架的门架钢梁之间的屋面支撑、以及设置在端位门式刚架和与其相邻的中位门式刚架同侧的柱体之间的下柱间支撑和上柱间支撑。
[0020]
上述的一种h型钢组合异形柱门式刚架结构装配方法,其特征在于:步骤二中,端位门式刚架的装配过程中,将l型柱辅h型钢的一个翼缘板焊接在l型柱主h型钢腹板的端部位置,形成l型柱;
[0021]
中位门式刚架的装配过程中,t字型柱辅h型钢的一个翼缘板焊接在 t字型柱主h型钢腹板的中心位置。
[0022]
上述的一种h型钢组合异形柱门式刚架结构装配方法,其特征在于:步骤一中,工厂内预先在l型柱主h型钢的腹板和l型柱辅h型钢的一个翼缘板装配位置处打两列安装孔;在t字型柱主h型钢的腹板和t字型柱辅h型钢的一个翼缘板装配位置处打两列安装孔;
[0023]
步骤二中,端位门式刚架的装配过程中,将l型柱辅h型钢的一个翼缘板通过两列第三高强度螺栓连接在l型柱主h型钢腹板的端部位置,形成l型柱;
[0024]
中位门式刚架的装配过程中,t字型柱辅h型钢的一个翼缘板通过两列第三高强度螺栓连接在t字型柱主h型钢腹板的中心位置。
[0025]
本发明与现有技术相比具有以下优点:
[0026]
1、本发明通过设置位于刚架结构端部的端位门式刚架或位于刚架结构中部的中位门式刚架组成异形柱门式刚架,其中,端位门式刚架中包含两个呈对称设置的l型柱,中位门式刚架包含两个呈对称设置的t字型柱,l 型柱和t字型柱直接采用热轧h型钢组合成异形柱,其与采用热轧h型钢和剖分t型钢焊成的异形柱相比,型材采购方便,更具有成本优势,而且截面组合形式更丰富,截面抗弯刚度更大,更容易满足工程设计需要,可以在现有带20吨以下桥式吊车的门式刚架结构和带20吨以上桥式吊车的门式刚架结构中使用,位于刚架结构端部的端位门式刚架的异形柱采用l 型柱,保证装配式h型钢组合异形柱门式刚架端部平面效果更好,便于推广使用。
[0027]
2、本发明l型柱和t字型柱中h型钢通过焊缝或高强度螺栓连接,提高了使用单一h型钢的截面绕两个主轴回转半径和柱子的双向稳定性,解决了扩大了单一h型的截面面积提高柱稳定承载力带来的材料浪费问题,从而降低了结构用钢量和建造成本;门架钢梁的两端均焊接有门架端板,纵向钢梁的两端均焊接有纵梁端板,异形柱分肢间都是平面接触,自稳定性好,不需要额外的组立机构辅助就可完成焊接,制造成本低。
[0028]
3、本发明方法步骤简单,装配快速,自稳定性好,成本低,便于推广使用。
[0029]
综上所述,本发明直接采用热轧h型钢组合成异形柱,其与采用热轧h 型钢和剖分t型钢焊成的异形柱相比,型材采购方便,更具有成本优势,而且截面组合形式更丰富,截面抗弯刚度更大,更容易满足工程设计需要,可以在现有带20吨以下桥式吊车的门式刚架结构和带20吨以上桥式吊车的门式刚架结构中使用,便于推广使用。
[0030]
下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
[0031]
图1为本发明实施例1对应的结构示意图。
[0032]
图2为本发明门架钢梁与l型柱辅h型钢和t字型柱辅h型钢的连接关系示意图。
[0033]
图3为本发明纵向钢梁与l型柱主h型钢和t字型柱主h型钢的连接关系示意图。
[0034]
图4为本发明实施例2对应的结构示意图。
[0035]
图5为本发明l型柱主h型钢通过第三高强度螺栓与l型柱辅h型钢连接的结构示意图。
[0036]
图6为本发明t字型柱主h型钢通过第三高强度螺栓与t字型柱辅h型钢连接的结构示意图。
[0037]
图7为本发明的方法流程框图。
[0038]
附图标记说明:
[0039]
1—l型柱主h型钢;
ꢀꢀꢀꢀꢀꢀꢀ
2—l型柱辅h型钢;
ꢀꢀꢀꢀꢀꢀꢀ
3—t字型柱主h型钢;
[0040]
4—t字型柱辅h型钢;
ꢀꢀꢀꢀꢀ
5—牛腿钢系杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—下柱间支撑;
[0041]
7—屋面支撑;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8—上柱间支撑;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9—屋脊钢系杆;
[0042]
10—钢牛腿;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—纵向钢梁;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12—门架钢梁;
[0043]
13—第三高强度螺栓;
ꢀꢀꢀꢀ
14—门架端板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15—第一高强度螺栓;
[0044]
16—纵梁端板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17—第二高强度螺栓。
具体实施方式
[0045]
实施例1
[0046]
如图1至图3、图7所示,本发明的一种h型钢组合异形柱门式刚架结构装配方法,包括以下步骤:
[0047]
步骤一、预制准备:按照设计图纸在工厂内准备连接相邻两榀异形柱门式刚架的纵向钢梁11所需的h型钢;
[0048]
所述异形柱门式刚架为位于刚架结构端部的端位门式刚架或位于刚架结构中部的中位门式刚架;
[0049]
按照设计图纸在工厂内准备位于刚架结构端部的端位门式刚架的l型柱、位于刚架结构中部的中位门式刚架的t字型柱所需的h型钢;
[0050]
其中,l型柱包括l型柱主h型钢1和l型柱辅h型钢2,t字型柱包括t字型柱主h型钢3和t字型柱辅h型钢4;在l型柱辅h型钢2的一个翼缘板、以及t字型柱辅h型钢4的一个翼缘板与门架钢梁12连接位置处打孔;在l型柱主h型钢1的一个翼缘板、以及t字型柱主h型钢3 与纵向钢梁11连接位置处打孔;
[0051]
在纵向钢梁11的两端均焊接纵梁端板16,在纵梁端板16上打孔;
[0052]
在门架钢梁12的两端均焊接门架端板14,在门架端板14上打孔;
[0053]
步骤二、异形柱门式刚架的装配:
[0054]
端位门式刚架的装配过程:将l型柱辅h型钢2的一个翼缘板连接在l型柱主h型钢1腹板的端部位置,形成l型柱,在l型柱上焊接钢牛腿 10;按照设计图纸将两个呈对称设置且焊接有钢牛腿10的l型柱安装就位,在两个呈对称设置且焊接有钢牛腿10的l型柱之间装配门架钢梁12,门架端板14通过多个第一高强度螺栓15与l型柱辅h型钢2的另一个翼缘板连接;
[0055]
中位门式刚架的装配过程:将t字型柱辅h型钢4的一个翼缘板连接在t字型柱主h型钢3腹板的中心位置,形成t字型柱,在t字型柱上焊接钢牛腿10;按照设计图纸将两个呈对称设置且焊接有钢牛腿10的t字型柱安装就位,在两个呈对称设置且焊接有钢牛腿10的t字型柱之间装配门架钢梁12,门架端板14通过多个第一高强度螺栓15与t字型柱辅h 型钢4的另一个翼缘板连接;
[0056]
步骤三、h型钢组合异形柱门式刚架结构装配,过程如下:
[0057]
步骤301、端位门式刚架与中位门式刚架的装配:端位门式刚架和与其相邻的中位门式刚架之间的纵向钢梁11一端的纵梁端板16通过多个第二高强度螺栓17与l型柱主h型钢1的一个翼缘板连接,端位门式刚架和与其相邻的中位门式刚架之间的纵向钢梁11另一端的纵梁端板16通过多个第二高强度螺栓17与t字型柱主h型钢3的一个翼缘板连接;
[0058]
步骤302、相邻两个中位门式刚架之间的纵向钢梁11的两个纵梁端板 16分别与对应的t字型柱主h型钢3的一个翼缘板连接;
[0059]
步骤303、相邻两榀异形柱门式刚架之间的门架钢梁12通过屋脊钢系杆9连接;相邻两榀异形柱门式刚架之间同侧的两个钢牛腿10通过牛腿钢系杆5连接;
[0060]
步骤四、端位门式刚架和与其相邻的中位门式刚架之间装配支撑系统。
[0061]
本实施例中,步骤四中,所述支撑系统包括设置在端位门式刚架的门架钢梁12和与其相邻的中位门式刚架的门架钢梁12之间的屋面支撑7、以及设置在端位门式刚架和与其相邻的中位门式刚架同侧的柱体之间的下柱间支撑6和上柱间支撑8。
[0062]
需要说明的是,屋面支撑7、下柱间支撑6和上柱间支撑8的设置保证装配式h型钢组合异形柱门式刚架抵御风力,使风的水平荷载传递下来。
[0063]
本实施例中,步骤二中,端位门式刚架的装配过程中,将l型柱辅h 型钢2的一个翼缘板焊接在l型柱主h型钢1腹板的端部位置,形成l型柱;
[0064]
中位门式刚架的装配过程中,t字型柱辅h型钢4的一个翼缘板焊接在t字型柱主h型钢3腹板的中心位置。
[0065]
需要说明的是,l型柱辅h型钢2的一个翼缘板焊接在l型柱主h型钢1腹板远离纵向钢梁11的端部位置。
[0066]
本发明通过设置位于刚架结构端部的端位门式刚架或位于刚架结构中部的中位门式刚架组成异形柱门式刚架,其中,端位门式刚架中包含两个呈对称设置的l型柱,中位门式刚架包含两个呈对称设置的t字型柱, l型柱和t字型柱直接采用热轧h型钢组合成异形柱,其与采用热轧h型钢和剖分t型钢焊成的异形柱相比,型材采购方便,更具有成本优势,而且截面组合形式更丰富,截面抗弯刚度更大,更容易满足工程设计需要,可以在现有带20吨以下桥式吊车的门式刚架结构和带20吨以上桥式吊车的门式刚架结构中使用;位于刚架结构端部的端位门式刚架的异形柱采用 l型柱,保证装配式h型钢组合异形柱门式刚架端部平面效果更好;l型柱和t字型柱中h型钢通过焊缝或高强度螺栓连接,提高了使用单一h型钢的截面绕两个主轴回转半径和柱子的双向稳定性,解决了扩大了单一h型的截面面积提高柱稳定承载力带来的材料浪费问题,从而降低了结构用钢量和建造成本;门架钢梁的两端均焊接有门架端板,纵向钢梁的两端均焊接有纵梁端板,异形柱分肢间都是平面接触,自稳定性好,不需要额外的组立机构辅助就可完成焊接,制造成本低。
[0067]
实施例2
[0068]
如图4至图6所示,本实施例与实施例1不同的是,步骤一中,工厂内预先在l型柱主h型钢1的腹板和l型柱辅h型钢2的一个翼缘板装配位置处打两列安装孔;在t字型柱主h型钢3的腹板和t字型柱辅h型钢 4的一个翼缘板装配位置处打两列安装孔;
[0069]
步骤二中,端位门式刚架的装配过程中,将l型柱辅h型钢2的一个翼缘板通过两列第三高强度螺栓13连接在l型柱主h型钢1腹板的端部位置,形成l型柱;
[0070]
中位门式刚架的装配过程中,t字型柱辅h型钢4的一个翼缘板通过两列第三高强度螺栓13连接在t字型柱主h型钢3腹板的中心位置。
[0071]
需要说明的是,l型柱辅h型钢2的一个翼缘板通过两列第三高强度螺栓13连接在l型柱主h型钢1腹板的端部位置;t字型柱辅h型钢4 的一个翼缘板通过两列第三高强度螺栓13连接在t字型柱主h型钢3腹板的中心位置,保证结构整体的装配率,拆装便利,装配率高,
同时也便于结构遭受地震破坏后更换部分肢件,与热轧h型钢和剖分t型钢的焊接相比,异形柱分肢间都是平面接触,自稳定性好,不需要额外的组立机构辅助就可完成焊接,型材采购方便,制造成本低,结构灵活多变。
[0072]
以上所述,仅是本发明的较佳实施例,并非对本发明作任何限制,凡是根据本发明技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍属于本发明技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1