人字形表面装饰材料及其制造方法与流程
人字形表面装饰材料及其制造方法
1.本技术是申请日为2016年7月29日、申请号为201610613625.4、名称为“人字形拼接用饰面板及其制备方法”的中国专利申请的分案申请。
技术领域
2.本发明涉及建筑材料领域,特别是关于一种人字形拼接用饰面板及其制备方法。
背景技术:
3.随着人们生活水平的提高,拼花地板越来越受到大家的喜欢。人字形拼接是地板常见的拼花样式,其拼接方式相对简单,拼接效果好。
4.中国专利公告第cn100375823c号中揭露一种人字形地板,该地板包括两种不同类型的矩形地板块,即a型地板块和b型地板块,这两种地板块采用机械锁定的方式固定在一起。铺装时,地板块与房间长度方向成45度角,因此铺装时四周的边角部分需要裁切成合适大小的地板块,即文献中提及的装配件。
5.中国专利公告第cn203174975u号揭露一种人字形地板,其也是由两种不同类型的矩形地板块通过机械锁定的方式固定在一起。铺装时,地板块与房间长度方向平行或垂直,且该两种不同类型的地板块成90度角拼接。
6.上述两种人字形地板的地板块均采用榫槽结构连接,铺装时需要将相邻地板块的长边对长边、或长边对短边、或短边对短边扣接,铺装效率低,且对地板块的尺寸稳定性以及刻槽精度要求高,使地板块造价昂贵。
7.另外,如图1所示,人字形地板还可以由平行四边形的地板块拼接形成。这种拼接方法的优势在于,拼接形成的人字形地板的顶角并不限于90度,其还可以有更多的选择。但采用该种地板块拼装时,相邻的地板块间必然会存在少量缝隙,使人字形的顶角难以形成一条直线,特别是铺设面积较大的地面时,人字形顶角的位置偏差会越来越大,为了使人字形的顶角位于一条直线上,需利用尺寸规格不同的地板块来弥补人字形顶角的位置偏差,例如,在人字形顶角右偏的位置使用小尺寸的地板块,以使人字形顶角左移,如此,要求裁切好的地板块的尺寸规格不能完全一致,增加了加工和铺装难度,因此,这种铺装方式并不实用。
8.并且,拼花地板对地板块本身的质量要求非常高,其通常采用稳定性能良好的材料制造地板块,而稳定性能良好的材料的价格也通常较贵,另外,为了给地板块预留足够的膨胀伸缩空间,在铺装地板时通常需要在地板与墙面之间预留伸缩缝,而人字形拼花地板由于其膨胀方向的不一致性,伸缩缝并不适合预留在地板与墙面之间,而通常预留在地板块之间,地板块之间由于还需要进行地板块与地板块之间的扣接,预留的伸缩缝并不能够太大,因此,人字形拼花地板的无法预留合适尺寸的伸缩缝,不能够为地板块提供足够的伸缩空间。
技术实现要素:
9.有鉴于此,本发明提供一种便于加工和铺装的人字形拼接用饰面板及其制备方法。
10.本发明提供的人字形拼接用饰面板,包括两种类型的矩形面板块,该两种类型的面板块分别为b1型面板块和b2型面板块,该b1型面板块和该b2型面板块均具有相互平行的第一边和与第一边相连的第二边,该b1型面板块和该b2型面板块上均设有多条倾斜的花纹带,b1型面板块上相邻花纹带的分界线与b1型面板块的第一边之间形成一介于0度与90度之间的夹角,b2型面板块上相邻花纹带的分界线与b1型面板块上相邻花纹带的分界线沿面板块的第一边互成镜像翻转。
11.进一步地,所述花纹带内的花纹为木板纹或木条纹。
12.进一步地,所述夹角为30
°
~60
°
。
13.进一步地,该b1型面板块和b2型面板块边角处的对应花纹带与靠近其的面板块第二边的交点的到面板块的同一条长边之间的距离相等。
14.进一步地,该b1型面板块和b2型面板块边角处的花纹带均大于或等于两个,该b1型面板块和b2型面板块上除该边角处的花纹带外其它的花纹带均为带锐角的平行四边形,且b1型面板块和b2型面板块上花纹带的宽度相同。
15.进一步地,该两种类型的面板块均包括耐磨层、位于耐磨层下方的装饰层和位于装饰层下方的基底层,所述花纹带形成于所述装饰层上。
16.进一步地,所述耐磨层上形成有表面压纹,所述表面压纹的延伸方向与所述花纹带的长度方向一致。
17.本发明提供的人字形拼接用饰面板的制备方法,包括:提供矩形的透明耐磨层;提供矩形的基底层;提供表面印刷有具特定斜度花纹带的矩形装饰层d1,该装饰层d1具有相互平行的第一边和与第一边相连的第二边;提供表面印刷有具特定斜度花纹带的矩形装饰层d2,该装饰层d2上的花纹带与装饰层d1上的花纹带互成镜像翻转;热压贴合,将耐磨层、装饰层d1或装饰层d2及基底层按顺序由上而下加热加压贴合成一整体,得到半成品a1或a2;沿半成品a1和a2的第一边和第二边方向冲切半成品a1和a2,得到b1型面板块和b2型面板块,该b1型面板块和该b2型面板块上均设有多条倾斜的花纹带,b1型面板块上相邻花纹带的分界线与b1型面板块的第一边之间形成一介于0度与90度之间的夹角,b2型面板块上相邻花纹带的分界线与b1型面板块上相邻花纹带的分界线沿面板块的第一边互成镜像翻转。
18.进一步地,该第一边为对应矩形块的长边,该第二边为对应矩形块的短边,该装饰层d1的长度为欲加工的b1面板块宽度的整数倍,该装饰层d1的宽度大于欲加工的b1面板块的长度,该装饰层d1一个边角的花纹带与装饰层d1长边的交点与靠近其的装饰层短边之间的距离等于欲加工的b1型面板块对应边角的对应花纹带与面板块短边的交点到靠近其的面板块长边之间的距离。
19.进一步地,在冲切半成品a1和a2的步骤之前还包括:根据预加工的b1型面板块和b2型面板块的宽度确定沿装饰层d1和d2宽度方向的冲切线,具体做法是:根据预加工的b1型面板块和b2型面板块的宽度沿装饰层d1和d2的长边量取对应的宽度,并沿装饰层d1和d2的宽度方向画出对应的冲切线;根据预加工的b1型面板块和b2型面板块最边角的花纹带与
面板块短边的交点到靠近其的面板块长边之间的距离确定沿装饰层d1和d2长度方向的冲切线,具体做法是:沿平行于装饰层d1和d2宽度的方向过所述的最边角花纹带t0与装饰层d1和d2长边的交点划线,然后沿平行于装饰层d1和d2的长度方向过该条线与装饰层d1和d2另一端最外侧的花纹带分界线的交点划线,该条线即为装饰层d1和d2最外侧与花纹带t0对应的面板块及与其间隔设置的面板块的冲切线,然后在其相邻面板块上由划线起始侧的相对侧开始重复上面的步骤,即可在剩余的其它面板块上划出对应的冲切线。
20.与常规人字形拼花饰面板相比,本发明的人字形拼接用饰面板可采用粘胶的方式拼接,也可以采用锁扣的方式拼接,当采用锁扣结构时,b1型面板块和b2型面板块只需采用一种锁扣结构即可结合,加工比较方便。另外,本发明人字形拼接用饰面板还具有铺装快速,效率更高等优点,并且,铺装时人字形顶角比较容易形成一条直线,还可以预留足够的膨胀缝,对饰面板的稳定性能要求不高。
附图说明
21.图1为现有技术中的一种人字形饰面板的拼接方式。
22.图2为本发明人字形拼接用饰面板的一个实施例中所采用的地板块的示意图。
23.图3为本发明人字形拼接用饰面板的一种拼接方式的示意图。
24.图4为本发明人字形拼接用饰面板所采用的锁扣结构的俯视示意图。
25.图5a至图5d本发明人字形拼接用饰面板所采用的锁扣结构的剖视示意图。
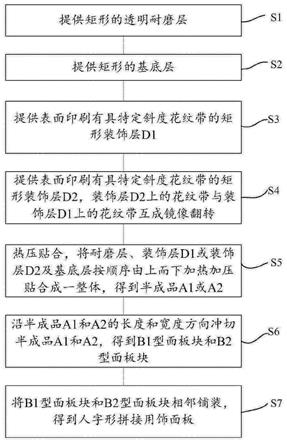
26.图6为本发明人字形拼接用饰面板的制备方法的流程示意图。
27.图7为本发明人字形拼接用饰面板的制备方法中的半成品示意图,图中的虚线表示冲切线。
28.图8
‑
9为本发明人字形拼接用饰面板的另外两种拼接方式的示意图。
具体实施方式
29.为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对本发明的具体实施方式、结构、特征及其功效,详细说明如后。
30.实施例:
31.本发明的人字形拼接用饰面板为多层复合材料,其不仅可用于铺设地面,还可用于铺设天花板、墙壁、衣柜等。下面以饰面板为铺设底面的地板为例对本发明进行说明。
32.如图2所示,该人字形拼接用饰面板包括两种类型的矩形面板块,分别为b1型面板块和b2型面板块。该b1型面板块和该b2型面板块均具有相互平行的第一边和与第一边相连的第二边,在本实施例中,所述第一边为对应面板块的长边,所述第二边为对应面板块的短边。b1型面板块的长和宽分别与b2型面板块的长和宽相等。该b1型面板块和b2型面板块由上而下依次包括耐磨层、装饰层和基底层,b1型面板块和b2型面板块的装饰层表面均设有多条倾斜的花纹带,这些花纹带内印刷有特定的纹路,这些纹路优选为木板纹或木条纹。b1型面板块和b2型面板块上花纹带的边线(即相邻花纹带的分界线t)均相互平行,且花纹带的宽度d相等。除了边角部分的花纹带之外,b1型面板块和b2型面板块上的花纹带均为具有锐角的平行四边形。b1型面板块上相邻花纹带的分界线t与b1型面板块的长边之间形成一介于0
°
与90
°
之间(不包括0
°
和90
°
)的夹角α,该夹角α优选为30
°
~60
°
,例如为30
°
,45
°
或
60
°
。b2型面板块上相邻花纹带的分界线t与b1型面板块上相邻花纹带的分界线t沿面板块的长边和短边互成镜像翻转,即b2型面板块上的花纹带与b1型面板块上的花纹块沿面板块的边缘互成镜像反转。
33.需要说明的是,在本实施例中,b1型面板块和b2型面板块的各边角部分形状为非平行四边形的花纹带均为两个,各面板块最边角处的两个花纹带与对应面板块短边交点的连线平行于对应面板块的长边,即各面板块最边角处的两个花纹带沿面板块短边方向的宽度之和等于对应面板块的宽度,或者说,各面板块最边角处的两个花纹带与对应面板块短边的交点位置与面板块的同一条长边之间的距离相等,即,图2中的m1等于m2。可以理解地,在本发明的其他实施例,例如b1型面板块和b2型面板块的各边角部分形状为非平行四边形的花纹带均大于两个(例如为三个)的实施例中,各面板块边角处的对应花纹带与靠近其的面板块短边的交点到面板块的同一条长边之间的距离相等。
34.另外需要说明的是,在本实施例中,花纹带的分界线t可以为印刷形成的实体分界线,也可以为相邻花纹带内的木板纹或木条纹由于延伸方向的不同形成的自然分界线,当花纹带的分界线t为自然形成的分界线时,分界线t并不是绝对意义上的直线,而是接近于直线,与之相对应,在b1型面板块和b2型面板块上分界线t相互平行也并非是绝对意义上的平行,而是近似于平行。
35.还需要说明的是,在本实施例中,b1型面板块和b2型面板块的耐磨层、装饰层和基底层优选为pvc片材。b1型面板块和b2型面板块的耐磨层上具有多条表面压纹,这些表面压纹可以为木板纹或木条纹,且这些表面压纹的延伸方向与装饰层上花纹带的长度方向(图2中箭头所指的方向)一致,进一步地,这些表面压纹深浅不一,即这些表面压纹具有两种以上的深度值,如此,增加了面板块的立体感,使铺装后的饰面板看起来非常美观。另外,为了增强饰面板的耐磨性和使饰面板的表面光泽度更美观,耐磨层的表面还形成有uv涂层。为了便于面板块的拼接,b1型面板块和b2型面板块上还设有相同的锁扣结构。
36.特别地,请参阅图3,当利用为本实施例的面板块铺装地面时,可以采用b1型面板块和b2型面板块成行间隔铺设的方式,即在第一行铺设b2型面板块,在第二行铺设b1型面板块,在第三行铺设b2型面板块,在第四行铺设b1型面板块,以此类推,直至铺设完成。
37.在本实施例中,由于b1型面板块上的花纹带与b2型面板块上的花纹块沿面板块的边缘互成镜像反转,因此,铺设完成后,b2型面板块上的花纹带可与b1型面板块上的花纹带刚好对接;由于b1型面板块和b2型面板块上边角处的花纹带与对应面板块短边的交点位置和面板块上同一条长边的距离相等,因此,铺设完成后,各行面板块中相邻面板块上的花纹带也可以刚好对接,因此,使铺装后饰面板表面的花纹带呈流畅的人字形,看起来非常美观。
38.如图3所示,由于本发明的矩形面板块上设有倾斜的花纹带,因此,本发明的矩形面板块采用长边对长边、短边对短边的对接方式即可铺装出流畅的人字形饰面板,而无需像现有技术一样,除了长边对长边、短边对短边之外还需要长边对短边拼接,如此,使得本发明的面板块铺装时,只需要图4所示的b1型面板块和/或b2型面板块上所设的横向槽与横向榫相互匹配,b1型面板块和/或b2型面板块上所设的纵向槽和纵向榫相互匹配,而无需像现有技术一样(请参cn100375823c的图4a和图4b),除了地板块a和/或地板块b的横向槽和横向榫相互匹配,地板块a和/或地板块b的纵向槽和纵向榫相互匹配,还需地板块a的纵向
槽和横向榫与地板块b的横向榫和纵向槽相互匹配,地板块a的横向槽和纵向榫与地板块b的纵向榫和横向槽相互匹配,因此,如图4所示,本发明的b1型面板块和b2型面板块上可以设有相同的锁扣结构,而cn100375823c中地板块a和地板块b上的锁扣结构则需要互为镜像反转(请参cn100375823c的图4a和图4b)。本发明中b1型面板块和b2型面板块上榫槽结构的样式可以有多种选择,图5a至图5d示出其中的几种榫槽结构,在选择面板块的榫槽结构时,面板块的纵向可以选择较为普通的榫槽结构,而面板块的横向则可以选择扣接牢固且易于拼接的榫槽结构,因为面板块的纵向拼接比较容易,而横向拼接比较困难并且还需要具有拼接牢固的功效。
39.下面介绍上述人字形拼接用饰面板的制备方法,如图6所示,其制备方法包括:
40.步骤s1:提供矩形的透明耐磨层;
41.步骤s2:提供矩形的基底层;
42.步骤s3:提供表面印刷有具特定斜度花纹带的矩形装饰层d1,该装饰层具有相互平行的第一边和与第一边相连的第二边,在本实施例中,第一边为装饰层d1的长边,第二边为装饰层d1的短边,该装饰层d1上花纹带的倾斜角度和花纹带宽度由欲加工的面板块上花纹带的倾斜角度和花纹带宽度来确定,在本实施例中,装饰层d1用于加工b1型面板块,该装饰层d1上花纹带的宽度等于b1型面板块上花纹带的宽度d,该装饰层d1上花纹带的长度方向与装饰层d1的短边之间形成夹角α,夹角α即为花纹带的倾斜角度,夹角α也为b1型面板块中花纹带的长度方向与面板块长边之间的夹角,另外,如图7所示,为了减少原料和后续的裁切工序,该装饰层d1的长度最好为欲加工面板块宽度的整数倍,该装饰层d1的宽度大于欲加工面板块的长度,且该装饰层d1一个边角的花纹带t0与装饰层长边的交点位置与靠近其的装饰层短边之间的距离m3等于欲加工面板块对应边角的对应花纹带与面板块短边的交点位置与靠近其的面板块长边之间的距离,在本实施例中,装饰层d1中的距离m3等于b1型面板块中的距离m1(见图2);
43.步骤s4:提供表面印刷有具特定斜度花纹带的矩形装饰层d2,该装饰层d2上的花纹带与装饰层d1上的花纹带互成镜像翻转,该装饰层d2用于加工b2型面板块;
44.步骤s5:热压贴合,将耐磨层、装饰层d1或装饰层d2及基底层按顺序由上而下加热加压贴合成一整体,在此过程中,还可使用一种纹路方向与装饰层上花纹带的长度方向一致的压纹板在耐磨层表面形成与装饰层上花纹带的延伸方向一致的表面压纹,得到如图8所示的半成品a1或a2;
45.步骤s6:沿半成品a1和a2的长度和宽度方向冲切半成品a1和a2,得到b1型面板块和b2型面板块;
46.步骤s7:将b1型面板块和b2型面板块相邻铺装,得到图3所示的人字形拼接用饰面板。
47.需要说明的是,在冲切半成品a1和a2的步骤之前还包括:在装饰层d1和d2上确定冲切位置。
48.根据理论,只要是装饰层d1或d2上花纹带的倾斜角度和宽度与预加工的b1型面板块或b2型面板块上花纹带的倾斜角度和宽度相等,都可以在装饰层d1和d2上量出具体的冲切线,由半成品a1和a2冲切得到b1型面板块或b2型面板块。但为了节省原料和冲切的次数,装饰层d1或d2优选满足图7和步骤s3所述的条件,当装饰层d1或d2以图7和步骤s3所述的条
件设置时,在装饰层d1和d2上确定冲切位置的步骤s8包括:
49.根据预加工的b1型面板块和b2型面板块的宽度确定沿装饰层d1和d2宽度方向的冲切线,具体做法是:根据预加工的b1型面板块和b2型面板块的宽度沿装饰层d1和d2的长边量取对应的宽度,并沿装饰层d1和d2的宽度方向画出对应的冲切线;
50.根据预加工的b1型面板块和b2型面板块最边角的花纹带与面板块短边的交点到靠近其的面板块长边之间的距离确定沿装饰层d1和d2长度方向的冲切线,具体做法是:用直尺沿平行于装饰层d1和d2宽度的方向过所述的最边角花纹带t0与装饰层d1和d2长边的交点划线,然后沿平行于装饰层d1和d2的长度方向过该条线与装饰层d1和d2另一端最外侧的花纹带分界线的交点划线,该条线即为装饰层d1和d2最外侧与花纹带t0对应的面板块及与其间隔设置的面板块的冲切线,然后在其相邻的面板块上由划线起始侧的相对侧开始重复上面的步骤,即可在剩余的其它面板块上划出对应的冲切线。
51.在装饰层d1和d2上划出对应的冲切线后,步骤s6中冲切半成品a1和a2时只需要按照划出的冲切线冲切即可。
52.需要说明的是,由于装饰层d2上的花纹带与装饰层d1上的花纹带互成镜像翻转,因此,确定冲切位置时实际上只需要确定装饰层d1上的冲切位置然后再将装饰层d1上的冲切位置镜像翻转至装饰层d2上即可。确定冲切位置的步骤可以在提供装饰层d1和d2的步骤之前,在绘制装饰层d1和d2的图案时确定,从而在装饰层d1上印刷图案时直接印刷于装饰层d1和d2上,也可以在提供装饰层d1和d2的步骤之后,由操作人员手动绘制于装饰层d1和d2上。
53.在上述制备方法中,当提供的耐磨层、装饰层及基底层均接近正方形或为正方形,且装饰层上的花纹带方向与其边长方向呈45度角时,则d1和d2基本一致,这样,在提供装饰层时,只需提供装饰层d1即可,然后热压贴合得到半成品a1,将半成品a1按照其长度和宽度方向冲切,即可得到矩形的b1型面板块和b2型面板块,将b1型面板块和b2型面板块相邻铺装即可得到互成一定角度的人字形拼接用饰面板。
54.图8和图9还示出了人字形拼接用饰面板的其他几种人字形拼接方式。在图8中所采用的面板块为将图7所示的半成品a1和a2沿半成品a1和a2的长度方向裁成5片,然后5片为一组拼成a1和a2,并将a1和a2相邻铺装后得到。图9所采用的面板块为将图7所示的半成品a1和a2沿半成品a1和a2的宽度方向裁成5片,然后5片为一组拼成a1和a2,再取除最左侧或最右侧的一片之外的4片为一组与拼成的a1和a2拼接后得到。
55.与常规人字形拼花饰面板相比,本发明的人字形拼接用饰面板可采用粘胶的方式拼接,也可以采用锁扣的方式拼接,当采用锁扣结构时,b1型面板块和b2型面板块只需采用一种锁扣结构即可结合,加工比较方便。另外,本发明人字形拼接用饰面板还具有铺装快速,效率更高等优点,并且,铺装时人字形顶角比较容易形成一条直线,还可以预留足够的膨胀缝,对饰面板的稳定性能要求不高。
56.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1