一种陶瓷3D打印机铺料刮刀清洁装置及其实时清理方法
一种陶瓷3d打印机铺料刮刀清洁装置及其实时清理方法
技术领域
1.本发明涉及3d打印技术,特别是涉及一种陶瓷3d打印机铺料刮刀清洁装置及其实时清理方法。
背景技术:
2.陶瓷光固化3d打印机的打印原理通常分为立体光刻技术(sla)和数字光处理技术(dlp)两种。立体光刻技术通常使用自下而上的成型方式,而数字光处理技术则以自上而下的成型方式为主流。其中,使用sla陶瓷3d打印机打印出的陶瓷生坯容易具有错层,精细部分难以成型(精细部分厚度小于1mm)等的打印缺陷。
3.经研究发现,这些打印缺陷主要是因为在打印过程中,其表面具有明显划痕而导致浆料涂覆质量较差造成的。更进一步研究得出,表面存在明显划痕是因为硬度较高的光固化碎片粘附在刮刀表面,使得刮刀无法将浆料涂覆平整。同时,由于sla原理自下而上的打印特性和陶瓷零件高致密度的要求,浆料的粘度往往较高,粘附在刮刀上光固化碎片无法自行移动或脱落,从而使得缺陷一层层累积造成的现象。根据实验得出,若不及时清除光固化碎片,刮刀涂覆到20层,涂覆表面便会存在明显的划痕,如图8所示。
4.因为打印原理和零件性能的限制,我们往往无法调整浆料的粘度来解决这一问题。并且由于浆料,光固化成型部分与刮刀间摩擦力的不同,光固化碎片的产生也是难以避免的。因此,在打印过程中对刮刀进行清洁是解决表面划痕,提升打印质量的一个有效办法和关键技术。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种陶瓷3d打印机铺料刮刀清洁装置及其实时清理方法,用于解决现有技术中浆料涂覆质量差的问题。
6.为实现上述目的及其他相关目的,本发明提供一种陶瓷3d打印机铺料刮刀清洁装置,主要包括以下部分:滚轮移动装置、滚轮清洁装置、支撑装置、清洁滚轮、直线电机和无线电机;所述滚轮移动装置固定于刮刀上;所述滚轮清洁装置固定于所述滚轮移动装置上;所述支撑装置固定于所述滚轮移动装置下方;所述清洁滚轮固定于所述支撑装置上;所述直线电机固定于刮刀的外侧、所述滚轮移动装置的上方;所述无刷电机固定于所述支撑装置上。
7.优选地,所述滚轮移动装置由导轨和滑块组成;导轨一端与刮刀平齐,另一端延升至基板外。
8.优选地,所述滚轮清洁装置由金属刮片和挡板组成;所述滚轮清洁装置固定于所述滚轮移动装置的导轨上。
9.优选地,所述支撑装置固定于所述滚轮移动装置的滑块下方。
10.优选地,所述清洁滚轮包括弹性刷头和毛刷部分,弹性刷头由刷轴和弹性材料组成;所述弹性刷头的直径为1.7-2.1mm;所述毛刷分为金属刷、刮刀刷和硅胶刷。
11.优选地,所述直线电机固定于所述刮刀的中部外侧、所述滚轮移动装置的上方,用于控制滑块的直线运动。
12.优选地,所述无刷电机固定于所述支撑装置上,用于控制清洁滚轮的旋转运动。
13.本发明还提供一种陶瓷3d打印机铺料刮刀清洁装置的实时清理方法,包括以下步骤:
14.一、启动陶瓷3d打印机,陶瓷3d打印机开始打印,每打印15层,打印程序暂停,清洁程序开始运行;清洁程序共分为刮刀清洁程序和清洁滚轮自清洁程序;
15.二、刮刀清洁程序启动,清洁滚轮随滚轮移动装置运动一周期,在运行过程中,清洁滚轮既以一定的角速度顺时针自转,同时以一定的速度平移,清洁滚轮运行一周期结束后回归原位,刮刀清洁程序完毕;
16.三、清洁滚轮自清洁程序启动,清洁滚轮在原位以一定的角速度逆时针自转,持续一段时间停止;清洁滚轮自清洁过程中,打印机的刮刀正常运行;
17.四、清洁滚轮自清洁程序结束,整个清洁程序完毕。
18.优选地,所述刮刀清洁程序运行时间为3~5分钟;所述清洁滚轮自清洁程序运行时间为5分钟。
19.如上所述,本发明的用于陶瓷3d打印机铺料刮刀的实时清理方法,具有以下有益效果:本发明陶瓷3d打印机铺料刮刀清洁装置是由包括滚轮移动装置、滚轮清洁装置、支撑装置、清洁滚轮、直线电机和无线电机等装置组成的,对刮刀进行实时清洁,实时清理碎片,克服了现有技术中浆料涂覆质量较差,涂覆表面会存在明显的划痕的技术问题,本发明的陶瓷3d打印机铺料刮刀清洁装置的实时清理方法完美的解决了涂覆表面划痕明显而导致浆料涂覆质量差的打印缺陷,使打印质量得到大幅度提升,具有高度产业利用价值。
附图说明
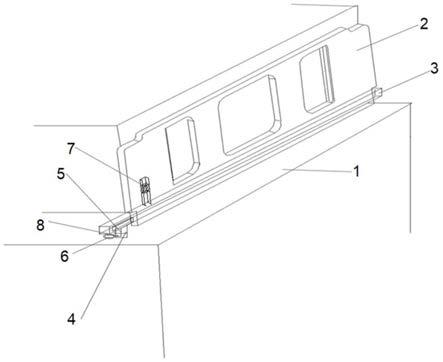
20.图1显示为本发明的陶瓷3d打印机铺料刮刀清洁装置整体装置示意图。
21.图2显示为本发明的陶瓷3d打印机铺料刮刀装置示意图。
22.图3显示为本发明滚轮移动装置示意图。
23.图4显示为本发明滚轮清洁装置示意图。
24.图5显示为本发明清洁滚轮装置示意图。
25.图6显示为本发明刮刀与清洁滚轮装置横截面示意图。
26.图7显示为本发明实施例中不含清洁装置时打印过程的表面划痕图。
27.图8显示为实施例中采用本发明陶瓷3d打印机铺料刮刀清洁装置及清理方法时打印100层的表面涂覆情况。
28.图中,1、基板;2、刮刀;3、滚轮移动装置;4、滚轮清洁装置;5、支撑装置;6、清洁滚轮;7、直线电机;8、无刷电机;31、滑块;32、导轨;41、金属刮片;42金属挡板;61、弹性刷头;62硅胶刷;63、刮刀刷;631、浆料收纳盒;632,、柔性刷毛;64、金属刷。
具体实施方式
29.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实
施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
30.请参阅附图1~8。需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
31.如图1所示,本发明提供一种陶瓷3d打印机铺料刮刀清洁装置,包括以下部分:滚轮移动装置3、滚轮清洁装置4、支撑装置5、清洁滚轮6、直线电机7和无刷电机8;滚轮移动装置3固定于刮刀2上;滚轮清洁装置4固定于滚轮移动装置3上;支撑装置5固定于滚轮移动装置3下方;清洁滚轮6固定于所述支撑装置5上;直线电机7固定于刮刀2的外侧、滚轮移动装置3的上方;无刷电机8固定于支撑装置5上。
32.在一个可选的实施例中,如图3所示,本发明的陶瓷3d打印机铺料刮刀清洁装置中,滚轮移动装置3由导轨32和滑块31组成,滚轮移动装置3固定于刮刀2的中下部外侧,导轨32一端与刮刀2平齐,另一端延升至基板外5cm处。导轨32的长度由刮刀和机器长度决定。滑块31可在导轨上按设定速率移动。滚轮移动装置3主要来控制支撑装置5和固定其上的清洁滚轮5在清洁过程中的移动,整个移动装置由驱动程序控制。
33.在一个可选的实施例中,如图5所示,本发明的陶瓷3d打印机铺料刮刀清洁装置中,清洁滚轮6固定于所述支撑装置5上。清洁滚轮6包括弹性刷头61和毛刷部分,弹性刷头61由刷轴和弹性材料组成。弹性材料主要为橡胶及其他具备相似弹性的材料。弹性刷头的直径为1.7-2.1mm。毛刷分为金属刷64、刮刀刷63和硅胶刷62。清洁滚轮6主要是用来清洁刮刀1,且为了保证清洁效果和避免在刮刀上留下痕迹,本发明清洁装置中清洁滚轮的毛刷部分根据刮刀不同部件的材质和用途,分别设计了不同材料、形状、粗细的毛刷。
34.其中,金属刷64清理刮刀正面的浆料。金属刷64刷毛为长度为8mm,直径为0.5mm,材质为磨料尼龙或塑料刷丝的刷毛或硬度低于普通合金、弹性和耐磨性较好的其他材料;磨料尼龙为碳化硅磨料丝、氧化铝磨料丝或金刚石磨料丝中的一种;金属刷的刷毛间距为1mm,金属刷主要用来清理刮刀正面的浆料,此处浆料粘附较少。
35.其中,刮刀刷63清理刮刀刀刃上的浆料。刮刀刷63由浆料收纳盒631和柔性刷毛632组成;浆料收纳盒631高2~3mm,可由塑料制成,一边粘附在弹性刷头上,围绕弹性刷头一圈,另一边由直径为1mm的硅胶网格覆盖;柔性刷毛632长度为1.5mm,直径为0.1mm,分布密集,材质为白棕或剑麻的刷毛或者其他耐磨性较高、硬度较低、较为细软的材料;柔性刷毛632粘附在硅胶网络上。刮刀刷63主要用来清理刮刀刀刃上的浆料,刮刀刀刃是保持涂覆表面平整的关键部位,且大部分光固化碎片也会粘附在刀刃上,刮刀刷63为整个清洁毛刷最重要的部件,粘附在毛刷上的浆料可以由硅胶网络进入浆料收纳盒631中,保证毛刷在运转过程中的清洁效果。63这个结构图里面看的不怎么清楚。
36.其中,硅胶刷62清理刮刀背面硅胶支撑上的浆料。硅胶刷62刷毛长度为10mm,直径为0.3mm,分布密集,材质为尼龙和pbt的刷毛或者硬度低于10-80邵氏硬度的硅胶、耐磨性好、弹性好的其他材料;尼龙为pa6、pa66、pa612系列中的一种;硅胶刷62主要用来清理刮刀背面硅胶支撑装置上的浆料,硅胶支撑区域为浆料和光固化碎片聚集的区域,本发明清洁装置中的硅胶刷可保证清洁效果且不损伤刮刀。
37.在一个可选的实施例中,如图4所示,本发明的陶瓷3d打印机铺料刮刀清洁装置中,滚轮清洁装置4由金属刮片41和金属挡板42组成;滚轮清洁装置4固定于导轨32上。优选地,滚轮清洁装置4固定于导轨32延伸到基板1外的一端。金属刮片与挡板的角度为70-80度。金属挡板的高度为3cm,金属刮片41到金属挡板42底部的距离为1cm。滚轮清洁装置3主要用来清洁毛刷。
38.滚轮清洁装置4使用时,清洁滚轮6在刮刀清洁程序启动后,其清洁滚轮6刚好能从金属刮片41的下端经过并开始对刮刀2进行清洁,之后由于清洁滚轮6对刮刀2清洁的过程中,毛刷和浆料收纳盒631上会附着许多光固化碎片和浆料,所以为了保证毛刷在下一次清洁中的效果,需要在两次清洁刮刀2的过程间,对毛刷进行清洁;清洁滚轮自清洁程序启动,在清洁过程中,清洁滚轮6会在原位以30-50转/分钟的速度进行逆时针旋转,金属刮片41与毛刷接触,刮去毛刷上的光固化碎片和浆料,而金属挡板42用来防止飞溅的浆料溅射到基板上。为了保证足够的清洁效果,清洁时间应保证在5分钟以上。在两次刮刀清洁程序的时间间隔中,毛刷会一直待在初始位置不动。
39.在一个可选的实施例中,如图6所示,本发明的陶瓷3d打印机铺料刮刀清洁装置中,支撑装置5固定于所述滚轮移动装置3的滑块31下方,随滑块31一起移动,用于连接所述清洁滚轮6和滑块31。
40.在一个可选的实施例中,如图1和图6所示,本发明的陶瓷3d打印机铺料刮刀清洁装置中,直线电机7固定于刮刀2的中部外侧、滚轮移动装置3的上方,无刷电机8固定于支撑装置5上。滚轮移动装置3由驱动程序控制,滚轮直线运动部分可采用直线电机,滚轮旋转部分由无刷电机控制,直线电机7和无刷电机8均由打印机mcp直接控制。其中直线电机7优选总线式直线电机,相较脉冲式而言有更好的扩展性和精度。且采取脉冲控制的方式,可以实现高重复定位精度。直线电机7通过固定于刮刀2的中部外侧、滚轮移动装置3的上方,直线电机7驱动滑块31沿导轨32进行直线运动,由mcp发出的脉冲信号控制其行程和速度。当刮刀2正常工作时,直线电机7控制滑块31移动至刮刀外侧,避免干扰正常打印工作。每打印15层,直线电机7控制滑块31在导轨内进行一个往复运动。而滚轮旋转部分运动简单且精度要求不高,优选取易于控制的无刷电机,采取pwm脉冲调制即可实现旋转功能。无刷电机8固定于支撑装置5上,可通过调整占空比实现旋转速度的控制;当滑块运动时,同时实现滚刷的旋转,达到刮刀清洁的目的。
41.本发明还提供一种陶瓷3d打印机铺料刮刀清洁装置的实时清理方法,包括以下步骤:
42.一、启动陶瓷3d打印机,陶瓷3d打印机开始打印,每打印15层,打印程序暂停,清洁程序开始运行;清洁程序共分为刮刀清洁程序和清洁滚轮自清洁程序;
43.二、刮刀清洁程序启动,清洁滚轮6随滚轮移动装置3运动一周期,在运行过程中,清洁滚轮6既以一定的角速度顺时针自转,同时以一定的速度平移,清洁滚轮6运行一周期结束后回归原位,刮刀清洁程序完毕;
44.三、清洁滚轮自清洁程序启动,清洁滚轮6在原位以一定的角速度逆时针自转,持续一段时间后停止;清洁滚轮自清洁过程中,打印机的刮刀正常运行;
45.四、清洁滚轮自清洁程序结束,整个清洁程序完毕。
46.本发明提供的陶瓷3d打印机铺料刮刀清洁装置的实时清理方法,可以包括:打印
机开始打印,每打印15层,打印程序暂停3~5分钟。刮刀清洁程序开始启动,刮刀清洁程序运行时间为3~5分钟,即打印程序暂停期间运行刮刀清洁程序。刮刀清洁程序运行过程中,清洁滚轮(6)随滑块(31)在导轨(32)运动,清洁滚轮同时以10转/分钟的角速度顺时针自转、2cm/s的速度平移,完成来回一周期的运行。清洁滚轮的自转与平移同时进行,能够保证刮刀清洁的更加彻底。刮刀清洁程序结束后清洁滚轮自清洁程序运行,清洁滚轮6在原位以50转/分钟的角速度逆时针自转,清洁滚轮自清洁程序使得清洁滚轮通过快速旋转并在金属刮片的作用下去除表面粘附的浆料和光固化碎片。清洁滚轮自清洁程序运行5分钟后,清洁滚轮自清洁程序结束,整个清洁程序完毕。
47.采用上述清理方法进行氧化锆浆料的铺料,每打印15层对刮刀进行一次清洁,打印100层厚,其表面涂覆情况如附图7所示:几乎观察不到表面划痕。因为本实施例中的陶瓷3d打印机铺料刮刀清洁装置对刮刀进行了及时有效的清洁,浆料及碎片不会粘附在刮刀上,也就不会造成涂覆表面产生明显划痕。
48.综上所述,本发明的陶瓷3d打印机铺料刮刀清洁装置及实时清理方法能够对刮刀进行实时清洁,实时清理碎片,所以,本发明有效克服了现有技术中涂覆表面划痕明显而导致浆料涂覆质量差的打印缺陷,具有高度产业利用价值。
49.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1