机组式柔印机、控制方法、及计算机可读介质与流程
1.本发明涉及印刷设备技术领域,尤其涉及一种机组式柔印机、控制方法、及计算机可读介质。
背景技术:
2.机组式柔印机是一种用于标签印刷连续生产的印刷机械,其运行时速度为50-200m/min(米/分钟)。而平压平热烫工艺属于机组式柔印机连续印刷工艺的一种,其主要是将电化铝膜(又称烫金膜)通过压痕加热等方式热转印到连续生产的印刷品上。现有的机组式柔印机包括送膜单元、压痕单元和压痕刀版等部分。
3.其中,送膜单元(又称热烫单元),可以用于电化铝膜的收膜和放膜,以及通过热烫浮动辊的配合实现间歇送膜。送膜单元的送膜方向可以是平行走纸(通常将走纸方向定义为纵向)方向,或者可以是垂直走纸方向(该方向可以称为横向)。压痕单元可以实现印刷品的间歇送纸,以及通过压痕刀版对印刷品和电化铝膜施加一定压力,从而将烫金图案加热转移到印刷品上。压痕刀版包括下刀版和上刀版(如图1所示),压痕刀版通过螺母固定在夹具上,再通过滑轨装入压痕单元中,并由气缸锁死以备使用。图1示出了一种压痕刀版的上刀版的示意图,其中的上压板上设置有需要印刷到印刷品上的图案。
4.现有的机组式柔印机在进行平压平热烫时,由于压痕刀版上的图案不满版,即相邻两个图案之间存在较大间隙,一次下压印刷过程中电化铝膜上会有较大一部分空间是没有被使用的,为了避免电化铝膜的浪费,现有的机组式柔印机采用跳烫的方法进行平压平热烫。其中,跳烫方法是指送膜单元每次输送电化铝膜的长度为n个标长(其中,n为压痕刀版上图案的排数,如图1中图案的排数为2,则n的取值为2,标长为在送膜方向上图案的宽度,如图1中l所示),每次送膜并下压压痕刀版进行热烫后,电化铝膜被热烫出的图案之间会留下间隙(也即压痕刀版上相邻两个图案之间的空白处对应的间隙),后续压痕刀版下压的图案可以填充该间隙,跳烫后的效果如图2所示。这种跳烫方式由于下一次印制的图案是在上一次印制的两组图案之间的间隙内,这就导致在前几次印刷时,压痕刀版上部的待印制图案印制在电化铝膜上的图案之间没有其他图案,也就是前面的几次送膜和压烫形成的电化铝膜上的空白不能被有效利用,导致电化铝膜的浪费,该空白如图2所示的上部区域的空白。
技术实现要素:
5.本发明提供了一种机组式柔印机、控制方法、及计算机可读介质,以至少解决现有的机组式柔印机跳烫方法造成电化铝膜浪费大的问题。
6.根据本技术实施例的第一方面,本技术实施例提供了一种机组式柔印机的控制方法,机组式柔印机包括刻印有待印制图案的压痕刀版、以及用于输送电化铝膜的送膜单元,压痕刀版上设置有至少两组待印制图案,且相邻两组待印制图案在电化铝膜的送膜方向上具有间距,送膜单元包括用于控制送膜长度的浮动辊,方法包括:获取浮动辊的控制曲线,
控制曲线用于控制浮动辊的至少一个循环送膜周期的运动,浮动辊的一个循环送膜周期对应m次送膜和一次跳步,m为正整数,m根据待印制图案在送膜方向上的图案高度、以及相邻两组待印制图案在送膜方向上的间距确定;根据控制曲线控制浮动辊运动,以控制浮动辊在一个循环送膜周期的前m次送膜中单次送膜的长度为第一设定值,在跳步时的送膜长度为第二设定值,第一设定值大于或等于图案高度,第二设定值大于第一设定值,使得在一个循环送膜周期内同一组待印制图案在电化铝膜上连续分布。
7.可选地,机组式柔印机还包括驱动压痕刀版运动的刀版轴、以及驱动浮动辊运动的浮动辊电机;获取浮动辊的控制曲线,包括:根据相邻两组待印制图案之间的间距和设定的安全余量确定一次送膜可印刷距离,并根据可印刷距离与图案高度的比值确定m的取值;根据各组待印制图案的图案高度、相邻两组待印制图案之间的间距、压痕刀版上待印制图案的组数,确定一个循环送膜周期对应的总送膜长度;根据总送膜长度、m的取值、刀版轴与浮动辊电机的同步关系、以及在浮动辊电机转动一周时浮动辊对应的移动距离,确定控制曲线。
8.可选地,刀版轴和浮动辊电机的同步关系用于指示在刀版轴驱动压痕刀版压设在电化铝膜上时刀版轴的转动角度的角度区间。
9.可选地,根据总送膜长度、m的取值、刀版轴与浮动辊电机的同步关系、以及在浮动辊电机转动一周时浮动辊对应的移动距离,确定控制曲线,包括:根据总送膜长度和m的取值,确定单次送膜对应的单次送膜长度;基于单次送膜长度、刀版轴和浮动辊电机的同步关系指示的角度区间,分别确定刀版轴的转动角度处于角度区间内时的第一送膜长度、以及刀版轴的转动角度处于角度区间外时的第二送膜长度;基于第一送膜长度、第二送膜长度、待印制图案的组数、单次送膜长度和浮动辊的移动距离,确定刀版轴的转动角度处于角度区间内时浮动辊的第一移动行程和刀版轴的转动角度处于角度区间外时浮动辊的第二移动行程;根据第一移动行程、第二移动行程、以及m的取值,确定控制曲线。
10.可选地,基于单次送膜长度、刀版轴和浮动辊电机的同步关系指示的角度区间,分别确定刀版轴的转动角度处于角度区间内时的第一送膜长度、以及刀版轴的转动角度处于角度区间外时的第二送膜长度,包括:基于单次送膜长度和角度区间,确定刀版轴的转动角度处于角度区间内时的第一送膜长度;计算单次送膜长度和第一送膜长度的差值作为刀版轴的转动角度处于角度区间外时的第二送膜长度。
11.可选地,基于第一送膜长度、第二送膜长度、待印制图案的组数、单次送膜长度和浮动辊的移动距离,确定刀版轴的转动角度处于角度区间内时浮动辊的第一移动行程和刀版轴的转动角度处于角度区间外时浮动辊的第二移动行程,包括:根据第一送膜长度和浮动辊的移动距离,确定第一移动行程;计算单次送膜长度和待印制图案的组数的比值,根据比值、浮动辊的移动距离和第二送膜长度,确定第二移动行程。
12.可选地,第一设定值为待印制图案的图案长度。
13.可选地,机组式柔印机还包括用于驱动浮动辊运动的浮动辊电机,根据控制曲线控制浮动辊运动,包括:根据控制曲线确定控制电信号;将控制电信号发送至浮动辊电机的控制器,以使控制器根据控制电信号驱动浮动辊电机转动并带动浮动辊运动。
14.根据本技术实施例的第二方面,本技术实施例提供了一种机组式柔印机,机组式柔印机至少包括控制单元、刻印有待印制图案的压痕刀版、用于输送电化铝膜的送膜单元,
压痕刀版上设置有至少两组待印制图案,且相邻两组待印制图案在电化铝膜的送膜方向上具有间距,送膜单元包括用于控制送膜长度的浮动辊、以及驱动浮动辊运动的浮动辊电机,控制单元与浮动辊电机电连接,控制器用于执行前述的方法,以根据控制曲线驱动浮动辊电机,使浮动辊电机带动浮动辊运动。
15.根据本技术实施例的第三方面,本技术实施例提供了一种计算机可读介质,计算机可读介质上存储有计算机指令,计算机指令在被处理器执行时,使处理器执行前述的方法。
16.本技术的机组式柔印机的控制方法,通过获取的控制曲线控制浮动辊运动,以实现在一个循环送膜周期内进行m次间歇送膜和一次跳步,m的取值根据所述待印制图案在所述送膜方向上的图案高度、以及所述待印制图案在所述送膜方向上的间距确定。每次送膜的第一送膜长度为第一设定值,跳步对应的第二送膜长度为第二设定值,且第二设定值大于第一设定值,由此实现了在一个循环送膜周期内,同一组待印制图案在电化铝膜上形成的图案是连续的,不会夹杂其他待印制图案印制出的图案,从而实现了在相邻两组待印制图案之间的间距可以进行两次或两次以上的印制,由此减小了电化铝膜上被印制出的相邻两个图案之间的距离,使得电化铝膜能够被充分利用,避免了浪费了,降低了生产成本。
附图说明
17.以下附图仅旨在于对本技术做示意性说明和解释,并不限定本技术的范围。
18.图1示出了根据本技术实施例的机组式柔印机的压痕刀版的上刀版的立体结构示意图;
19.图2示出了现有的平烫平热烫方式的印制效果示意图;
20.图3示出了根据本技术实施例的机组式柔印机的结构示意图;
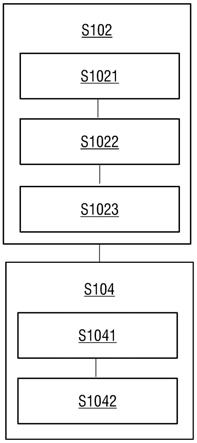
21.图4示出了根据本技术实施例机组式柔印机的控制方法的步骤示意图;
22.图5示出了根据本技术实施例机组式柔印机的控制方法的控制曲线的示意图;
23.图6示出了根据本技术实施例的机组式柔印机的控制方法的印制效果示意图;
24.图7示出了现有的平压平热烫方式的印制步骤展开的效果示意图;
25.图8示出了根据本技术实施例的机组式柔印机的控制方法的印制步骤展开的效果示意图。
26.附图标记:
27.11、上刀版;21、放膜卷;22、收膜卷;23、放膜牵引轮;24、收膜牵引轮;25、浮动辊;26、电化铝膜;31、放纸牵引轮;32、收纸牵引轮;33、印刷品。
具体实施方式
28.为了使本领域的人员更好地理解本技术实施例中的技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本技术实施例一部分实施例,而不是全部的实施例。基于本技术实施例中的实施例,本领域普通技术人员所获得的所有其他实施例,都应当属于本技术实施例保护的范围。
29.为了便于理解,且更加清楚地说明有益效果,在对机组式柔印机的控制方法进行说明之前,首先对机组式柔印机的结构进行简略说明如下:
30.如图3所示,机组式柔印机包括压痕刀版、送膜单元和压痕单元。其中,压痕刀版包括上刀版11、下刀版和刀版轴。上刀版11上刻印有至少两组待印制图案,相邻两组待印制图案在电化铝膜的送膜方向上具有间距d。刀版轴通过转动驱动上刀版11相对下刀版运动,以实现上刀版11和下刀版的开合。
31.送膜单元包括放膜卷21、收膜卷22、放膜牵引轮23、收膜牵引轮24和浮动辊25(浮动辊包括收膜侧的浮动辊和放膜侧的浮动辊)。在工作时,放膜牵引轮23和收膜牵引轮24匀速转动,以驱动电化铝膜26运动。
32.压痕单元包括放纸牵引轮31和收纸牵引轮32等。放纸牵引轮31和收纸牵引轮32以匀速转动,以驱动印刷品33运动。
33.机组式柔印机工作时,放膜牵引轮23和收膜牵引轮24匀速转动,以驱动电化铝膜26移动。放纸牵引轮31和收纸牵引轮32匀速转动,以驱动印刷品33移动。刀版轴驱动上刀版11移动,在上刀版11和下刀版闭合时,上刀版11压设在电化铝膜26上,使得电化铝膜26和印刷品33相对固定,从而利用上刀版11对电化铝膜26进行加热,以在印刷品33上烫印出对应的待印制图案。
34.印制完成后,上刀版11与下刀版分离,从而使得印刷品33和电化铝膜26可以相对上刀版11移动,以实现送膜和送纸。在本实施例中,将印刷品33移动的方向定义为纵向,送膜方向可以是纵向,也可以是垂直于纵向的横向。在本实施例中以送膜方向为纵向为例进行说明。
35.因为放纸牵引轮31、收纸牵引轮32、放膜牵引轮23和收膜牵引轮24是匀速转动的,也就是电化铝膜26和印刷品33是始终移动的,而上刀版11压设在电化铝膜26上时电化铝膜26和印刷品33被压住的部分不能相对上刀版11移动。若无任何结构进行调节,就会导致放膜牵引轮23与上刀版11之间的电化铝膜26长度过长,电化铝膜26堆积,而上刀版11与收膜牵引轮24之间的电化铝膜26长度不足,导致电化铝膜26被绷断。
36.为了防止电化铝膜26被压住时绷断,设置了浮动辊25,通过浮动辊25移动来释放或者吸收电化铝膜26的余量。如,在上刀版11压住电化铝膜26上时,放膜牵引轮23与上刀版11之间的浮动辊25朝向图3中右侧移动,以吸收多余的电化铝膜26。上刀版11与收膜牵引轮24之间的浮动辊25向图3中右侧移动,以释放一定量的电化铝膜26。
37.在刀版轴驱动上刀版11移动的过程中,刀版轴转动的一周可以分为同步区和非同步区。同步区指刀版轴驱动上刀版11压设在电化铝膜26上的角度区间(例如为0
°
~120
°
)。非同步区即为同步区之外的角度区间,也就是使上刀版11与电化铝膜26分离的转动角度(如0
°
~120
°
之外的角度)。
38.在本实施例中,为了更好地利用电化铝膜26,防止浪费,提供一种机组式柔印机的控制方法,利用该方法控制机组式柔印机中的浮动辊移动。例如,如图4所示,该方法包括以下步骤:
39.步骤s102:获取浮动辊的控制曲线。
40.该控制曲线可以是电子凸轮曲线,基于该电子凸轮曲线控制浮动辊25的浮动辊电机,进而使得浮动辊25按照需要移动,以实现电化铝膜26的间歇送膜。在本实施例中,控制曲线用于控制浮动辊的至少一个循环送膜周期的运动。
41.本实施例中的浮动辊的一个循环送膜周期对应m次送膜和一次跳步,m为正整数,m
根据待印制图案在送膜方向上的图案高度l、以及相邻两组待印制图案在送膜方向上的间距d确定。例如,计算间距d与图案高度l与的比值,根据比值确定m的取值。
42.相较于现有技术中一个循环送膜周期仅对应一次送膜,这种一个循环送膜周期对应m次送膜的方式可以在相邻两组待印制图案之间的间距d内填充一组以上的待印制图案,从而实现浮动辊电机的模态为360*m,由此能够更加充分地利用间距d内的空间,从而提升利用率。
43.在这种送膜方式中,一个循环送膜周期内进行m次烫印后会存在已经被使用的电化铝膜26移动到与上刀版11对应的位置的情况,为了保证在m次烫印后能够跳过这部分已经使用过的电化铝膜26,一个循环送膜周期内还包括一次跳步,该跳步的送膜长度大于m次送膜时每次送膜的送膜长度,其中,每个循环周期送膜m次,单次送膜长度l,每个循环周期内总送膜长度total=m*l,跳步送膜长度可以表示为total/n*(n-1),n为待印制图案的组数。例如:若压痕刀版上包含2组待印图案(n=2),这两组待印制图案之间可以印制2次,则在第一次印制后,再进行2次送膜和印制就会将两组图案间的空隙填满(m=3),此时需要进行一次大跳步,跳步长度l’=total/2*1=(3*l)/2*1=3/2*l。
44.该控制曲线的生成的方式可以采用任何适当的方式生成。例如,使用用于生成电子凸轮曲线的方法(如西门子simotion软件),基于机组式柔印机的基础参数,生成该控制曲线。
45.在一示例中,该控制曲线可以通过下述子步骤获得:
46.子步骤s1021:根据相邻两组待印制图案之间的间距d和设定的安全余量确定一次送膜可印刷距离,并根据可印刷距离与图案高度的比值确定m的取值。
47.安全余量可以根据需要确定,通过安全余量可以保证在电化铝膜26上印制出的相邻两组图案之间具有一定间隙,从而保证印制在印刷品33上的图案完整。在本实施例中,该安全余量可以为3%,这样在保证印制出的图案完整的情况下减小间隙,以减少浪费。当然,安全余量可以根据需要进行调节,本实施例对此不作限制。
48.可印刷距离可以是间距d乘以1.3,也就是间距d再加上安全余量对应的距离。
49.一个循环送膜周期内的送膜次数也就是m的取值可以根据间距d和待印制图案的图案高度l的比值确定。如m可以是间距d内可以印制的待印制图案的数量再加上已经印制在电化铝膜26上的一次,m的取值为该数量加1。若多组待印制图案的图案高度l不相同,或者相邻两组待印制图案之间的间距d不同,则图案高度可以选择最大图案高度,间距d可以选择最小间距d。
50.子步骤s1022:根据各组待印制图案的图案高度、相邻两组待印制图案之间的间距d、压痕刀版上待印制图案的组数,确定一个循环送膜周期对应的总送膜长度。
51.该总送膜长度可以是一个循环送膜周期内进行m次送膜总的送膜长度。在一示例中,总送膜长度由图案高度l、相邻两组待印制图案之间的间距d、以及待印制图案的组数n确定。
52.子步骤s1023:根据总送膜长度、m的取值、刀版轴与浮动辊电机的同步关系、以及在浮动辊电机转动一周时浮动辊对应的移动距离,确定控制曲线。
53.其中,刀版轴和浮动辊电机的同步关系用于指示在刀版轴驱动压痕刀版压设在电化铝膜上时刀版轴的转动角度的角度区间。该角度区间与机组式柔印机的结构有关,不同
的机组式柔印机的刀版轴的角度区间可能不同。例如,本实施例的机组式柔印机中的刀版轴的转动角度在0
°
~120
°
这一角度区间内时,压痕刀版的上刀版11压设在电化铝膜26上。
54.在子步骤s1023中,其可以通过下述过程实现:
55.过程i:根据总送膜长度和m的取值,确定单次送膜对应的单次送膜长度。
56.在一可行方式中,单次送膜长度可以是总送膜长度与m的比值。
57.过程ii:基于单次送膜长度、刀版轴和浮动辊电机的同步关系指示的角度区间,分别确定刀版轴的转动角度处于角度区间内时的第一送膜长度、以及刀版轴的转动角度处于角度区间外时的第二送膜长度。
58.例如,第一送膜长度可以是在刀版轴的转动角度在角度区间内,使得上刀版11压设在电化铝膜26上时,送膜牵引轮23输出的电化铝膜26的长度(其也可以是收膜牵引轮24收卷的电化铝膜26的长度),这部分电化铝膜26由于不能通过压痕刀版而被收膜卷22吸收,因此需要通过浮动辊25的移动来处理,为了能够准确地控制浮动辊25移动的距离,需要确定第一送膜长度和第二送膜长度。
59.在一示例中,第一送膜长度可以实现为:基于单次送膜长度和角度区间,确定刀版轴的转动角度处于角度区间内时的第一送膜长度。如:第一送膜长度为角度区间在一周(360
°
)内的占比与单次送膜长度的乘积确定。
60.第二送膜长度为单次送膜长度和第一送膜长度的差值。
61.过程iii:基于第一送膜长度、第二送膜长度、待印制图案的组数、单次送膜长度和浮动辊的移动距离,确定刀版轴的转动角度处于角度区间内时浮动辊的第一移动行程和刀版轴的转动角度处于角度区间外时浮动辊的第二移动行程。
62.在一示例中,第一移动行程用于指示在刀版轴转动到同步区(也即转动角度处于角度区间内时)需要浮动辊移动的距离。第一移动行程可以根据第一送膜长度和浮动辊电机转动一周浮动辊的移动距离确定。
63.第二移动行程用于指示在刀版轴转动到非同步区(也即转动角度处于角度区间外时)需要浮动辊移动的距离。在确定第二移动行程时,计算单次送膜长度和待印制图案的组数的比值,然后根据比值、浮动辊的移动距离和第二送膜长度,确定第二移动行程。
64.过程iv:根据第一移动行程、第二移动行程、以及m的取值,确定控制曲线。
65.在一种可行方式中,使用电子凸轮计算方法(如西门子simotion软件)基于前述计算出的第一移动行程、第二移动行程和m的取值(也即一个循环送膜周期内的送膜次数)计算出一个循环送膜周期内各次送膜对应的曲线段。
66.采用类似的方式可以计算出跳步对应的第二送膜长度。第二送膜长度可以通过下述方式确定:每个循环周期送膜m次,单次送膜长度l,每个循环周期内总送膜长度total=m*l,跳步送膜长度可以表示为total/n*(n-1),n为待印制图案的组数。例如:若压痕刀版上包含2组待印图案(n=2),这两组待印制图案之间可以印制2次,则在第一次印制后,再进行2次送膜和印制就会将两组图案间的空隙填满(m=3),此时需要进行一次大跳步,跳步长度l’=total/2*1=3*l/2*1=3/2*l使用电子凸轮计算方法根据第二送膜长度、刀版轴与浮动辊电机的同步关系、以及在浮动辊电机转动一周时浮动辊对应的移动距离可以生成跳步对应的曲线段。
67.基于m次送膜的曲线段和跳步对应的曲线段可以确定控制曲线,本技术实施例中
的一种控制曲线如图5所示,其中横坐标为虚轴的转动角度,纵坐标为虚轴的位置。
68.步骤s104:根据控制曲线控制浮动辊运动,以控制浮动辊在一个循环送膜周期的前m次送膜中单次送膜的长度为第一设定值,在跳步时的送膜长度为第二设定值。
69.在一可行方式中,步骤s104可以通过下述子步骤实现:
70.子步骤s1041:根据控制曲线确定控制电信号。
71.例如,根据控制曲线指示的浮动辊的主轴(该主轴为虚轴)的位置,转换为浮动辊电机的控制电信号。
72.子步骤s1042:将控制电信号发送至浮动辊电机的控制器,以使控制器根据控制电信号驱动浮动辊电机转动并带动浮动辊运动。
73.浮动辊电机的控制器可以是其对应的变频器,或者其他适当的能够根据控制电信号控制浮动辊电机的控制器件,对此不作限制。以变频器为例,控制电信号发送至变频器,变频器根据控制电信号控制浮动辊电机的转动方向和转动速度,从而控制浮动辊的移动方向和移动距离。
74.通过浮动辊的移动,实现了间歇送膜,在一个循环送膜周期中,通过驱动浮动辊移动,使得在前m次送膜的各次送膜过程中,送膜长度为第一设定值。该第一设定值大于或等于图案高度。例如,本示例中,第一设定值为该待印制图案的图案高度(若多组待印制图案的图案高度不同,则该图案高度取最大图案高度)。
75.在完成m次送膜后,驱动浮动辊进行一次跳步,也即在执行跳步时的第二送膜长度为第二设定值。该第二设定值大于第一设定值,第二设定值根据压痕刀版上的待印制图案的图案高度l、相邻两组待印制图案之间的间距d、以及待印制图案的组数n确定。
76.按照获得的控制曲线驱动使得在一个循环送膜周期内同一组待印制图案在电化铝膜上连续分布,通过该控制方法在电化铝膜26上印制的效果如图6所示,这样能够更加充分地利用电化铝膜26,从而减少浪费,降低生产成本。
77.根据本技术的另一方面,提供一种机组式柔印机,机组式柔印机至少包括控制单元、刻印有待印制图案的压痕刀版、用于输送电化铝膜的送膜单元,压痕刀版上设置有至少两组待印制图案,且相邻两组待印制图案在电化铝膜的送膜方向上具有间距d,送膜单元包括用于控制送膜长度的浮动辊、以及驱动浮动辊运动的浮动辊电机,控制单元与浮动辊电机电连接,控制器用于执行前述的方法,以根据控制曲线驱动浮动辊电机,使浮动辊电机带动浮动辊运动。
78.该机组式柔印机的结构在前面已经进行了较为详细的描述,故在此不再赘述。控制单元可以是处理器,如cpu等对此不作限制。在需要进行印制时,只需要输入压痕刀版上的待印制图案的图案高度l、相邻两组待印制图案之间的间距d和压痕刀版上的待印制图案的组数n(一组待印制图案中包括一个或多个相同的图案),控制单元可以自动计算出一个循环送膜周期的送膜次数m的取值、单次送膜长度、总送膜长度、第一移动行程和第二移动行程等,进而根据这些参数使用西门子simotion软件的方法确定控制曲线。这样确定的控制曲线可以实现同一组待印制图案在电化铝膜26上是连续的,也就是aabb的形式,这不同于现有技术中印制出的abab的形式,这样更加节省空间,提升了电化铝膜26的利用率,降低了生产成本。
79.根据本技术的另一方面,提供一种计算机可读介质,计算机可读介质上存储有计
算机指令,计算机指令在被处理器执行时,使处理器执行上述的方法。
80.通过前述的控制方法,可以解决现有的跳烫的方法受限于压痕刀版上的待印制图案不满版,中间存在较大的间距d,而造成的电化铝膜26的浪费问题。
81.现有技术的跳烫方法,如图7所示,其采用abab跳烫方式,在进行热烫时,一个循环送膜周期内包括一次送膜,每次送膜长度为n个标长(n为压痕刀版上的待印制图案的组数)。如图7所示,在第一次送膜后压痕刀版在电化铝膜26上烫印出图案1a(由第一组待印制图案在电化铝膜上形成)和图案1b(由第二个待印制图案在电化铝膜上形成),而第一组待印制图案和第二组待印制图案之间的间距d在电化铝膜26上形成图案1a和图案1b之间的空白部分。
82.在第二次送膜后压痕刀版在电化铝膜26上烫印出图案2a和图案2b,这样图案2a填充在图案1a和图案1b之间,从而利用了这种空白部分,减少了浪费。类似地,第三次送膜后压痕刀版在电化铝膜26上形成图案3a和图案3b,图案3a位于图案1b和图案2b之间的空白部分。以此循环形成abab式的排布。这种方式的问题在于,在开始进行热烫的起始部分存在间距d不能得到利用(如图7中图案1a到图案2a的部分),电化铝膜浪费的问题。此外,这种方式在输入送膜长度时需预留较大余量(需≥5%),这使得在电化铝膜上形成的图案间的间隙较大而产生浪费。在生成机组式柔印机的控制曲线时需要使用者自行计算各组待印制图案的图案高度的总和,还需要相邻两组待印制图案之间的间距d内可以印制的图案数量、以及每次的送膜长度,这些参数需要使用者清楚地了解机组式柔印机的整体结构、工作原理以及送膜原理等才能确定,而且需要复杂的计算过程,导致使用难度提升。
83.如图8所示,其示出了本实施例的aabb方式的控制方法进行热烫的示意图。该方式在生成控制曲线时使用者仅需要输入待印制图案的最大图案高度、相邻两组待印制图案之间的最小间距d、以及压痕刀版上的待印制图案的组数这些直观的参数,不需要使用者自己进行计算。而刀版轴和浮动辊电机的同步关系、浮动辊电机转动一周时浮动辊对应的移动距离是有机组式柔印机的结构确定的,其可以预制在控制单元中,通过这些参数就可以自动计算生成控制曲线需要的参数,并使用西门子的simotion软件自动生成控制曲线,降低了使用难度。
84.在本实施例中,使用生成的控制曲线进行热烫时,一个循环送膜周期中进行m次送膜和一次跳步。每次送膜时,第一送膜长度可以是待印制图案的最大图案高度。例如,如图8所示,第一次热烫在电化铝膜26上形成图案1a和图案1b。然后进行送膜,热烫后在电化铝膜26上形成图案2a和图案2b,图案2a位于图案1a和图案1b之间的空白部分内。再进行一次送膜,热烫后在电化铝膜26上形成图案3a和图案3b,图案3a仍旧位于图案1a和图案1b之间的空白部分内。这样就充分利用了图案1a和图案1b之间的空白部分,使之容纳了更多图案,也就提升了利用率,减少了浪费。
85.在送膜次数满足m次并完成热烫后,进行一次跳步,第二送膜长度能够使得将已占用的电化铝膜一次跳过,从而再开始下一循环送膜周期,由此实现了电化铝膜的充分利用,而在一个循环送膜周期内同一组待印制图案在电化铝膜上是连续的(即图案1a、图案2a和图案3a连续,图案1b、图案2b和图案3b连续)。
86.需要说明的是,图案1a、图案2a和图案3a可以是相同图案,仅是为了区分不同的印制顺序而在名称上进行区分。类似地,图案1b、图案2b和图案3b可以是相同图案,仅是为了
区分不同的印制顺序而在名称上进行区分。
87.这种方式将电化铝膜对应相邻两组待印制图案之间的空白部分进行了充分利用,减少了电化铝膜的浪费,在无需改变机组式柔印机的结构、不需要增加硬件的情况下,通过采用aabb的热烫方式,在相同生产量的情况下节约至少2%的电化铝膜,且控制曲线的生成更加简单,一个循环送膜周期内的每次送膜长度为单个待印制图案的图案高度,不存在起始拉膜区,使得开机阶段可做到几乎零浪费,而且在输入合适的图案高度、间距d等参数前提下,可严格控制送膜长度及图案间隔,能够将图案间间隙控制的更小,浪费更少。此外,在更换规格时,只需简单地测量压痕刀版上的图案高度、间距d和待印制图案的组数,并直接输入到控制单元即可自动生成相应的控制曲线,无需进行复杂的计算和测试,使用更加直观便捷。
88.最后应说明的是:以上实施例仅用以说明本技术实施例的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1