一种四辊金刚线多线切割机的制作方法
1.本发明属于金刚线切割技术领域,具体地说涉及一种四辊金刚线多线切割机。
背景技术:
2.晶硅切片领域向高切割效率、大片化、细线化、高速化、大装载量的方向发展,目前主要采用双主辊金刚线切割方式,大片化的需求使得切割辊的直径越来越大,增大了切割辊的转动惯量,影响切割辊同步控制的动态性能。同时,随着切割辊的直径增大,轴距随之增大,导致硅片切割质量下降。此外,在大装载量和切割效率提高的同时使得切削负荷不断增大,细线化和高速化导致金刚线可使用张力下降、同步控制困难。
3.申请号为cn201910969518.9,名称为金刚石多线电火花放电切削方法及线切割装置,在传统两辊切割方式下,增加第三辊(进电辊)为金刚线线网供电实现复合加工,金刚线经一侧排线轮、张力轮和导向轮,缠绕到两个加工辊,再经过导向轮、张力轮和排线轮,最后缠绕到另一侧收放线轮上。三辊式结构增大了切割空间,使得切割辊的直径可以小于被切割硅棒的直径,从而为减小转动惯量提供空间,但是,现有的复合加工方式存在以下问题:1、增设进电辊增加了跳线、斜拉的可能性,导致金刚石颗粒易脱离金刚线甚至断线,影响切割效率和切割质量;2、三辊结构每个辊两侧线网的夹角小,线网合力大,增加了线网对辊体的作用力;3、采用多线切割方式的线网结构较为复杂,线网张力稳定性不易把控,增加了线网张力;4、进给机构笨重,导致进给精度低,动态响应性能差,长久易静力变形;5、三辊结构中,第三辊更容易接收来自上层线网的切割废料,长久造成污染严重,更易出现故障。
4.为实现上述目的,本发明提供如下技术方案:
5.一种四辊金刚线多线切割机,包括床身,所述床身上设有切割组件,所述切割组件采用四辊结构,所述四辊结构包括间隔设置的驱动辊组件和导电辊组件,且导电辊组件相对于驱动辊组件倾斜设置,四辊结构所在区域形成切割室,且所述切割室的顶部具有用于进给工件的进给组件,所述床身上安装有并排设置的收线装置和放线装置,所述放线装置放出的金刚线依次通过四辊结构并在四辊结构上均匀缠绕形成线网后与收线装置连接。
6.进一步,所述切割组件与床身可转动连接,所述进给组件与床身可滑动连接。
7.优选的,所述床身为全框架结构或半框架结构,所述进给组件位于床身的一侧,与进给组件相对的一侧作为工件上料、下料的通道。
8.进一步,所述驱动辊组件包括平行设置且结构相同的第一驱动辊和第二驱动辊,所述导电辊组件包括平行设置且结构相同的第一导电辊和第二导电辊,采用四辊结构增大线网夹角并减小金刚线线网的合力,且第一导电辊和第二导电辊处均设有导电元件。
9.优选的,所述驱动辊组件和导电辊组件沿着竖直方向间隔设置,此时,第一驱动辊、第二驱动辊、第一导电辊和第二导电辊呈卧式。
10.优选的,所述驱动辊组件和导电辊组件沿着水平方向间隔设置,此时,第一驱动辊、第二驱动辊、第一导电辊和第二导电辊呈立式。
11.进一步,所述第一导电辊包括传动连接的芯轴、第一主轴和第二主轴,所述第一主
轴通过第一主轴承组与第一支撑座可转动连接,所述第二主轴通过第二主轴承组与第二支撑座可转动连接,且第二主轴承组和第一主轴承组内均包含多个滚动轴承。
12.进一步,所述线网包括第一平行线网以及用于形成切割区的第二平行线网,且第一平行线网和第二平行线网存在夹角,所述进给组件与第二平行线网对应设置,以带动工件进给实现切割。
13.进一步,当第二平行线网位于第一导电辊、第二导电辊之间时,第一导电辊和第二导电辊作为切割辊,驱动辊组件位于导电辊组件下方,即导电辊组件上置。
14.优选的,所述第一导电辊的直径等于或略小于第一驱动辊的直径,且导电辊组件需要独立驱动,第一导电辊、第二导电辊分别与驱动电机传动连接。
15.进一步,当第二平行线网位于第一驱动辊、第二驱动辊之间时,第一驱动辊、第二驱动辊作为切割辊,驱动辊组件位于导电辊组件上方,即导电辊组件下置,相较于原有的两辊、三辊式结构,对原有结构影响小。
16.优选的,导电辊组件下置时第一导电辊的直径小于导电辊组件上置时第一导电辊的直径,即导电辊组件下置时第一导电辊的直径明显小于第一驱动辊的直径,且导电辊组件不需要独立驱动,运转的加速、减速依靠线网摩擦力实现。
17.进一步,所述第一驱动辊上开设与其轴线相垂直的第一线槽,所述第二驱动辊上开设与其轴线相垂直且与第一线槽相对应的第二线槽,所述第一导电辊上开设与其轴线相垂直的第一过渡线槽,所述第二导电辊上开设与其轴线相垂直且与第一过渡线槽相对应的第二过渡线槽。
18.优选的,所述第一线槽、第二线槽、第一过渡线槽和第二过渡线槽均平行且等间隔的设有多个。
19.进一步,所述第一导电辊、第二导电辊在导电辊组件的安装面内倾斜设置,保证金刚线走线方向与第一过渡线槽、第二过渡线槽相契合。
20.进一步,所述第一导电辊的轴线与第二导电辊的轴线所在面为导电辊组件的安装面,所述第一驱动辊的轴线与第二驱动辊的轴线所在面为驱动辊组件的安装面,且导电辊组件的安装面平行于驱动辊组件的安装面。
21.进一步,所述第一驱动辊的轴线与第一导电辊的轴线夹角为
ɑ
,且α》0
°
,所述第一平行线网与第二平行线网的夹角为β,且β》0
°
。
22.优选的,金刚线首先导入第一线槽,倾斜导入下一个第一过渡线槽,经第一过渡线槽平行导入第二过渡线槽,然后,经第二过渡线槽倾斜导入第二线槽,最后,金刚线经第二线槽平行导入第一线槽,往返缠绕形成线网。
23.优选的,金刚线首先导入第一线槽,经第一线槽平行导入第二线槽,然后,倾斜导入下一个第二过渡线槽,经第二过渡线槽平行导入第一过渡线槽,最后,经第一过渡线槽倾斜导入第一线槽,往返缠绕形成线网。
24.进一步,所述线网的进线端设有放线组件,其出线端设有收线组件,且放线组件与收线组件的结构相同。
25.进一步,所述放线组件包括收放线辊、排线轮和张力轮,所述张力轮通过张力摆杆与张力电机传动连接,所述张力电机提供恒定扭矩为金刚线提供恒定张力,保证导入线网的金刚线张力恒定。
26.进一步,位于放线组件与收线组件中的张力电机提供的恒定扭矩相等。
27.进一步,在金刚线排线过程中,排线轮往复运动,以保证金刚线与收放线辊的轴线垂直。
28.进一步,所述第一导电辊、第二导电辊的表面均设有导电层,且第一导电辊、第二导电辊分别通过导电元件与高频脉冲电源形成电流通路,金刚线与导电层相对静止接触,实现线网稳定且均匀供电。
29.优选的,所述导电元件为电刷。
30.优选的,所述导电元件为导电轮,所述第一导电辊、第二导电辊均设有导电滑环,且导电滑环与导电轮滚动接触。
31.进一步,所述进给组件包括立柱和滑枕,所述滑枕上设有工件导向滑轨,且工件通过导电粘板与工件导向滑轨可滑动连接,实现工件上料、下料,所述滑枕与立柱可滑动连接,实现工件切割进给。
32.进一步,所述立柱上设有进给滑轨,所述滑枕上设有与进给滑轨滑动连接的滑块。
33.进一步,所述立柱位于滑枕的一侧,且立柱与床身固连,即采用单立柱结构,既能为滑枕及工件提供足够的安装调试空间,又便于工件上料、下料。
34.进一步,所述导电粘板上设有与工件导向滑轨相匹配的夹持滑轨,且夹持滑轨与工件导向滑轨相嵌设置,实现卡紧。
35.进一步,所述工件导向滑轨、夹持滑轨和导电粘板均采用导电材料制成,所述工件通过导电胶粘接在导电粘板上。
36.进一步,所述工件导向滑轨与滑枕之间设有绝缘层。
37.进一步,所述立柱上设有驱动滑枕沿着进给滑轨滑动的动力组件。
38.进一步,所述导电元件与高频脉冲电源的其一电极形成电流通路,电流经导电元件传递至导电辊组件,金刚线与导电层相对静止接触得到供电,所述工件导向滑轨与高频脉冲电源的另一电极形成电流通路并为工件供电,工件和金刚线接触形成电流通路产生电火花用于切割,由于放电作用,增加了放电刻蚀去除,提高了切割效率。
39.本发明的有益效果是:
40.1、导电辊组件倾斜设置,保证金刚线走线方向与第一过渡线槽、第二过渡线槽相契合,避免金刚线出现跳线、斜拉等现象,有助于提高切割质量和切割效率,同时,四辊结构增加了线网倾斜段两辊之间的距离,进一步降低了金刚线跳线的可能性。
41.2、驱动辊组件与倾斜设置的导电辊组件形成四辊结构,可增大线网夹角,减小驱动辊组件和导电辊组件受到的金刚线线网的合力,提高驱动辊组件和导电辊组件使用寿命,同时,有助于进一步增加线网数目,减小线网间距,增加单刀出片数量,提高切割效率,降低生产成本。
42.3、在放线组件与收线组件中,通过张力电机提供恒定且相等的扭矩,有助于提高线网张力的稳定性,从而提高切割质量及保证切割质量的一致性,同时,导电辊组件同时为线网中所有金刚线实现进电,有利于电流均匀稳定,放电效果一致性好,保证切割质量一致。
43.4、工件通过导电粘板与工件导向滑轨可滑动连接,实现工件上料、下料,滑枕与立柱可滑动连接,实现工件切割进给,结构简单,有助于减轻重量,防止发生静力变形,提高进
给精度,增强动态响应性能。
44.5、在四辊结构中,无论驱动辊组件还是导电辊组件位于下方,均位于金刚线下方两侧,不存在接收上层线网切割废料问题,避免被污染。
附图说明
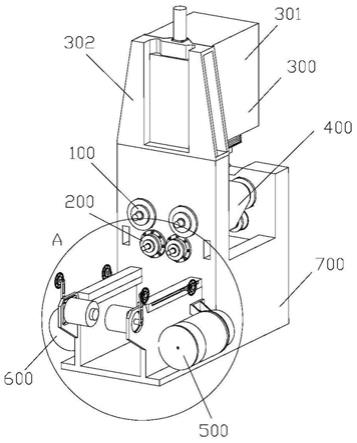
45.图1是本发明的整体结构示意图;
46.图2是切割组件一种实施方式的结构示意图;
47.图3是切割组件另一种实施方式的结构示意图;
48.图4是线网的俯视图;
49.图5是切割组件的俯视图;
50.图6是图1中a处局部示意图;
51.图7是第一导电辊与导电轮的装配示意图;
52.图8是进给组件的正面示意图。
53.附图中:100-驱动辊组件、101-第一驱动辊、102-第二驱动辊、103-第一线槽、104-第二线槽;
54.200-导电辊组件、201-第一导电辊、2011-导电层、2012-导电滑环、202-第二导电辊、210-导电轮、203-第一过渡线槽、204-第二过渡线槽;
55.300-进给组件、301-滑枕、302-立柱、303-工件导向滑轨、304-导电粘板、305-夹持滑轨、306-进给滑轨;
56.400-线网、401-第一平行线网、402-第二平行线网;
57.500-放线组件、501-收放线辊、502-排线轮、503-张力轮、504-张力电机;600-收线组件、700-床身、800-金刚线、900-工件。
具体实施方式
58.为了使本领域的人员更好地理解本发明的技术方案,下面结合本发明的附图,对本发明的技术方案进行清楚、完整的描述,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的其它类同实施例,都应当属于本技术保护的范围。此外,以下实施例中提到的方向用词,例如“上”“下”“左”“右”等仅是参考附图的方向,因此,使用的方向用词是用来说明而非限制本发明创造。
59.实施例一:
60.如图1和图4所示,一种四辊金刚线多线切割机,包括床身700、切割组件和进给组件300。所述切割组件采用四辊结构,且切割组件与床身700可转动连接,所述四辊结构包括间隔设置的驱动辊组件100和导电辊组件200,且导电辊组件200相对于驱动辊组件100倾斜设置,四辊结构所在区域形成切割室,进给组件300位于所述切割室的顶部,所述进给组件300与床身700可滑动连接,以带动工件进给实现切割。所述床身700上安装有并排设置的收线装置600和放线装置500,所述放线装置500放出的金刚线依次通过四辊结构并在四辊结构上均匀缠绕形成线网400后与收线装置600连接。本实施例中,所述床身700为半框架结构,进给组件300位于床身700的一侧,与进给组件300相对的一侧作为工件上料、下料的通道。在其他一些实施例中,所述床身700还可为全框架结构,驱动辊组件100、导电辊组件200
和进给组件300均位于床身700内部。
61.如图1和图2所示,所述驱动辊组件100包括平行设置且结构相同的第一驱动辊101和第二驱动辊102,所述导电辊组件200包括平行设置且结构相同的第一导电辊201和第二导电辊202,采用四辊结构增大线网夹角,减小驱动辊组件100和导电辊组件200受到的金刚线线网的合力,提高使用寿命,同时,有助于进一步增加线网数目,减小线网间距,增加单刀出片数量,提高切割效率,降低生产成本。此外,驱动辊组件100与导电辊组件200间隔设置,增大线网距离,增大切割空间,能够切割更大直径的工件,扩大加工范围。本实施例中,所述驱动辊组件100和导电辊组件200沿着竖直方向间隔设置,此时,第一驱动辊101、第二驱动辊102、第一导电辊201、第二导电辊202、工件900均呈卧式。在其他一些实施例中,所述驱动辊组件100和导电辊组件200沿着水平方向间隔设置,此时,第一驱动辊101、第二驱动辊102、第一导电辊201、第二导电辊202、工件900均呈立式。
62.如图4所示,所述线网400包括第一平行线网401以及用于形成切割区的第二平行线网402,且第一平行线网401和第二平行线网402存在夹角,也就是说,第二平行线网用于切割工件900。如图2所示,当第二平行线网位于第一驱动辊101、第二驱动辊102之间时,第一驱动辊101、第二驱动辊102作为切割辊,相较于原有的两辊、三辊式结构,对原有结构影响小。本实施例中,所述第一导电辊201的直径明显小于第一驱动辊101的直径,且导电辊组件200不需要独立驱动,运转的加速、减速依靠线网摩擦力实现。
63.如图3所示,当第二平行线网位于第一导电辊201、第二导电辊202之间时,第一导电辊201和第二导电辊202作为切割辊。优选的,所述第一导电辊201的直径等于或略小于第一驱动辊101的直径。
64.以第一导电辊201为例,所述第一导电辊201包括传动连接的芯轴、第一主轴和第二主轴,所述第一主轴通过第一主轴承组与第一支撑座可转动连接,所述第二主轴通过第二主轴承组与第二支撑座可转动连接,且第二主轴承组和第一主轴承组内均包含多个滚动轴承。当第一驱动辊101、第二驱动辊102作为切割辊时,第一导电辊201和第二导电辊202受力极小,刚度要求不高,适合难切材质、电阻率低、对切割进给速度要求较高的工况。当第一导电辊201和第二导电辊202作为切割辊时,第一导电辊201和第二导电辊202之间的线网要承受一定的进给和切割力,结构中对刚性有要求,适合易切材质、电阻率偏高、对切割进给速度要求不高的工况,第一导电辊201和第二导电辊202分别与驱动电机传动连接。
65.实施例二:
66.如图2、图4和图5所示,所述第一驱动辊101上开设与其轴线相垂直的第一线槽103,所述第二驱动辊102上开设与其轴线相垂直且与第一线槽103相对应的第二线槽104,所述第一导电辊201上开设与其轴线相垂直的第一过渡线槽203,所述第二导电辊202上开设与其轴线相垂直且与第一过渡线槽203相对应的第二过渡线槽204。所述第一线槽103、第二线槽104、第一过渡线槽203和第二过渡线槽204均平行且等间隔的设有多个,金刚线400沿着第一线槽103、第二线槽104、第一过渡线槽203和第二过渡线槽204走线,以满足多线切割机的线网要求。
67.所述第一导电辊201、第二导电辊202在导电辊组件的安装面内倾斜设置,保证金刚线800走线方向与第一过渡线槽203、第二过渡线槽204相契合。所述第一导电辊201的轴线与第二导电辊202的轴线所在面为导电辊组件的安装面,所述第一驱动辊101的轴线与第
二驱动辊102的轴线所在面为驱动辊组件的安装面,且导电辊组件的安装面平行于驱动辊组件的安装面。所述第一驱动辊101的轴线与第一导电辊201的轴线夹角为
ɑ
,且α》0
°
,所述第一平行线网401与第二平行线网402的夹角为β,且β》0
°
。金刚线800首先导入第一线槽103,倾斜导入下一个第一过渡线槽203,经第一过渡线槽203平行导入第二过渡线槽204,然后,经第二过渡线槽204倾斜导入第二线槽104,最后,金刚线800经第二线槽104平行导入第一线槽103,倾斜导入下一个第一过渡线槽203,如此往返缠绕,在第一驱动辊101、第二驱动辊102之间形成第二平行线网402,用于切割工件900,在第一导电辊201、第二导电辊202之间形成第一平行线网401,即为线网倾斜段。
68.如图3所示,金刚线800首先导入第一线槽103,经第一线槽103平行导入第二线槽104,然后,倾斜导入下一个第二过渡线槽204,经第二过渡线槽204平行导入第一过渡线槽203,最后,经第一过渡线槽203倾斜导入下一个第一线槽103,经第一线槽103平行导入第二线槽104,如此往返缠绕,在第一导电辊201、第二导电辊202之间形成第二平行线网402,用于切割工件900,在第一驱动辊101、第二驱动辊102之间形成第一平行线网401,即为线网倾斜段。
69.综上所述,在四辊结构中,无论驱动辊组件还是导电辊组件位于下方,均位于金刚线下方两侧,不存在接收上层线网切割废料问题,避免被污染,同时,四辊结构增加了线网倾斜段两辊之间的距离,降低了金刚线800跳线的可能性。
70.如图6所示,所述线网的进线端设有放线组件500,其出线端设有收线组件600,且放线组件500与收线组件600的结构相同。以放线组件500为例,所述放线组件500包括收放线辊501、排线轮502和张力轮503,金刚线在收放线辊501上呈螺旋式往复排列,从收放线辊501出发后需要排线轮502往复运动配合,尽量保证金刚线与收放线辊501轴线垂直,有利于保证金刚线的线速稳定,提高切割质量。金刚线从排线轮502离开后经导入张力轮503,所述张力轮503通过张力摆杆与张力电机504传动连接,所述张力电机504提供恒定扭矩为金刚线提供恒定张力,保证导入线网的金刚线张力恒定。之后,金刚线由导向轮导入第一线槽103中。线网排布结束后,金刚线由导向轮导入收线组件600的张力轮,由驱动张力摆杆的张力电机输出的恒扭矩为金刚线提供恒定张力,保证导入收线组件的金刚线的张力恒定且与切割区张力相等,也就是说,位于放线组件500与收线组件600中的张力电机提供的恒定扭矩相等。在反向放出金刚线时,张力均匀,金刚线长度不变,避免金刚线由于张力不一致导致长度突变引起张力摆杆大幅度摆动,导致金刚线张力波动大。同时,收线组件中的排线轮往复运动使金刚线以往复螺旋方式均匀排列在收放线辊上,保证了卷径有规律的缓慢变化,有利于张力控制。
71.实施例三:
72.如图2和图7所示,所述第一导电辊201、第二导电辊202的表面均设有导电层2011,且第一导电辊201、第二导电辊202分别通过导电元件与高频脉冲电源形成电流通路,金刚线800与导电层2011相对静止接触,实现线网稳定且均匀供电。本实施例中,所述导电元件为导电轮210,在其他一些实施例中,所述导电元件还可为电刷,但是,电刷易损耗。
73.以第一导电辊201为例,第一导电辊201上设有导电滑环2012,且导电滑环2012与导电轮210滚动接触,所述导电层2011沿着第一导电辊201的长度方向延伸,实现线网稳定供电。所述导电轮210包括可相对转动的动子和定子,所述动子与导电滑环2011滚动接触,
且动子的表层采用导电材料制成。所述动子和定子之间设有轴承,且定子与高频脉冲电源形成电流通路。
74.实施例四:
75.如图1和图8所示,所述进给组件300包括立柱302和滑枕301,所述滑枕301上设有工件导向滑轨303,且工件900通过导电粘板304与工件导向滑轨303可滑动连接,实现工件900上料、下料,具体的,所述导电粘板304上设有与工件导向滑轨303相匹配的夹持滑轨305,且夹持滑轨305与工件导向滑轨303相嵌设置,实现卡紧。所述滑枕301与立柱302可滑动连接,实现工件900切割进给。具体的,所述立柱303上设有进给滑轨306,所述滑枕301上设有与进给滑轨306滑动连接的滑块,同时,所述立柱302上设有驱动滑枕301沿着进给滑轨306滑动的动力组件。所述立柱302位于滑枕301的一侧,且立柱302与床身700固连,即采用单立柱结构,既能为滑枕301及工件900提供足够的安装调试空间,又便于工件900上料、下料。
76.所述导电元件与高频脉冲电源的其一电极形成电流通路,电流经导电元件传递至导电辊组件,金刚线与导电层相对静止接触得到供电,所述工件导向滑轨303、夹持滑轨305和导电粘板304均采用导电材料制成,所述工件900通过导电胶粘接在导电粘板304上,且工件导向滑轨303与滑枕301之间设有绝缘层,所述工件导向滑轨303与高频脉冲电源的另一电极形成电流通路并为工件900供电,工件900和金刚线接触形成电流通路产生电火花用于切割,由于放电作用,增加了放电刻蚀去除,提高了切割效率。
77.以上已将本发明做一详细说明,以上所述,仅为本发明之较佳实施例而已,当不能限定本发明实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本发明涵盖范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1