一种自动化陶瓷练泥设备的制作方法
1.本发明涉及陶瓷自动加工设备技术领域,具体为一种自动化陶瓷练泥设备。
背景技术:
2.陶瓷,中国人早在约公元前8000-2000年就发明了陶器。用陶土烧制的器皿叫陶器,用瓷土烧制的器皿叫瓷器。陶瓷则是陶器、炻器和瓷器的总称。古人称陶瓷为瓯。
3.目前,用于进行陶瓷加工的陶土多以天然粘土以及各种天然矿物为主要原料,陶土需要进行练泥后方可运用于陶瓷器的加工,而现有的陶泥的练泥加工多采用采用机械真空练泥的方式,真空练泥机具有省工、省时、省力等优点,可以极大地提高陶泥练泥的生产效率,但是真空练泥机练制的泥料,由于在粉碎时使用雷蒙机破碎,经高速旋转而破碎的泥料几乎均等,再经练泥机强力搅合,其颗粒呈定向排列,泥料中潜伏着应力,这些应力会在高温烧成中释放出来,使坯件各部位呈不均一收缩,从而引起制品收缩、变形率加大,在烧成条件相同时,尽管表面光洁,但吸水率和气孔率有了明显的下降,既影响艺术效果,也影响实用功能。
4.而手工练泥相对机械真空练泥而言,采用揉捏敲击的方式,泥料的比重小,坯件气孔率大,烧成后制品的收缩、变形率小,手工制备的熟泥,由于泥团颗粒粗细悬殊,烧成后体积收缩不一,器表粗颗粒略有凸出,且因长期陈腐,有机质形成,胎质富有滋润的光泽质感,而疏松的内壁因泥料矿物组成和团较堆积等因素而形成的空隙,具有一定的气孔率和吸水率,手工练制的泥料泥门松疏,结构状态自然,器表的肌理效果较好,更能体现紫砂的本质和特性,而茶壶的吸水性和结构的自然性会直接影响其实用功能,所以近年来,一些高档紫砂作品的制作用料又开始恢复到原始的手工练泥,而传统的手工练泥工序较为缓慢,部分练泥工序手工操作环节较为复杂,对工作人员的体力有一定要求,这些因素都十分影响紫砂作品的产量,同时由于传统手工练泥工序较为复杂,在传承方面受到一定影响,不利于传统文化遗产的保护。
5.在专利号为cn201811026104.4的中国专利中,公开了一种陶瓷工艺中快速练泥设备,包括练泥两用基座,所述练泥两用基座下端开凿有矿粉移位滑槽,所述矿粉移位滑槽内滑动连接有紫砂矿粉收纳盒,所述练泥两用基座中间开凿有斜面漏斗,所述斜面漏斗下端开凿有矿粉下落孔,可以实现在紫砂作品使用传统手工练泥方式时,大幅提高手工练泥的工作效率。
6.但是,上述专利公开的练泥设备,仅适用于将矿石加工成矿粉的过程,并不适用于陶泥的揉搓、拍打去除空气的过程。
技术实现要素:
7.针对以上问题,本发明提供了一种自动化陶瓷练泥设备,其通过揉捏敲击方式替代机械破碎练泥的方式,且每次揉捏组件对陶泥进行敲击揉捏之后,刮料组件对陶泥进行刮铲集中,使得陶泥重新聚集,进行反复敲击,达到模拟手工进行陶泥练泥的目的,使得练
泥加工出的陶泥更适用于陶瓷器的加工。
8.为实现上述目的,本发明提供如下技术方案:
9.一种自动化陶瓷练泥设备,包括机架,还包括:
10.练泥锅,所述练泥锅安装于所述机架的顶部,该练泥锅用于承载陶泥;
11.练泥机构,所述练泥机构通过升降机构安装于所述练泥锅的正上方,该练泥机构由密封盖、揉捏组件及刮料组件组成;
12.所述密封盖与所述练泥锅配合形成密闭的练泥空间;
13.所述揉捏组件安装于所述密封盖上,该揉捏组件对所述练泥锅内的陶泥进行反复锤击;
14.所述刮料组件安装于所述密封盖上,该刮料组件将所述练泥锅内被锤击后的陶泥通过刮铲的方式进行集中供所述揉捏组件再次进行锤击。
15.作为改进,所述密封盖上设置有真空排气孔,每次工作之前,外设的抽真空设备通过所述真空排气孔将所述练泥空间内的空气排出。
16.作为改进,所述密封盖由安装于所述机架上的升降机构带动进行升降设置,且所述升降机构同步带动所述揉捏组件及刮料组件升降。
17.作为改进,所述揉捏组件包括沿竖直方向升降敲击设置的敲击锤,该敲击锤与所述练泥锅上呈弧形设置的底部配合对该练泥锅内的陶泥进行敲击揉捏处理。
18.作为改进,所述敲击锤呈花瓣形设置,该敲击锤由锤体、揉捏指及缺口组成;
19.所述锤体呈锥形设置;
20.所述揉捏指及所述缺口呈间隔交错设置于所述敲击锤的周向上。
21.作为改进,所述敲击锤由揉捏组件中的抬升驱动器带动升降敲击的过程中,所述敲击锤沿轴向进行旋转,切换所述揉捏指与所述缺口的位置。
22.作为改进,所述刮料组件由若干围绕所述敲击锤呈圆周等距排列分布的刮料铲组成,所述敲击锤抬升时,所述刮料铲下降对练泥锅内的陶土进行刮铲集中。
23.作为改进,所述刮料铲均通过对应的杠杆与转动套设于敲击锤上的连接环连接,所述杠杆均通过吊设环吊设于所述密封盖上,该吊设环转动安装于所述密封盖上,所述敲击锤抬升时,通过连接环带动所述杠杆摆动,使得所述刮料铲沿所述练泥锅的内侧壁进行陶泥刮铲工作。
24.作为改进,所述敲击锤及所述刮料铲均由旋转机构同步带动绕所述敲击锤的轴向进行旋转切换。
25.作为改进,所述旋转机构由驱动器、主动齿轮、齿盘及齿圈;
26.所述驱动器安装于所述密封盖上,该驱动器带动所述主动齿轮旋转;
27.所述齿盘安装于所述敲击锤上,该齿盘与所述主动齿轮啮合设置;
28.所述齿圈安装于所述吊设环的内圈上,该齿圈与所述主动齿轮啮合设置。
29.本发明的有益效果在于:
30.(1)本发明通过揉捏敲击方式替代机械破碎练泥的方式,且每次揉捏组件对陶泥进行敲击揉捏之后,刮料组件对陶泥进行刮铲集中,使得陶泥重新聚集,进行反复敲击,达到模拟手工进行陶泥练泥的目的,使得练泥加工出的陶泥更适用于陶瓷器的加工;
31.(2)本发明在敲击锤时,将敲击锤的形状设置为花瓣状,在进行陶泥的揉捏敲击
时,凸起的揉捏指对陶泥进行挤压揉捏,而缺口则供陶泥集中,形成类似手指对陶泥进行揉捏的效果,达到消除陶泥中的空气和应力的目的;
32.(3)本发明的敲击锤在每完成一次的敲击工作后,会由旋转机构带动进行旋转,使得揉捏指与缺口的位置进行切换,达到每次敲击的位置进行变换的目的,使得敲击揉捏的更为的分散,覆盖面更广;
33.(4)本发明通过敲击锤的复位带动刮料铲对陶泥进行刮铲集中,节奏衔接紧密,加工步骤井然有序,不会干涉,且刮料铲也会在每次敲击后进行旋转切换位置,使得刮料铲能从各个角度对练泥锅内侧壁上的陶泥进行刮铲集中,不会出现死角,出现遗漏。
34.综上所述,本发明具有结构巧妙,练泥效果好等优点,尤其适用于陶瓷工艺品用陶泥练泥加工设备技术领域。
附图说明
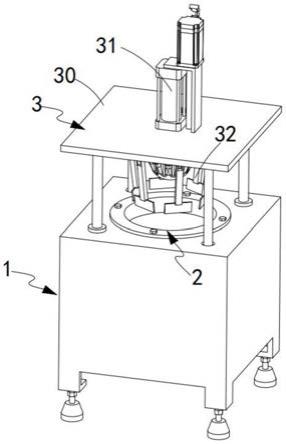
35.图1为本发明立体结构示意图一;
36.图2为本发明剖视结果示意图;
37.图3为本发明局部立体结构示意图;
38.图4为本发明练泥机构立体结构示意图;
39.图5为本发明敲击锤立体结构示意图;
40.图6为本发明练泥机构剖视结构示意图一;
41.图7为本发明练泥机构剖视结构示意图二;
42.图8为本发明抬旋转机构立体结构示意图。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
45.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
46.实施例1:
47.如图1至图6所示,一种自动化陶瓷练泥设备,包括机架1,还包括:
48.练泥锅2,所述练泥锅2安装于所述机架1的顶部,该练泥锅2用于承载陶泥;
49.练泥机构3,所述练泥机构3通过升降机构4安装于所述练泥锅2的正上方,该练泥
机构3由密封盖30、揉捏组件31及刮料组件32组成;
50.所述密封盖30与所述练泥锅2配合形成密闭的练泥空间200;
51.所述揉捏组件31安装于所述密封盖30上,该揉捏组件31对所述练泥锅2内的陶泥进行反复锤击;
52.所述刮料组件32安装于所述密封盖30上,该刮料组件32将所述练泥锅2内被锤击后的陶泥通过刮铲的方式进行集中供所述揉捏组件31再次进行锤击。
53.进一步的,所述密封盖30上设置有真空排气孔300,外设的抽真空设备通过所述真空排气孔300将所述练泥空间200内的空气排出,在每次工作之前,练泥锅2内放入陶泥,之后合上密封盖30,练泥空间200密封,之后通过真空排气孔300将练泥空间200内抽真空处理。
54.更进一步的,所述密封盖30由安装于所述机架1上的升降机构4带动进行升降设置,且所述升降机构4同步带动所述揉捏组件31及刮料组件32升降。
55.此外,所述揉捏组件31包括沿竖直方向升降敲击设置的敲击锤311,该敲击锤311与所述练泥锅2上呈弧形设置的底部配合对该练泥锅2内的陶泥进行敲击揉捏处理。
56.需要说明的是,在进行练泥时敲击锤311由气缸带动升降对练泥锅2内的陶泥进行连续的敲击揉捏,使得陶泥通过敲击揉捏,去除空气,消除应力的目的。
57.进一步说明的是,升降机构4有对角设置的抬升气缸和导杆组成。
58.实施例2:
59.参考实施例1描述本发明实施例2的区别点在于:
60.如图5至图8所示,所述敲击锤311呈花瓣形设置,该敲击锤311由锤体3111、揉捏指3112及缺口3113组成;
61.所述锤体3111呈锥形设置;
62.所述揉捏指3112及所述缺口3113呈间隔交错设置于所述敲击锤311的周向上。
63.进一步的,所述敲击锤311由揉捏组件31中的抬升驱动器312带动升降敲击的过程中,所述敲击锤311沿轴向进行旋转,切换所述揉捏指3112与所述缺口3113的位置。
64.需要说明的是,在敲击锤311进行敲击的过程中,锤体3111模拟手掌的按压,揉捏指3112模拟手指对陶泥进行挤压揉捏,而缺口模拟指缝之间陶泥的集中,使得陶泥完全敲击揉捏完全模拟手工练泥的过程,且完全自动化进行,效率较人工练泥更为的高效,练泥品质反而与手工练泥完全一致。
65.进一步说明的是,在每次敲击揉捏之后,敲击锤311会进行一定角度的旋转,使得揉捏指与缺口进行切换,代替手工练泥过程中,陶泥被反复摔打,变换揉捏角度的目的。
66.实施例3:
67.参考实施例1与实施例2描述本发明实施例3的区别点在于:
68.如图6至图8所示,所述刮料组件32由若干围绕所述敲击锤311呈圆周等距排列分布的刮料铲321组成,所述敲击锤311抬升时,所述刮料铲321下降对练泥锅2内的陶土进行刮铲集中。
69.进一步的,所述刮料铲321均通过对应的杠杆322与转动套设于敲击锤311上的连接环323连接,所述杠杆322均通过吊设环324吊设于所述密封盖30上,该吊设环324转动安装于所述密封盖30上,所述敲击锤311抬升时,通过连接环323带动所述杠杆322摆动,使得
所述刮料铲321沿所述练泥锅2的内侧壁进行陶泥刮铲工作。
70.更进一步的,所述敲击锤311及所述刮料铲321均由旋转机构5同步带动绕所述敲击锤311的轴向进行旋转切换。
71.具体的,所述旋转机构5由驱动器51、主动齿轮52、齿盘53及齿圈54;
72.所述驱动器51安装于所述密封盖30上,该驱动器51带动所述主动齿轮52旋转;
73.所述齿盘53安装于所述敲击锤311上,该齿盘53与所述主动齿轮52啮合设置;
74.所述齿圈54安装于所述吊设环324的内圈上,该齿圈54与所述主动齿轮52啮合设置。
75.需要说明的是,在陶泥每次没敲击揉捏之后,陶泥变得分散,需要再次进行集中,便于反复的敲击练泥,通过敲击锤311的回复抬升,带动杠杆322进行摆动,使得刮料铲321沿所述练泥锅2的内侧壁向下进行陶泥刮铲工作,使得粘附在练泥锅内侧壁上的陶泥被翻卷起,再次集中。
76.进一步说明的是,由于陶泥在练泥过程中,分布是不规则的,固定设置的刮料铲321无法对练泥锅2内侧壁上所有的陶泥进行刮铲,通过将刮料铲321进行旋转设置,使得刮料铲321全面的进行陶泥的刮铲集中处理。
77.更进一步说明的是,在敲击锤311回复到位后,主动齿轮52分别与齿盘53及齿圈54完成啮合,此时,电控箱控制驱动器51工作,使得主动齿轮2旋转一定角度,达到敲击锤311与刮料铲321同步旋转切换的目的。
78.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1