一种装配式水泥混凝土板体生产装备及其安装和使用方法
1.本发明涉及铺面工程技术领域,具体涉及一种装配式水泥混凝土板体生产装备及其安装和使用方法。
背景技术:
2.装配式水泥混凝土铺面具有工厂化、标准化、机械化的特点,相比于传统的现浇水泥混凝土铺面,其建造速度快、工程质量高、施工过程绿色环保。装配式水泥混凝土板的生产质量直接影响着铺面装配后的病害发生频率、施工质量,其板体的模具一般采用钢制模具,优点是刚度大,抗变形能力强,能在相当程度上保证浇筑好的水泥混凝土板具有较高的精度,使生产出的水泥混凝土板在整体外形上呈现高度规则性的几何形状。装配式水泥混凝土板的优势之一就是实现质量可控,其原因是工厂内稳定的预制流水线和生产条件,相比于雨雪暴风降温等环境更加稳定单一,混合料供应稳定且环境有序。国内装配式房屋和装配式无砟轨道板率先实现了工厂化的智能作业流水线,参照其工艺装配式铺面的生产线也相继建设。但在实际生产中,遇到以下技术问题:在大温差条件下生产板体极易发生侧边变形从而无法满足装配精度要求。
3.在昼夜温差大的生产条件下,即使是在工厂内对装配式混凝土板体进行预制,生产模具仍然会在混凝土重力和自身胀缩作用下发生变形,导致装配式铺面板的长边实际呈弧形而非规则直线,因此铺面板在装配后接缝处出现过宽间隙,在一些大温差情况下甚至可以达到4cm,宽间隙使得接缝处更加容易发生剥落、断裂、冻胀等不可逆的病害,因此严重影响装配式水泥混凝土道面的使用寿命。因此,在生产过程中应当尽可能约束板体模具的侧边变形,现有常见方法为:=在侧边模加装肋板或在装配式板体内部加装约束钢筋,前者肋板的安装拆卸工作过于繁琐,肋板数量众多且容易出现拆装困难的现象,与工厂内批量化生产的理念相矛盾;后者虽然加筋的应力施加程度难以控制,应力施加过大会导致板体成型过程中板体中部向内形变产生缝隙,且在脱模后相比较普通板更容易形成内部裂缝,在荷载下引发破坏。
技术实现要素:
4.本发明的目的在于提供一种装配式水泥混凝土板体生产装备及使用方法,其原理是在装配式水泥混凝土铺面板的生产装备中联用智能图像解析算法、传感监测设备和自动化配套机械装置,在混凝土硬化阶段,对生产模具形成严格侧向约束力,提供相对稳定的类养生环境,解决装配式水泥混凝土铺面板在大温差环境作用下变形过大、预制精度不足的现实问题。
5.本发明公开了一种装配式水泥混凝土板体生产装备,包括试模基坑、环基坑框型钢结构、液压千斤顶、应力传感器、千斤顶滑轨、液压千斤顶自控系统、叠搭钢梁、水泥混凝土板体模具、自控空调、通风管道、温度传感器、数显温度计、加湿机、风机、风机外管道、湿度监测计、数显湿度表、加湿管道、膜结构外罩、吊环、激光校准仪、激光校准仪滑轨、横滑
轨、纵滑轨、成像仪、钢结构吊架、起吊机械臂、现浇小试件。
6.所述的水泥混凝土板体模在完成浇筑后,由起吊机械臂移动至试模基坑中部,激光校准仪沿激光校准仪滑轨自由移动,根据水泥混凝土板体模具的底边尺寸紧贴基坑底部投射出与其外廓尺寸一致的激光束虚拟边框,引导起吊机械臂将水泥混凝土板体模具放置预定位置;放置完毕后,水泥混凝土板体模具的外侧放置有自控空调和加湿机,自控空调配备有配套的温度传感器、数显温度计,加湿机配备有配套的风机、湿度监测计、数显湿度表;所述的液压千斤顶共有两组,布设在水泥混凝土板体模具外侧与环基坑框型钢结构之间,可以自由沿千斤顶滑轨移动;在工作中,所述的膜结构外罩的底侧有电磁底框,在使用中通过起吊机械臂与环基坑框型钢结构完成对接,二者通过磁力连接,膜结构外罩与环基坑框型钢结构完成对接后,试模基坑及其上部形成一个相对密闭的空间;膜结构外罩内部装备有加湿管道,顶部外端设置有两个吊环,吊环可以灵活拆卸,起吊机械臂通过吊装吊环对膜结构外罩完成移动、拼接放置等工作,膜结构外罩对应吊环位置的内部固定有两个成像仪,用于监测水泥混凝土板体模具长边的微小形变。
7.进一步地,所述的激光校准仪滑轨由横、纵滑轨构成,若干激光校准仪固定在纵滑轨上,激光校准仪可以分别沿着横、纵滑轨上下移动,直至投射出的激光束虚拟边框与水泥混凝土板体模的外廓尺寸一致。
8.进一步地,所述的千斤顶滑轨的两侧伸出有固定臂,固定臂可通过高强螺栓固定在试模基坑进而固定千斤顶滑轨,在固定臂扥上侧安装有叠搭钢梁,叠搭钢梁的作用是保证液压千斤顶能够稳定施加荷载,千斤顶滑轨通过固定臂与试模基坑的紧固连接完成固定。
9.进一步地,所述的通风管道环绕固定在环基坑框型钢结构内侧,上有若干通风气孔,通风气孔用于加快试模基坑及其上部形成的相对密闭的空间内的空气循环效率,便于控温。
10.进一步地,所述的温度传感器的数量≥2支,至少有一支埋设在现浇小试件的中心,监测试样中心温度;至少有一支直接放置在试模基坑内部,监测空气温度;温度传感器配套使用数显温度计,二者通过数据线连接。
11.进一步地,所述的加湿机、风机并排布设在试模基坑上部外边缘、膜结构外罩外侧的位置,在膜结构外罩与环基坑框型钢结构通过磁力完成连接后,风机外管道与加湿管道对接,加湿机产生的气体通过风机经风机外管道、加湿管道在试模基坑及其上部空间完成循环。
12.进一步地,所述的湿度监测计直接放置在试模基坑内部,湿度监测计配套使用数显湿度表,二者通过数据线连接,数显湿度表可即时显示试模基坑及其上部空间组成的相对密闭空间内的湿度。
13.同时,本发明提供了一种装配式水泥混凝土板体生产装备的安装方法,具体参照如下步骤:
14.a1:挖出基坑,基坑表面调平,底面浇筑水泥混凝土;
15.a2:放置环基坑框型钢结构,使用水泥混凝土浇筑环基坑框型钢结构外围与基坑间的空隙;
16.a3:安装风机加湿机;安装自控空调,沿环基坑框型钢结构布设通风管道;
17.a4:安装千斤顶滑轨,并在千斤顶滑轨上布设液压千斤顶;
18.a5:安装激光校准仪滑轨,并将激光校准仪固定在纵滑轨上;
19.a6:安装并连接传感器,将湿度监测计放置在试模基坑内部,并连接数显湿度表,将温度传感器放置在试模基坑内部,并连接数显温度计;
20.a7:在膜结构外罩内部布设加湿管道,并检验风机外管道和加湿管道的适配性,确保衔接紧密无漏气;在膜结构外罩底部安装电磁底框;安装成像仪;
21.a8:安装钢结构吊架,完成起吊机械臂组装。
22.此外,本发明提供了一种装配式水泥混凝土板体生产装备的使用方法,具体参照如下步骤:
23.f1:根据水泥混凝土板体模具尺寸,利用激光校准仪滑轨和激光校准仪,在试模基坑的中心部位投射出完整的水泥混凝土板体模具框架;
24.f2:将完成浇筑的水泥混凝土板体模具托运至钢结构吊架一侧,使用起吊机械臂将水泥混凝土板体模具放置在试模基坑内投射出的框架内。
25.f3:微调激光校准仪,使激光光束均投射在水泥混凝土板体模具外表面;
26.f4:设置温度和湿度条件,开启自控空调,加湿机,风机;
27.f5:检验液压千斤顶能够正常工作,在液压千斤顶的施加力一侧黏贴片状应力传感器;
28.f6:采用与水泥混凝土板体模具内相同的浇筑材料浇筑现浇小试件,并将一支温度传感器插入在现浇小试件的中心位置;另一只温度传感器直接放置在试模基坑内部;
29.f7:将湿度传感器直接放置在试模基坑内部;
30.f8:检查数显湿度表和数显温度计能否正常工作,是否示数正常;
31.f9:启动成像仪,采用起吊机械臂将膜结构外罩起吊至试模基坑上方,通过人工辅助方法使膜结构外罩与环基坑框型钢结构通过磁力连接;
32.f10:通过成像仪自动识别水泥混凝土板体模具的两长边轮廓,并以激光校准仪射出的激光光束作为参照;当水泥混凝土板体模具长边的发生形变时,则其长边轮廓不再表现为一直线段,会发展成为曲线段;
33.f11:成像仪检测到图像中的曲线段,与激光校准仪发射的激光束直线段进行小准,确认发生偏差后向液压千斤顶自控系统传输信号,进一步控制液压千斤顶在最大偏移处施加应力;
34.f12:液压千斤顶的应力施加和监控;液压千斤顶在施加力的过程中,由应力传感器即时监测应力状态变化,并由成像仪实时识别图像中曲线段的变化情况,直至曲线段与激光校准仪发射的激光束最大偏差在2mm内,关停液压千斤顶,并保持其应力水平和位置不变。
35.f13:持续步骤10中的成像仪监测,当水泥混凝土板体模具长边轮廓再次发生形变,持续步骤11和步骤12继续进行校正。
36.f14:等待水泥混凝土板体达到28d或者规定天数,脱模;利用起吊机械臂将板体起吊后移送待用。
37.与相关技术相比较,本发明提供的一种装配式水泥混凝土板体生产装备及使用方法具有如下有益效果:
38.本发明提供的生产装备可以有效降低大温差条件下的板体侧边形变值。装备中使用智能图像解析算法,可直接监测装配式混凝土模具的板边形变量,并使用液压千斤顶自适应调整混凝土板体模具的板边应力约束,同时布设在液压千斤顶上的应力计能够在千斤顶施加荷载的过程中反应板体应力,结合应力、应变比值和模具材料的模量关系即可推算出千斤顶的施力位移,使千斤顶对模具变形的校正过程趋于高精度化作业。此外,本发明所提供的装置能够对装配式混凝土板提供相对稳定的类养生环境,对应当地的气候环境和节气变化灵活调整湿度和温度,尽量避免装配式水泥混凝土铺面板在大温差环境作用下变形过大、预制精度不足的现实问题;本发明提供生产装备的拼装方法可以用于现有装配式工厂的改造,经济性强;本发明提供生产装备的使用方法操作简单,控制智能高效,由液压千斤顶代替传统侧边肋板对磨具进行约束,且拆卸模具的耗时可有效降低。
附图说明
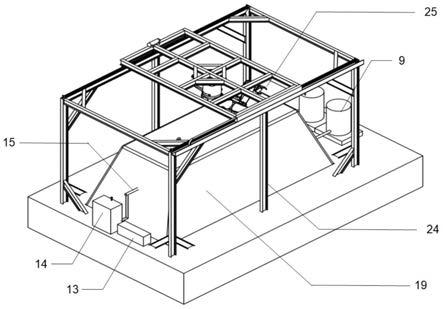
39.图1是本发明的整体结构示意图;
40.图2是本发明的试模基坑示意图;
41.图3是本发明的试模基坑的内部构件示意图;
42.图4是本发明的膜结构外罩外部结构示意图;
43.图5是本发明的膜结构外罩内部构件示意图;
44.图6是本发明的钢结构吊架及起吊机械臂示意图;
45.图7是本发明的钢结构吊架及起吊机械臂的三视图;
46.图8是本发明的千斤顶及其滑轨示意图;
47.图9是本发明的应力传感器的空间位置示意图;
48.图10是本发明的叠搭钢梁的空间位置示意图;
49.图11是本发明的激光校准仪及其滑轨示意图;
50.附图标记说明:
51.1试模基坑、2环基坑框型钢结构、3液压千斤顶、4应力传感器、5千斤顶滑轨、6液压千斤顶自控系统、7叠搭钢梁、8水泥混凝土板体模具、9自控空调、10通风管道、11温度传感器、12数显温度计、13加湿机、14风机、15风机外管道、16湿度监测计、17数显湿度表、18加湿管道、19膜结构外罩、20吊环、21激光校准仪、22激光校准仪滑轨、22-1横滑轨、22-2纵滑轨、23成像仪、24钢结构吊架;25起吊机械臂;26现浇小试件。
具体实施方式
52.下面将结合本发明施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
53.实施例1
54.参阅图1-11,一种装配式水泥混凝土板体生产装备,包括试模基坑1、环基坑框型钢结构2、液压千斤顶3、应力传感器4、千斤顶滑轨5、液压千斤顶自控系统6、叠搭钢梁7、水泥混凝土板体模具8、自控空调9、通风管道10、温度传感器11、数显温度计12、加湿机13、风
机14、风机外管道15、湿度监测计16、数显湿度表17、加湿管道18、膜结构外罩19、吊环20、激光校准仪21、激光校准仪滑轨22、横滑轨22-1、纵滑轨22-2、成像仪23、钢结构吊架24、起吊机械臂25、现浇小试件26。
55.其中,参阅图2和图3,试模基坑1内部分别布设有:环基坑框型钢结构2;液压千斤顶3、应力传感器4、千斤顶滑轨5、液压千斤顶自控系统6和叠搭钢梁7,千斤顶滑轨的两侧伸出有固定臂,固定臂可通过高强螺栓固定在试模基坑进而固定千斤顶滑轨,在固定臂扥上侧安装有叠搭钢梁,叠搭钢梁的作用是保证液压千斤顶能够稳定施加荷载,千斤顶滑轨通过固定臂与试模基坑的紧固连接完成固定,所述的液压千斤顶共有两组,布设在水泥混凝土板体模具外侧与环基坑框型钢结构之间,可以自由沿千斤顶滑轨移动;水泥混凝土板体模具8;参阅图4和图5,通风管道10,通风管道环绕固定在环基坑框型钢结构内侧,上有若干通风气孔,通风气孔用于加快试模基坑及其上部形成的相对密闭的空间内的空气循环效率,便于控温;温度传感器11,温度传感器的数量≥2支,至少有一支埋设在现浇小试件的中心,监测试样中心温度;至少有一支直接放置在试模基坑内部,监测空气温度;温度传感器配套使用数显温度计,二者通过数据线连接;湿度监测计16,所述的湿度监测计直接放置在试模基坑内部,湿度监测计配套使用数显湿度表,二者通过数据线连接,数显湿度表可即时显示试模基坑及其上部空间组成的相对密闭空间内的湿度;参阅图11,激光校准仪20和激光校准仪滑轨21,激光校准仪滑轨由横、纵滑轨构成,若干激光校准仪固定在纵滑轨上,激光校准仪可以分别沿着横、纵滑轨上下移动,直至投射出的激光束虚拟边框与水泥混凝土板体模的外廓尺寸一致;现浇小试件25。
56.参阅图1,并结合图2和图3,试模基坑1的上方结构依次是膜结构外罩19和钢结构吊架23、起吊机械臂24;膜结构外罩19内部装备有加湿管道18,膜结构外罩19顶部外端设置有两个吊环,吊环可以灵活拆卸,参阅图6和图7,起吊机械臂通过吊装吊环对膜结构外罩完成移动、拼接放置等工作,膜结构外罩对应吊环位置的内部固定有2个成像仪,用于监测水泥混凝土板体模具长边的微小形变。
57.参阅图1,图4和图5,试模基坑1的上部外边缘,膜结构外罩外侧的位置,布设有自控空调9、加湿机13、风机14。在膜结构外罩与环基坑框型钢结构通过磁力完成连接后,风机外管道与加湿管道对接,加湿机产生的气体通过风机经风机外管道、加湿管道在试模基坑及其上部空间完成循环。自控空调配备有配套的温度传感器、数显温度计,加湿机配备有配套的风机、湿度监测计、数显湿度表。
58.实施例2
59.对北方某地区的装配式智能生产线的成型设备进行改造。参照本发明提供的拼装方法对于原有生产线进行改造,改造预先完成有设计图纸,图纸尤其应对千斤顶滑轨、液压千斤顶、固定臂、叠搭钢梁、激光校准仪滑轨、水泥混凝土板体模具等布设在试模基坑内部的各个部分进行空间位置标定,确定试模基坑有足够的空间进行容纳。施工过程中的具体步骤如下:
60.a1:挖出基坑,基坑表面调平,底面浇筑水泥混凝土;结合该生产线的实际生产产品和改造需求,其生产线主要生产平面尺寸为2m
×
4m和2m
×
5m的两种规格的装配式水泥混凝土板,根据图纸拟定试模基坑尺寸为4m
×
10m;对原生产线的水泥混凝土结构进行原位破碎拆除,使用小型挖机开凿出出约5m
×
11m
×
1m的基坑,对底面处平后进行清理;再使用c40
级别的水泥混凝土进行浇筑。
61.a2:等待试模基坑内的水泥混凝土完全硬化后,放置环基坑框型钢结构,环基坑框型钢结构采用带冲孔的槽钢;紧接着,在环基坑框型钢结构的外侧放置2-5cm公分厚的木板作为临时支模,用泡沫胶对木板临时支模与底面之间的空隙进行密封,防止二次浇筑中水泥砂浆由底部渗出,后检查木板临时支模是否固定稳定,标定好此时环基坑框型钢结构的位置,并将其吊出或就地抬高,抬高距离不低于20cm;向木板临时支模与步骤a1中挖出的基坑内侧之间浇筑水泥混凝土,等待3d后拆除木板临时支模,并将环基坑框型钢结构重新放置在前述标定位置;此时,由于木板临时支模的拆除,导致环基坑框型钢结构与新浇筑混凝土之间出现了规则的空隙结构,向其中喷洒少量水保持湿度,采用施胶枪或者喷管将聚氨酯泡沫喷射至此空间内并完成粘结和密封过程,目的是将聚氨酯泡沫作为缓冲层和保温层,减少自控空调工作后热量向侧向的扩散,同时减缓温缩作用下浇筑的混凝土因为受到环基坑框型钢结构的传导压力(由液压千斤顶传导)而发生裂缝过早破坏。
62.a3:安装风机、加湿机,在试模基坑的短边一侧并排安装风机和加湿机,并在其对侧,即试模基坑的另外一侧短边安装自控空调;安装过程中风机外管道留置待用,等待膜结构外罩内部的加湿管布设完毕后统一连接;沿环基坑框型钢结构布设通风管道,通风管道的布设高度为环基坑框型钢结构高度的1/2,通过金属关卡固定在环基坑框型钢结构上。
63.a4:安装千斤顶滑轨,并在千斤顶滑轨上布设液压千斤顶;在试模基坑底面先标定出大尺寸的水泥混凝土板体模具8(2m
×
5m)的放置轮廓,避免千斤顶滑轨安装后与水泥混凝土板体模具8在空间位置上冲突导致重新安装;首选安装千斤顶滑轨,千斤顶滑轨共有两组,固定于试模基坑后再在千斤顶滑轨的两侧安装固定臂,在固定臂的上侧安装叠搭钢梁,后检查固定臂与试模基坑是否紧固连接,紧固后则千斤顶滑轨完成固定;在千斤顶滑轨上用毛刷涂抹机油,后将液压千斤顶放置在千斤顶滑轨上,液压千斤顶外接液压千斤顶自控系统6,接通千斤顶自控系统6电源和液压千斤顶电源,启动系统后检测液压千斤顶能否可以自由沿千斤顶滑轨平顺、自由地移动。
64.a5:安装激光校准仪滑轨,并将激光校准仪固定在纵滑轨上;在试模基坑内的千斤顶滑轨与标定出大尺寸的水泥混凝土板体模具8(2m
×
5m)的放置轮廓之间,安装激光校准仪滑轨,依次安装好横滑轨和纵滑轨后,在横滑轨上安装2个激光校准仪,其射出光束应与横滑轨的方向平行;同样在纵滑轨上安装2个激光校准仪,其射出光束应与纵滑轨的方向平行;手动校正激光校准仪的朝向和位置后,调整其位置检验投射出的激光束虚拟边框与水泥混凝土板体模的外廓尺寸一致,安装完成,固定好激光校准仪滑轨和4个激光校准仪。
65.a6:安装并连接传感器,考虑试模基坑的实际尺寸为4m
×
10m
×
1m,共放置3个湿度监测计和3个在温度传感器试模基坑内部,将湿度监测计连接数显湿度表,将温度传感器连接数显温度计;取出现浇小试件25的成型模具,倒入自来水后放置入温度传感器,观察数显温度计正常工作。
66.a7:在膜结构外罩内部布设加湿管道,并检验风机外管道和加湿管道的适配性,将步骤a3中留置待用的风机外管道与加湿管连接确保衔接紧密无漏气;在膜结构外罩底部安装电磁底框,将膜结构外罩与环基坑框型钢结构通过磁力连接,打开加湿机和风机,检验步骤a6中的数显湿度表是否监测到气体循环后在试模基坑及其上部空间的湿度变化,观察数显湿度表正常工作;在膜结构外罩顶部安装吊环和成像仪。
67.a8:安装钢结构吊架,完成起吊机械臂组装。
68.实施例3
69.安装完成后采用本发明提供的生产装备生产一批2m
×
4m的装配式水泥混凝土面板,具体参照如下步骤:
70.f1:根据水泥混凝土板体模具尺寸,利用激光校准仪滑轨和激光校准仪在,试模基坑的中心部位投射出2m
×
4m
×
0.4m的完整水泥混凝土板体模具框架;
71.f2:使用小型吊车将完成浇筑的水泥混凝土板体模具放置到钢结构吊架下方,后启动起吊机械臂将水泥混凝土板体模具整体放置在步骤f1中投射出的框架内;
72.f3:微调激光校准仪,使激光光束均投射在水泥混凝土板体模具外表面,并与其外表面吻合;
73.f4:设置温度为25℃,湿度为95%,目的是设置膜结构外罩与环基坑框型钢结构完成对接后,使试模基坑及其上部的相对密闭空间形成类混凝土养生室条件,开启自控空调,加湿机,风机,实时观察数显湿度表和数显温度计;
74.f5:启动液压千斤顶自控系统,检验液压千斤顶能够正常工作,在液压千斤顶的施加力一侧黏贴片状式的应力传感器;
75.f6:采用10cm
×
10cm
×
10cm的非标准抗压混凝土试件试模浇筑现浇小试件,采用与水泥混凝土板体模具内相同的浇筑材料,浇筑过程中并将一支温度传感器插入在现浇小试件的中心位置,同时将另外二支温度传感器直接放置在试模基坑内部,按对角线布设且二者的直线距离不小于4m;
76.f7:将湿度传感器直接放置在试模基坑内部,放置时注意湿度传感器的传感线不得妨碍液压千斤顶和激光校准仪在对应滑轨上的移动;
77.f8:观察数显湿度表和数显温度计能否正常工作,是否示数正常;
78.f9:启动成像仪,采用起吊机械臂将膜结构外罩起吊至试模基坑上方,通过人工辅助方法使膜结构外罩与环基坑框型钢结构通过磁力连接;
79.f10:通过成像仪自动识别水泥混凝土板体模具的两长边轮廓,并以激光校准仪射出的激光光束作为参照;当水泥混凝土板体模具长边的发生形变时,则其长边轮廓不再表现为一直线段,会发展成为曲线段;
80.f11:成像仪检测到图像中的曲线段,与激光校准仪发射的激光束直线段进行小准,确认发生偏差后向液压千斤顶自控系统传输信号,进一步控制液压千斤顶在最大偏移处施加应力;
81.f12:液压千斤顶的应力施加和监控;液压千斤顶在施加力的过程中,由应力传感器即时监测应力状态变化,并由成像仪实时识别图像中曲线段的变化情况,直至曲线段与激光校准仪发射的激光束最大偏差在2mm内,关停液压千斤顶,并保持其应力水平和位置不变;
82.f13:持续步骤10中的成像仪监测,当水泥混凝土板体模具长边轮廓再次发生形变,持续步骤11和步骤12继续进行校正;
83.f14:等待水泥混凝土板体达到28d或者规定天数,脱模;利用起吊机械臂将板体起吊后移送待用。
84.对比例1
85.与实施例3相比,但通过加筋侧向约束,不使用本发明提供的生产装备及方法。
86.对比例2
87.与实施例3相比,但通过肋板侧向约束,不使用本发明提供的生产装备及方法。
88.对比例3
89.与实施例3相比,无任何约束。
90.在相同温差环境(20℃)和尺寸(2m*4m)的装配式水泥混凝土铺面板的浇筑中,以装配式水泥混凝土板体模具的最大偏移量s(单位:cm)、接缝最大宽度bj(单位:cm)、拆卸模具作业时间t(单位:min)作为评价指标,将实施例3和对比例1-3中的3项评价指标进行测试比较,比较结果见表1。
91.表1对比例与实施例的评价指标测试结果
[0092] s/cmbj/cmt/min实施例30.3cm0.7cm3对比例11.4cm2.4cm12对比例21.1cm2.3cm11对比例32.6cm4.0cm17
[0093]
由测试结果,实施例3中的最大偏移量s相比较对比例1-3分别降低了78.57%、72.72%和88.46%,接缝最大宽度bj分别降低了70.83%、69.56%、82.50%;在对比例3中的模具不采用任何约束措施,其最大偏移量s达到2.6cm,接缝最大宽度bj达到4.0cm由此可知在大温差地区为保证装配式水泥混凝土面板的生产质量,对模具进行侧向约束是必要措施。此外,由于本发明采用的是液压千斤顶及其自控系统对水泥混凝土板进行可脱离式约束,且提供了更加稳定的养生条件,因此拆卸模板的作业时间t更低。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1