一种模具双行程升降注浆枪的制作方法
1.本发明涉及一种模具注浆枪,尤其涉及一种模具双行程升降注浆枪。
背景技术:
2.陶瓷注浆成型法是把陶瓷浆液浇注在石膏模具中使之成为制品的一种陶瓷制作方法,其易于实现批量化生产且生产速度快。随着产品需求的提高和产业升级,自动化生产方式逐渐替代传统的手工生产方式。
3.模生产属于陶瓷生产行业的一个分支,最近几年由于疫情,全球对医用手套的需求量增加,导致手套模具也出现了供不应求的局面。然而陶瓷手模注浆的生产线,还停留在一个比较原始的阶段,操作人员机械式动作,劳动强度大。一套手模约20kg,每一支手套模具都要经过上模、灌浆、吸附、倒浆、出模工序。
4.中国专利cn111015900a公开了一种日用陶瓷大小流量智能切换注浆机构,同样依靠双行程气缸驱动硅胶堵相对出浆口移动来控制出浆口的开闭,其硅胶堵位于出浆口之后,造成浆液沿着出浆口的方向向下喷出,这种喷砂方法容易造成浆液飞溅,不利于液位控制。
技术实现要素:
5.本发明为解决现有技术中存在的问题,提出了一种模具双行程升降注浆枪。
6.该注浆枪包括:用于向模具注入浆液的注浆枪单元,驱动注浆枪单元上下移动的z向移动机构;其中,z向移动机构为丝杠驱动机构,两组注浆枪单元通过钣金支座平列的固定在移动板上,移动板连接在丝杠的丝母上;注浆枪单元包括:固定设置的枪管,设置于枪管内的推杆,驱动推杆相对于枪杆移动的双行程气缸,设置于枪管和推杆底部的锥形枪尖;双行程气缸为双向伸出的气缸,上方的伸出杆与钣金支座固定连接,下方的伸出杆与推杆固定连接。
7.双行程气缸控制枪管底部出浆口的开闭,z向移动机构控制注浆枪单元的整体上下移动,确保注浆时,枪管的下部和锥形枪尖位于模具内部。
8.进一步地,推杆包括:与双行程气缸下方的伸出杆连接的一级推杆,底部设有锥形枪尖的二级推杆;所述枪管包括:包围在一级推杆中段的固定枪管,包围在二级推杆外部的密封枪管;其中,一级推杆与二级推杆之间通过螺纹固定连接,固定枪管与密封枪管通过进液管转换连接,同时,固定枪管通过枪管支座固定于钣金支座上。二级推杆底部的锥形枪尖位于密封枪管外部,确保从枪管内喷出的浆液在锥形枪尖的导流作用下,不会直接喷向模具底部,避免产生飞溅,注入的液体在模具内形成强烈的紊流,影响液位检测的精度,使得浆液平稳注入模具。
9.进一步地,进液管上还设有浆液供给口,一级推杆与二级推杆的连接部分位于进液管内,进液管与一级推杆之间导向配合的圆孔内设有密封圈。
10.进一步地,为了避免设备在停机、停气状态下,或压缩空气供应系统出现故障时,
密封枪管前端与锥形枪尖保持闭合状态,一级推杆与双行程气缸下方的伸出杆的之间通过双螺母结构锁紧连接,双螺母结构与枪管之间的推杆外圈套设有静态保持压簧。
11.进一步地,锥形枪尖安装在二级推杆底部,锥形枪尖具有双向圆锥面,密封枪管的底部设有密封内倒角,密封内倒角与锥形枪尖上方的锥面角度一致,锥形枪尖上部的锥面确保锥形枪尖与密封枪管之间密封可靠,锥形枪尖下部的锥面用于在注浆口关闭时,引流少量浆液沿着下部的锥面滴落至模具的开口内。
12.进一步地,二级推杆上靠近锥形枪尖的部分设有至少四件均布在二级推杆外径上的片状的导向滑动翼,导向滑动翼的外形与密封枪管内壁滑动配合,相邻的导向滑动翼之间的孔隙用于允许浆液通过。
13.进一步地,移动板侧面设有位置检测组件,位置检测组件包括自上而下排列的三个位置检测传感器,用于向双行程气缸发送位置信号,作为双行程气缸调整出液流量的依据,当开始注液阶段,双行程气缸的第一段行程伸出,浆液以较小而流速进入模具内,随着注浆枪单元在z向移动机构不断提升至中间位置检测传感器感应的位置时,双行程气缸的第二段行程伸出,浆液以较大而流速进入模具内。
14.进一步地,注浆枪还包括:设置于注浆枪单元下方,相对模具上下移动的检测控制单元,独立驱动检测控制单元上下移动的检测驱动单元。
15.进一步地,检测驱动单元包括:固定设置的气缸与气缸座,安装在气缸出杆端的连接板,与连接板固定连接,并且相对气缸座上的圆孔滑动配合的防转导向杆。
16.进一步地,检测控制单元包括:固定于连接板下方的一级水平轴,连接在一级水平轴两端的二级水平轴,与两端的二级水平轴分别连接的三级垂直轴;其中,一级水平轴上设有两组液位检测电极,三级垂直轴上安装一组模具检测对射传感器。
17.连接板与一级水平轴之间,一级水平轴与二级水平轴之间,二级水平轴与三级垂直轴之间,一级水平轴与液位检测电极之间,三级垂直轴与模具检测对射传感器之间均通过至少一个轴支座连接,确保液位检测电极与模具检测对射传感器相对于模具在空间三个方向上进行调整。
18.本发明的技术效果在于:注浆枪单元在注浆时可以在z向移动机构的驱动下伸入模具内部进行注浆,随着模具内浆液的上升,注浆枪单元也随之提起;双作用气缸在注浆过程中可以改变浆液出口的大小,以满足客户要去的初段注浆流速缓,第二段注浆流速大的要求。
19.设备倒班需要停机的过程中或者压缩空气供应突然出现故障时,双行程气缸不在受气压控制,此时推杆由于重力向下滑落,导致出浆口打开,密封枪管内部的浆液流出,造成浆液浪费与环境污染,甚至浆液流淌至设备表面后会损坏设备。为了避免上述情况,设置静态保持压簧,保证双作用气缸在失压状态时,气缸的上方伸出杆和下方伸出杆都处于在回缩的状态,紧闭浆液出口。
20.检测控制单元上的模具检测对射传感器在注浆前用于检测模具是否处于正确的位置上,液位检测电极利用浆液的导电原理,检测浆液的液位是否到达要求的高度,并且液位检测电极的正极与负极具有一定的高度差,使两者不会同时解除浆液,可以有效提升电极的使用寿命。
附图说明
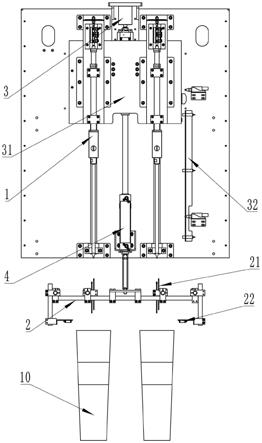
21.图1是本发明中注浆枪的轴侧图;
22.图2是本发明中注浆枪的主视图;
23.图3是本发明中注浆枪单元的轴侧图;
24.图4是本发明中注浆枪单元的剖视图;
25.图5是本发明中注浆枪单元出液端的局部剖视图;
26.图6是本发明中注浆枪单元出液端的注浆示意图。
27.图中,1.注浆枪单元,2.检测控制单元,3.z向移动机构,4.检测驱动单元,10.模具,11.双行程气缸,12.密封枪管,13.浆液供给口,14.锥形枪尖,15.静态保持压簧,16.一级推杆,17.密封圈,18.二级推杆,19.固定枪管,20.进液管,21.进液管,22.模具检测对射传感器,23.一级水平轴,24.进液管,25.三级垂直轴,26.轴支座,31.移动板,32.位置检测组件,33.钣金支座,41.气缸,42.气缸座,43.防转导向杆,44.连接板,111.双螺母结构,141.导向滑动翼,142.密封内倒角。
具体实施方式
28.下面结合图1至图6对本发明的具体实施方式进行说明。
29.图1和图2示意了注浆枪的整体布局结构,该注浆枪包括:用于向模具10注入浆液的注浆枪单元1,驱动注浆枪单元1上下移动的z向移动机构3;其中,z向移动机构3为丝杠驱动机构,两组注浆枪单元1通过钣金支座33平列的固定在移动板31上,移动板31连接在丝杠的丝母上;注浆枪单元1包括:固定设置的枪管,设置于枪管内的推杆,驱动推杆相对于枪杆移动的双行程气缸11,设置于枪管和推杆底部的锥形枪尖14;双行程气缸11为双向伸出的气缸,上方的伸出杆与钣金支座33固定连接,下方的伸出杆与推杆固定连接。
30.移动板31侧面设有位置检测组件32,位置检测组件32包括自上而下排列的三个位置检测传感器,用于向双行程气缸11发送位置信号。
31.注浆枪还包括:设置于注浆枪单元1下方,相对模具10上下移动的检测控制单元2,独立驱动检测控制单元2上下移动的检测驱动单元4;检测驱动单元4包括:固定设置的气缸41与气缸座42,安装在气缸41出杆端的连接板44,与连接板44固定连接,并且与气缸座42上的圆孔滑动配合的防转导向杆43。
32.检测控制单元2包括:固定于连接板44下方的一级水平轴23,连接在一级水平轴23两端的二级水平轴24,与两端的二级水平轴24分别连接的三级垂直轴25;其中,一级水平轴23上设有两组液位检测电极21,液位检测电极21上的正极接线柱与负极接线柱在具有10-20mm的高度差,三级垂直轴25上安装一组模具检测对射传感器22;连接板44与一级水平轴23之间,一级水平轴23与二级水平轴24之间,二级水平轴24与三级垂直轴25之间,一级水平轴23与液位检测电极21之间,三级垂直轴25与模具检测对射传感器22之间均通过至少一个轴支座26连接,确保液位检测电极21与模具检测对射传感器22相对于模具10位置进行调整。
33.图3和图4示意了组成注浆枪单元的各零部件的连接关系,推杆包括:与双行程气缸11下方的伸出杆连接的一级推杆16,底部设有锥形枪尖14的二级推杆18;枪管包括:包围在一级推杆16中段的固定枪管19,包围在二级推杆18外部的密封枪管12;其中,一级推杆16
与二级推杆18之间通过螺纹固定连接,固定枪管19与密封枪管12通过进液管20转换连接,同时,固定枪管19通过枪管支座14固定于钣金支座33上。
34.进液管20上还设有浆液供给口13,一级推杆16与二级推杆18的连接部分位于进液管20内,进液管20与一级推杆16之间导向配合的圆孔内设有密封圈17;一级推杆16与双行程气缸11下方的伸出杆的之间通过双螺母结构111锁紧连接,双螺母结构111与枪管之间的推杆外圈套设有静态保持压簧15。
35.图5和图6示意了注浆枪单元底部出浆口的具体结构以及浆液注入时的流动方向,锥形枪尖14安装在二级推杆18底部,锥形枪尖14具有双向圆锥面,密封枪管12的底部设有密封内倒角142,密封内倒角142与锥形枪尖14上方的锥面角度一致,二级推杆18上靠近锥形枪尖14的部分设有至少四件均布在二级推杆18外径上的片状的导向滑动翼141,导向滑动翼141的外形与密封枪管12内壁滑动配合,相邻的导向滑动翼141之间的孔隙用于允许浆液通过。
36.工作原理:注浆前,首先由气缸41沿着防转导向杆43推动检测控制单元2向下移动,模具检测对射传感器22移动至两组模具10的两侧,模具10阻挡对射传感器的对射信号,证明模具存在于注浆工位;z向移动机构3驱动两组注浆枪单元1向下移动至锥形枪尖14接近模具10内腔的底部,双行程气缸11的其中一个伸出杆带动推杆向下移动,使得锥形枪尖14与密封枪管12脱离接触,浆液沿着锥形枪尖14上锥面与密封枪管12的密封内倒角142之间的间隙流出,由于上锥面的导向作用,浆液喷出后以斜向下的方向朝模具侧壁的各个方向流动,汇集在模具10底部;
37.随着浆液的注入,z向移动机构3带动注浆枪单元1逐渐向上移动,当注浆枪单元1移动至位置检测组件32上中间的位置检测传感器所在高度后,双行程气缸11的第二个伸出杆带动推杆进一步向下移动,让锥形枪尖14与密封枪管12之间的间隙变大,增加浆液注入的速度与流量,同时,z向移动机构3调整自身向上移动的速度,与浆液在模具10内上升的速度匹配,直到液位检测电极21检测到浆液上升至要求的高度后,向双行程气缸11发送信号,双行程气缸两根伸出杆同时收回,关闭底部的出浆口,注浆枪单元1继续回升至原点。
38.同时,气缸41带动检测控制单元2回升,等待下一步模具10移动至注浆枪单元1下方。
39.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1