移动式砌块生产线的制作方法
1.本实用新型涉及砌块成型设备技术领域,特别是涉及一种移动式砌块生产线。
背景技术:
2.现有移动式砌块生产线由于直接在地面成型,无需托板,极大降低了成本,但移动式砌块生产线必须使用飞行料斗装置在料斗转运架上移动而跟随移动式砌块成型机运动供料,在生产线运作过程中飞行料斗装置在料斗转运架上运动时由于行走时的振动等原因飞行料斗装置内易产生粉料粘连在飞行料斗装置中,使飞行料斗装置卸料不彻底,造成不必要的布料误差,且由于粉料在输送过程中受到振动,粉料中较大的颗粒易向下聚集,影响粉料均匀性。
技术实现要素:
3.为克服现有技术存在的技术缺陷,本实用新型提供一种移动式砌块生产线,保证移动布料供料质量准确。
4.本实用新型采用的技术解决方案是:
5.移动式砌块生产线,包括面料输送系统、底料输送系统、料斗转运架、飞行料斗装置、移动式砌块成型机和摆渡系统,所述面料输送系统的输出端和底料输送系统的输出端均位于料斗转运架上方且均高于飞行料斗装置,所述移动式砌块成型机底部铺设有若干相互平行的成型机行走轨,各所述成型机行走轨均延伸至摆渡系统,各所述成型机行走轨均位于料斗转运架下方,所述飞行料斗装置包括面料斗、底料斗、料斗小车和轨道梁小车,所述底料斗和面料斗均固装在料斗小车上,所述料斗小车沿轨道梁小车滑动,所述轨道梁小车沿料斗转运架滑动,所述面料斗内设有面料搅拌机构,所述底料斗内设有底料搅拌机构。
6.作为本实用新型的进一步改进,所述料斗小车包括料斗车架、安装在料斗车架上的料斗行走轮组和料斗驱动电机,所述料斗驱动电机驱动料斗行走轮组转动,所述料斗行走轮组与轨道梁小车滚动配合。
7.作为本实用新型的进一步改进,所述轨道梁小车包括轨道横梁、安装在轨道横梁上的横梁行走轮组和横梁驱动电机,所述横梁驱动电机驱动横梁行走轮组转动,所述横梁行走轮组与料斗转运架滚动配合,所述料斗小车沿轨道横梁滑动。
8.作为本实用新型的进一步改进,所述面料搅拌机构包括固装在面料斗内的面料搅拌架、固装在面料搅拌架内的面料搅拌电机和固装在面料搅拌电机输出端的面料搅拌爪。
9.作为本实用新型的进一步改进,所述底料搅拌机构包括固装在底料斗内的底料搅拌架、固装在底料搅拌架内的底料搅拌电机和固装在底料搅拌电机输出端的底料搅拌爪。
10.作为本实用新型的进一步改进,所述摆渡系统包括垂直于成型机行走轨布置的摆渡轨和沿摆渡轨滑动的摆渡小车,所述摆渡小车顶面与成型机行走轨等高。
11.本实用新型的有益效果是:
12.移动式砌块成型机底部铺设有若干相互平行的成型机行走轨,各成型机行走轨均
延伸至摆渡系统,各成型机行走轨均位于料斗转运架下方,移动式砌块成型机沿对应成型机行走轨行走,各成型机行走轨均延伸至摆渡系统,移动式砌块成型机行走至成型机行走轨末端而进入摆渡系统,摆渡系统在各成型机行走轨之间运输移动式砌块成型机,飞行料斗装置包括面料斗、底料斗、料斗小车和轨道梁小车,底料斗和面料斗均固装在料斗小车上,料斗小车沿轨道梁小车滑动,轨道梁小车沿料斗转运架滑动,进而实现料斗小车在料斗转运架上的二维运动,面料输送系统的输出端和底料输送系统的输出端均位于料斗转运架上方且均高于飞行料斗装置,保证飞行料斗装置的各个组成部分均不与面料输送系统和底料输送系统的各个部分干涉,面料斗内设有面料搅拌机构,保证面料斗内的面料疏松均匀,保证面料斗内的面料倾泻干净,底料斗内设有底料搅拌机构,保证底料斗内的底料疏松均匀,保证底料斗内的底料倾泻干净,保证移动布料供料质量准确。
附图说明
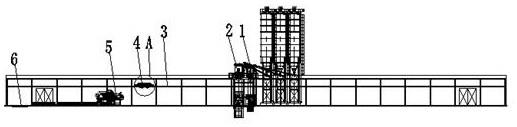
13.图1为本实用新型整体示意图。
14.图2为图1中a处放大示意图。
15.图3为本实用新型侧视示意图。
16.图4为图3中b处放大示意图。
17.图5为本实用新型俯视示意图。
18.图6为图5中c处放大示意图
19.附图标记说明:
20.1、面料输送系统;
21.2、底料输送系统;
22.3、料斗转运架;
23.4、飞行料斗装置;41、面料斗;411、面料搅拌机构;4111、面料搅拌架;4112、面料搅拌电机;4113、面料搅拌爪;42、底料斗;421、底料搅拌机构;4211、底料搅拌架;4212、底料搅拌电机;4213、底料搅拌爪;43、料斗小车;431、料斗车架;432、料斗行走轮组;433、料斗驱动电机;44、轨道梁小车;441、轨道横梁;442、横梁行走轮组;443、横梁驱动电机;
24.5、移动式砌块成型机;
25.6、摆渡系统;61、摆渡轨;62、摆渡小车;
26.7、成型机行走轨。
具体实施方式
27.下面结合附图对本实用新型作进一步说明:
28.如图1
‑
6所示,本实施例提供一种移动式砌块生产线,包括面料输送系统1、底料输送系统2、料斗转运架3、飞行料斗装置4、移动式砌块成型机5和摆渡系统6,面料输送系统1的输出端和底料输送系统2的输出端均位于料斗转运架3上方且均高于飞行料斗装置4,移动式砌块成型机5底部铺设有若干相互平行的成型机行走轨7,各成型机行走轨7均延伸至摆渡系统6,各成型机行走轨7均位于料斗转运架3下方,移动式砌块成型机5沿对应成型机行走轨7行走,各成型机行走轨7均延伸至摆渡系统6,移动式砌块成型机5行走至成型机行走轨7末端而进入摆渡系统6,摆渡系统6在各成型机行走轨7之间运输移动式砌块成型机5。
29.飞行料斗装置4包括面料斗41、底料斗42、料斗小车43和轨道梁小车44,底料斗42和面料斗41均固装在料斗小车43上,料斗小车43沿轨道梁小车44滑动,轨道梁小车44沿料斗转运架3滑动,进而实现料斗小车43在料斗转运架3上的二维运动,面料输送系统1的输出端和底料输送系统2的输出端均位于料斗转运架3上方且均高于飞行料斗装置4,保证飞行料斗装置4的各个组成部分均不与面料输送系统1和底料输送系统2的各个部分干涉,面料斗41内设有面料搅拌机构411,保证面料斗41内的面料疏松均匀,保证面料斗41内的面料倾泻干净,底料斗42内设有底料搅拌机构421,保证底料斗42内的底料疏松均匀,保证底料斗42内的底料倾泻干净,保证移动布料供料质量准确。
30.轨道梁小车44包括轨道横梁441、安装在轨道横梁441上的横梁行走轮组442和横梁驱动电机443,横梁驱动电机443驱动横梁行走轮组442转动,横梁行走轮组442与料斗转运架3滚动配合,料斗小车43包括料斗车架431、安装在料斗车架431上的料斗行走轮组432和料斗驱动电机433,料斗行走轮组432与轨道横梁441滚动配合,横梁驱动电机443驱动横梁行走轮组442沿料斗转运架3滚动,进而带动轨道横梁441运动,料斗驱动电机433驱动料斗行走轮组432转动,进而带动料斗车架431沿轨道横梁441运动,轨道横梁441的运动方向垂直于轨道横梁441本身的走向进而使得料斗车架431可以运动到料斗转运架3内的任意一点。
31.面料搅拌机构411包括固装在面料斗41内的面料搅拌架4111、固装在面料搅拌架4111内的面料搅拌电机4112和固装在面料搅拌电机4112输出端的面料搅拌爪4113,面料在从面料输送系统1的输出端落入面料斗41内后面料搅拌电机4112转动带动面料搅拌爪4113转动,将面料斗41内的面料打散保持疏松,防止面料粘连在面料斗41内,底料搅拌机构421包括固装在底料斗42内的底料搅拌架4211、固装在底料搅拌架4211内的底料搅拌电机4212和固装在底料搅拌电机4212输出端的底料搅拌爪4213,底料在从底料输送系统2的输出端落入底料斗42内后底料搅拌电机4212转动带动底料搅拌爪4213转动,将底料斗42内的底料打散保持疏松,防止底料粘连在底料斗42内。
32.摆渡系统6包括垂直于成型机行走轨7布置的摆渡轨61和沿摆渡轨61滑动的摆渡小车62,摆渡小车62顶面与成型机行走轨7等高,各成型机行走轨7之间平行且相邻成型机行走轨7之间等距,移动式砌块成型机5将砌砖成型在相邻的两根成型机行走轨7之间的地面上,相邻的两根成型机行走轨7之间堆满砌砖后移动式砌块成型机5沿成型机行走轨7运动至摆渡小车62上,摆渡小车62将移动式砌块成型机5输送至另外两根相邻的成型机行走轨7上,继续进行生产。
33.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1