真空磁悬浮预制线圈板工装的制作方法
1.本实用新型属于真空磁悬浮列车领域,更具体地说,涉及一种真空磁悬浮预制线圈板工装。
背景技术:
2.近年来,我国高铁飞速发展,“超级高铁”磁悬浮列车更是处于世界领先地位。真空磁悬浮列车是一种最低时速4000公里、能耗不到民航客机1/10、噪音和废气污染接近于零的新型交通工具。简而言之,就是建造一条与外部空气隔绝的管道,将管道内抽为真空后,在其中运行磁悬浮列车等交通工具,由于没有空气摩擦的阻碍,可大大缩短地球表面任意地点间的时空阻隔。由于管道是密封的,因此可以在海底及气候恶劣地区运行而不受任何影响。
3.由于真空磁悬浮列车的运行特点,需要在真空磁悬浮列车车轨上设置线圈,故线圈板成为真空磁悬浮列车车轨的重要组成部分,其作用在于承载和固定电磁线圈,其中线圈板位于自密实混凝土和线圈之间,沿磁悬浮列车的支撑轨两侧垂直布置,而现有铁路轨道上不需要设置线圈,也不需要线圈板,故目前并没有预制线圈板的工装。
技术实现要素:
4.本实用新型的目的在于提供一种真空磁悬浮预制线圈板工装,旨在为真空磁悬浮预制线圈板提供一种工装。
5.为实现上述目的,本实用新型采用的技术方案是:
6.真空磁悬浮预制线圈板工装,包括模具支座和安装在所述模具支座上的线圈板模具,所述线圈板模具为上端开口,其余部分密封的腔体,所述线圈板模具内设有用于承载线圈的若干锚固组件;
7.所述线圈板模具为可拆分式,所述线圈板模具包括与所述模具支座连接的模具台座和与所述模具台座周围侧面密封连接的挡板,所述挡板包括2个l状侧挡板、1个第一横挡板和1个第二横挡板;
8.所述线圈板模具内设有用于加强线圈板强度的钢筋,所述钢筋使用绝缘扎丝绑扎,所述钢筋表面紧贴有用于绝缘所述钢筋的热缩套管。
9.作为本技术的一个具体实施方式,所述模具支座的外形尺寸为长
×
宽
×
高=3190mm
×
1600mm
×
835mm。
10.作为本技术的一个具体实施方式,所述线圈板模具外形尺寸为长
×
宽
×
高=3190mm
×
1600mm
×
640mm,所述线圈板模具内腔尺寸为长
×
宽
×
高=2950mm
×
1360mm
×
400mm。
11.作为本技术的一个具体实施方式,所述l状侧挡板上设有用于脱模的脱模孔。
12.作为本技术的一个具体实施方式,所述l状侧挡板、所述第一横挡板、所述第二横挡板和所述模具台座内侧表面涂有脱模剂。
13.作为本技术的一个具体实施方式,所述第一横挡板和所述第二横挡板上对称设置有供起吊套管穿过的起吊套管通孔,所述起吊套管通过t型螺栓固定在所述第一横挡板和所述第二横挡板上。
14.作为本技术的一个具体实施方式,所述锚固组件由锚固螺栓和锚固螺钉组成,所述锚固螺栓固定于所述线圈板模具的所述模具台座上,所述锚固螺钉顶面与所述线圈板模具高度一致,以使所述锚固组件贯穿整个线圈板。
15.作为本技术的一个具体实施方式,所述锚固组件为18套,用于承载3组线圈。
16.本实用新型提供的真空磁悬浮预制线圈板工装的有益效果在于:本实用新型提供了一种真空磁悬浮预制线圈板工装,其中的线圈板模具为上端开口,其余部分密封的腔体,在制作线圈板时,可从上端开口处注入混凝土,为了方便线圈板模具脱模,将线圈板模具设置成可拆分式,使线圈板模具包括模具台座和与模具台座周围侧面密封连接的挡板,其中为了稳固作业,将线圈板模具设置于固定的模具支座上,又因为线圈板是线圈的承载体,故在线圈板模具内预设有锚固组件,为线圈板承载线圈提供位置和载体。并且为了加强线圈板的强度,在线圈板模具内预设钢筋,但是因为线圈在工作过程中会产生磁场,为了消除线圈板内的钢筋对磁场的影响,在钢筋表面紧贴热缩套管,并且使用绝缘扎丝绑扎钢筋,使线圈模具内的钢筋绝缘。
附图说明
17.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
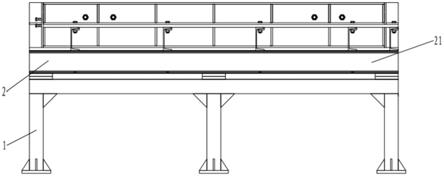
18.图1为本实用新型提供的真空磁悬浮预制线圈板工装主视结构示意图;
19.图2为图1的俯视结构示意图;
20.图3为图1的左视结构示意图;
21.图4为图1中真空磁悬浮预制线圈板工装的l状侧挡板主视结构示意图;
22.图5为图1中真空磁悬浮预制线圈板工装的第一横挡板主视结构示意图;
23.图6为图1中真空磁悬浮预制线圈板工装的第二横挡板主视结构示意图;
24.图7为图1中真空磁悬浮预制线圈板工装的模具支座主视结构示意图;
25.图8为图1中真空磁悬浮预制线圈板工装的起吊套管的俯视结构示意图;
26.图9为图1中真空磁悬浮预制线圈板工装的锚固组件的主视结构示意图。
27.图中:1、模具支座;2、线圈板模具;21、模具台座;22、l状侧挡板;221、脱模孔;23、第一横挡板;24、第二横挡板;25、起吊套管通孔;3、锚固组件;31、锚固螺钉;32、锚固螺栓;4、起吊套管;5、定位螺栓;6、t型螺栓。
具体实施方式
28.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
29.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
30.如图1至图3所示,本实用新型提供的真空磁悬浮预制线圈板工装,包括模具支座1和安装在模具支座1上的线圈板模具2,线圈板模具2为上端开口,其余部分密封的腔体,线圈板模具2内设有用于承载线圈的若干锚固组件3;线圈板模具2为可拆分式,线圈板模具2包括与模具支座1连接的模具台座21和与模具台座21周围侧面密封连接的挡板,挡板包括2个l状侧挡板22、1个第一横挡板23和1个第二横挡板24;线圈板模具2内设有用于加强线圈板强度的钢筋,钢筋使用绝缘扎丝绑扎,钢筋表面紧贴有用于绝缘钢筋的热缩套管。
31.上述的真空磁悬浮预制线圈板工装的线圈板模具2为上端开口,其余部分密封的腔体,在制作线圈板时,可从上端开口处注入混凝土,为了方便线圈板模具2脱模,将线圈板模具2设置成可拆分式,使线圈板模具2包括模具台座21和与模具台座21周围侧面密封连接的挡板,其中为了稳固作业,将线圈板模具2设置于固定的模具支座1上,又因为线圈板是线圈的承载体,故在线圈板模具2内预设有锚固组件3,为线圈板承载线圈提供位置和载体。并且为了加强线圈板的强度,在线圈板模具2内预设钢筋,但是因为线圈在工作过程中会产生磁场,为了消除线圈板内的钢筋对磁场的影响,在钢筋表面紧贴热缩套管,并且使用绝缘扎丝绑扎钢筋,使线圈板模具2内的钢筋绝缘。
32.可以将模具支座1吊装到已预制好的固定工位上,优选的,将用于固定模具支座1的固定工位设置在对应车间的生产区的10吨桥吊起重吊装范围内,以方便生产线圈板的过程中的起吊作业。并且在吊装模具支座1之前,应提前将固定工位清扫干净,凿除固定工位上凹凸不平的混凝土,可以切割6块长度300mm,宽度250mm,厚度20mm的钢板,并在钢板四角距边缘10mm处打直径为16mm孔,将钢板对应放置在模具支座1底脚位置,并放置在固定工位正上方。然后采用直径16mm膨胀螺栓固定钢板,悬拧调节螺栓,调平模具支座1,并且采用双面贴附钢板焊接固定模具支座1底脚,从而固定模具支座1。
33.如图1至图7所示,线圈板模具2为可拆分式,其中模具台座21、2个l状侧挡板22、1个第一横挡板23和1个第二横挡板24围成线圈板模具2的腔体,将线圈板模具2设置成可拆分式,可以方便线圈板脱模。具体的,首先将模具台座21用龙门吊缓慢吊起,平稳的吊装到模具支座1上,保证模具支座1上的定位支撑板与模具台座21上的定位支撑板完全贴合,并固定在一起。更具体的,模具台座21底部的定位支撑板与模具支座1上对应的定位支撑板完全重合,即保证模具台座21的定位支撑板与模具支座1对应的定位支撑板竖直方向上垂直,横向无缝隙,并且可采用电焊方式将模具台座21的定位支撑板与模具支座1的定位支撑板密贴缝满焊牢固。将模具台座21固定好后,用龙门吊分别将第一横挡板23和第二横挡板24平稳放到模具台座21上,采用铰制孔螺栓连接固定第一横挡板23和第二横挡板24,再用龙门吊将l状侧挡板22平稳放到模具台座21上,同样采用铰制孔螺栓连接固定l状侧挡板22,再将l状侧挡板22、第一横挡板23和第二横挡板24用外六角螺栓连接固定,最后安装顶进螺栓。其中,铰制孔螺栓采用螺纹45mm,光轴45mm,与模具台座21螺栓穿孔采用等直径设计,铰制孔螺栓穿入孔中,光轴曲面与穿孔内壁紧密贴合,可确保不留缝隙。最后,使用除尘装置
将线圈板模具2内腔表面清理干净
34.为了加强线圈板的强度,在线圈板模具2内预设钢筋,即线圈板成型后内部预设有钢筋,可以增加线圈板的强度,但是因为线圈在工作过程中会产生磁场,为了消除线圈板内的钢筋对磁场的影响,将钢筋进行绝缘处理。具体的,在钢筋弯曲之前,对钢筋进行热缩套管穿束,热缩套管为聚乙烯且受热不产生卤素气体,介电强度不小于30kv/mm,绝缘电阻应大于1.0
×
10
12
ω,线膨胀系数不应大于1.5
×
10
‑4,热缩后耐压不低于31.5kv,每节热缩管布置长度不应超过5cm,使用热风炮加热热缩套管使其紧贴钢筋表面,保证热缩套管绝缘性,并且根据《施工图》进行钢筋的绑扎,绑扎时使用绝缘扎丝。绑扎完成后用欧姆表对每根横筋进行串联,然后对钢筋骨架纵筋进行电阻测量,逐一排查,直至将不合格处点位电阻调至合格为止。
35.需要说明的是,线圈板模具2以q235b为主要原材料制造加工。模具支座1由120mm
×
120mm
×
6mm矩管焊接组成。优选的,将模具支座1外形尺寸设置为长
×
宽
×
高=3190mm
×
1600mm
×
835mm,此时模具支座1的重量约为445kg。线圈板模具2外形尺寸为长
×
宽
×
高=3190mm
×
1600mm
×
640mm,线圈板模具2内腔尺寸为长
×
宽
×
高=295mm
×
1360mm
×
400mm,线圈板模具2重量约为2600kg。
36.其中,可采用三坐标测量机对真空磁悬浮预制线圈板工装的长度、宽度、厚度、定位孔直径、定位孔间距等进行精密测量,通过三坐标测量机可以高精度的无损检测真空磁悬浮预制线圈板工装。确保l状侧挡板22、第一横挡板23和第二横挡板24上定位孔的偏差在0.054
‑
0.165mm范围内,锚固组件3的定位孔的偏差在0.055~0.149mm范围内,当然也可以使用坐标测量机检测成品线圈板,使得的成品线圈板平整度偏差在0.036~0.198mm范围内,使得各线圈板距离偏差在
‑
0.067~0.075mm范围内。
37.如图4所示,l状侧挡板22上设有用于脱模的脱模孔221。在进行线圈板模具2组装时,脱模孔221内安装有顶进螺栓,脱模之前先将l状侧挡板22、第一横挡板23和第二横挡板24之间的固定螺栓拆除,然后采用顶进脱模原理,用活动扳手拧紧顶进螺栓,缓慢将顶进螺栓顶进,迫使l状侧挡板22水平背离线圈板平移,从而减少l状侧挡板22、第一横挡板23和第二横挡板24磕碰损伤,防止线圈板混凝土磕碰损坏。然后用龙门吊分别吊起l状侧挡板22、第一横挡板23和第二横挡板24平放在工位上。需要注意的是,脱模后要将l状侧挡板22、第一横挡板23、第二横挡板24和模具台座21上表面用抹布擦拭干净,清除表面上的灰浆残渣。
38.为了方便脱模,可以在l状侧挡板22、第一横挡板23、第二横挡板24和模具台座21内侧表面涂有脱模剂。
39.如图1、图2和图8所示,第一横挡板23和第二横挡板24上对称设置有供起吊套管4穿过的起吊套管通孔25,起吊套管4通过t型螺栓6分别固定在第一横挡板23和第二横挡板24上。为了方便线圈板成型后可以起吊到成品区,在线圈板内预设起吊套管4,具体的,可以在浇筑前,通过t型螺栓6将起吊套管4分别固定在第一横挡板23和第二横挡板24上。其中,为了在起吊线圈板时,龙门吊两侧受力均衡,优选的,将第一横挡板23和第二横挡板24上供起吊套管4穿过的起吊套管通孔25对称设置,当线圈板成型后,拆除t型螺栓6,即可以借助预设在线圈板内的起吊套管4来起吊线圈板成品。
40.如图2和图9所示,锚固组件3由锚固螺栓32和锚固螺钉31组成,锚固螺栓32固定于线圈板模具2的模具台座21上,锚固螺钉31顶面与线圈板模具2高度一致,以使锚固组件3贯
穿整个线圈板。其中由锚固组件3中的锚固螺栓32利用定位螺栓5固定在模具台座21上,锚固螺栓32上侧悬拧锚固螺钉31,锚固螺钉31顶面与线圈板模具2高度一致,以使锚固组件3贯穿整个线圈板,从而提高锚固组件3在承载线圈时的承载力。并且在线圈板浇筑完成后拆除定位螺栓5,其中定位螺栓5拆除后,在线圈板上留下的孔位用于安装线圈。需要注意的是,优选的,用电焊焊接的方式固定锚固螺栓32与锚固螺钉31。
41.如图2所示,其中锚固组件3为18套,为了牢固的固定线圈,采用6套锚固组件3用于固定一块线圈。即每块线圈板用于承载3组线圈。
42.当真空磁悬浮预制线圈板工装安装完毕后,首先,检测线圈板模具2内腔预制的钢筋是否与锚固组件3、起吊套管4发生干涉或接触,并且使用除尘装置将线圈板模具2内腔表面清理干净,然后,全方位检查确保连接螺栓和固定螺栓拧紧,且连接牢固,保证线圈板模具2内腔内无杂质、脏污,如果发现杂质、脏污应及时清理,最后,将混凝土缓慢、均匀灌入线圈板模具2中,同时操作振动棒将混凝土摊平,人工收面,并且混凝土上表面拉毛处理,养护。具体的,采用c50的高强度混凝土,搅拌时采用卧轴式强制搅拌机,并且采用电子计量系统计量原材料,按照试验室提供的施工配合比计量配料,配料时允许的最大偏差为水、水泥、粉煤灰、外加剂为
±
1%,粗细骨料为
±
2%。优选的,混凝土拌和物的灌入线圈板模具2时,温度在10℃~30℃之间为宜。需要说明的是,搅拌好的混凝土可直接从搅拌机卸入混凝土罐车内,利用混凝土罐车运至车间浇筑,可以同时利用10t桥吊配合浇筑混凝土。
43.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1