一种耐火材料浇铸装置的制作方法
1.本实用新型涉及浇铸装置技术领域,尤其是涉及一种耐火材料浇铸装置。
背景技术:
2.耐火材料是一种能够耐受较高温度的材料,耐火材料的应用也较为广泛,例如各种耐火砖等,耐火材料可以通过浇铸装置而浇铸成不同的形状以供使用,现有的耐火材料浇铸装置通常在浇铸时,其浇注道和浇注道周围的材料容易因为冷却过快或因为模具内部的气体难以及时排出而产生气泡,较容易影响浇铸的质量,且现有的浇铸装置将成型后的材料和模具分离较为不便。
技术实现要素:
3.本实用新型的目的是针对上述存在的问题和不足,提供一种耐火材料浇铸装置,较好的对浇注道和浇注道周围的材料进行保温并减缓其冷却速度,方便气体及时排出,避免了材料成型时产生气泡,成型后的材料与上模和下模分离较为方便。
4.为达到上述目的,所采取的技术方案是:
5.一种耐火材料浇铸装置,包括下模和位于其上方的上模;
6.所述上模上方连通有浇铸道,所述浇铸道左侧设有放气组件,所述放气组件用于放出所述上模内部的空气;
7.所述上模内部左右两端均嵌入安装有加热块,所述加热块用于保持所述上模内部材料的温度;
8.所述下模内部下端嵌入有推动组件,所述推动组件用于对材料进行脱模。
9.优选的,所述放气组件包括出气管和保温板,所述浇铸道外壁左面开有贯通至其内壁的斜孔,所述出气管连接于所述浇铸道左侧,所述出气管与所述斜孔内部相通。
10.优选的,所述浇铸道内壁左面并位于所述斜孔上端连接有挡板,所述挡板呈倾斜设置,所述保温板嵌入于所述出气管内部,所述保温板内部嵌入有保温层,所述保温板上端贯穿出所述出气管,所述浇铸道左侧上端安装有电动推杆一,所述电动推杆一动力输出端与所述保温板上端连接。
11.优选的,所述上模右侧从上至下依次安装有按钮和旋钮,所述按钮与所述电动推杆一电性连接,所述旋钮与所述加热块电性连接。
12.优选的,所述下模左右面上端均开有贯通出其上面和前后面的侧槽,所述上模下面左右两端均连接有侧块,所述侧块嵌入相邻的所述侧槽内部,所述侧块靠外的一面螺纹连接有定位螺栓,所述侧槽内壁靠内的一面开有与定位螺栓对应的定位孔,所述定位螺栓靠内的一端贯穿出侧块并拧入所述定位孔内。
13.优选的,所述推动组件包括上板、连接块和电动推杆二,所述下模内壁下面开有凹槽,所述上板嵌入所述凹槽内部,所述凹槽下面开有安装槽,所述连接块连接于所述上板下面并嵌入于所述安装槽内部上端;
14.所述上板下面边缘嵌入有密封圈,所述密封圈下面与所述凹槽内壁底面边缘贴合。
15.优选的,所述电动推杆二安装于所述安装槽内壁底面,所述电动推杆二动力输出端与所述连接块下面连接,所述连接块下面与所述安装槽内壁底面之间的左右两端均连接有弹簧。
16.本实用新型的有益效果是:在刚倒入材料时保持保温板嵌入于所述出气管内部,由于保温板内部嵌入有保温层,所述保温板便可以对浇铸道处的材料进行保温,避免浇铸道处的材料冷却过快而影响浇铸的质量;
17.通过加热块产生热量,加热块产生的热量便可以对上模内部的材料进行保温,避免材料冷却过快而产生气泡,在使用者倒入材料后同时可以按下按钮控制电动推杆一带动保温板向上移动,上模和下模之间的空气向上流动便可以被挡板挡住并从出气管流出,有效的避免空气留在上模和下模之间使得材料内部产生气泡,同时转动旋钮降低加热块的加热功率,从而逐步降低材料的温度保证材料的成型,有效的避免了由于降温过快材料内部产生气泡;
18.在材料成型后,解除上模左右两侧的限位后将上模取下,再通过电动推杆二带动材料向上移动便可以使材料和下模脱离,脱模和取出原料较为方便。
附图说明
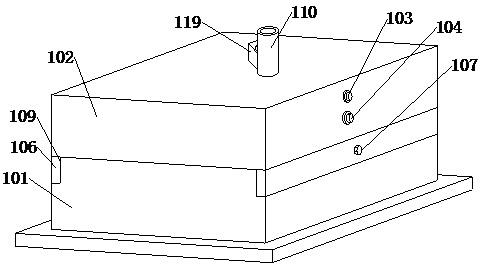
19.图1为本实用新型的整体立体结构示意图;
20.图2为本实用新型的整体主视剖面结构示意图;
21.图3为本实用新型的图2的a局部放大结构示意图;
22.图4为本实用新型的图2的b局部放大结构示意图。
23.图中标记:下模101、上模102、按钮103、旋钮104、加热块105、侧块106、定位螺栓107、定位孔108、侧槽109、浇铸道110、电动推杆一111、凹槽112、密封圈113、上板114、连接块115、安装槽116、弹簧117、电动推杆二118、出气管119、保温板120、保温层121、挡板122、斜孔123。
具体实施方式
24.如图1至图4所示,本技术是一种耐火材料浇铸装置,包括下模101和位于其上方的上模102,所述上模102上方连通有浇铸道110,所述下模101左右面上端均开有贯通出其上面和前后面的侧槽109,所述上模102下面左右两端均连接有侧块106,所述侧块106嵌入相邻的所述侧槽109内部,所述侧块106靠外的一面螺纹连接有定位螺栓107,所述侧槽109内壁靠内的一面开有与定位螺栓107对应的定位孔108,所述定位螺栓107靠内的一端贯穿出侧块106并拧入所述定位孔108内;
25.在使用者需要进行浇铸时,需要先将上模102放置在下模101上面,上模102下端的侧块106便可以插入侧槽109内部,再将定位螺栓107拧入定位孔108内部,侧块106的位置便可以被定位螺栓107限定,有效的避免了侧块106的位置发生偏移,有效的增加了上模102和下模101之间连接的稳定性;
26.所述浇铸道110左侧设有放气组件,所述放气组件用于放出所述上模102内部的空
气,所述放气组件包括出气管119和保温板120,所述浇铸道110外壁左面开有贯通至其内壁的斜孔123,所述出气管119连接于所述浇铸道110左侧,所述出气管119与所述斜孔123内部相通,所述浇铸道110内壁左面并位于所述斜孔123上端连接有挡板122,所述挡板122呈倾斜设置,所述保温板120嵌入于所述出气管119内部,所述保温板120内部嵌入有保温层121,所述保温板120上端贯穿出所述出气管119,所述浇铸道110左侧上端安装有电动推杆一111,所述电动推杆一111动力输出端与所述保温板120上端连接;
27.在使用者将上模102与下模101连接在一起后,将熔化后的材料从浇铸道110上端浇入上模102内部,在刚倒入材料时保持保温板120嵌入于所述出气管119内部,由于保温板120内部嵌入有保温层121,所述保温板120便可以对浇铸道110处的材料进行保温,避免浇铸道110处的材料冷却过快而影响浇铸的质量;
28.所述上模102内部左右两端均嵌入安装有加热块105,所述加热块105用于保持所述上模102内部材料的温度,所述上模102右侧从上至下依次安装有按钮103和旋钮104,所述按钮103与所述电动推杆一111电性连接,所述旋钮104与所述加热块105电性连接;
29.给加热块105通电,加热块105便可以产生热量,加热块105产生的热量便可以对上模102内部的材料进行保温,避免材料冷却过快而产生气泡;
30.在使用者倒入一部分材料后可以按下按钮103控制电动推杆一111带动保温板120向上移动,继续倒入原料时上模102和下模101之间的空气便会被原料挤出并向上流动,向上流动的空气便可以被挡板122挡住并从出气管119流出,有效的避免空气留在上模102和下模101之间使得材料内部产生气泡,同时转动旋钮104降低加热块105的加热功率,从而逐步降低材料的温度保证材料的成型,有效的避免了由于降温过快材料内部产生气泡;
31.所述下模101内部下端嵌入有推动组件,所述推动组件用于对材料进行脱模,所述推动组件包括上板114、连接块115和电动推杆二118,所述下模101内壁下面开有凹槽112,所述上板114嵌入所述凹槽112内部,所述凹槽112下面开有安装槽116,所述连接块115连接于所述上板114下面并嵌入于所述安装槽116内部上端,所述上板114下面边缘嵌入有密封圈113,所述密封圈113下面与所述凹槽112内壁底面边缘贴合,所述电动推杆二118安装于所述安装槽116内壁底面,所述电动推杆二118动力输出端与所述连接块115下面连接,所述连接块115下面与所述安装槽116内壁底面之间的左右两端均连接有弹簧117;
32.在材料成型后,使用者可以将定位螺栓107从定位孔108内拧出,将上模102向上移动使得其下端的侧块106脱离侧槽109,将上模102移出从而使得成型后的材料与上模102分离,在将上模102取下后,给电动推杆二118通电,电动推杆二118便可以带动连接块115和连接于其上方的上板114向上移动,弹簧117便可以拉伸减缓连接块115向上移动时的冲击,上板114向上移动便可以带动位于下模101内部的材料向上移动,使用者便可以将成型后的材料从上板114上方取下完成材料的脱模,避免材料留在下模101内部难以取出;
33.在使用者脱模后便可以通过电动推杆二118带动连接块115向下移动,此时弹簧117便可以收缩,从而减缓连接块115向下移动时的冲击,避免连接块115向下移动冲击过大,从而避免连接于其上方的上板114与凹槽112之间产生较大冲击而发生损坏,上板114向下移动收回凹槽112内部后密封圈113便会受到挤压,密封圈113可以加强上板114和凹槽112之间的密封性,避免下一次进行浇注时原料进入凹槽112内部并流入安装槽116内部损坏安装槽116内部的部件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1