一种单元板块成型模具的制作方法
1.本实用新型涉及模具领域,更具体的说是,涉及一种单元板块成型模具。
背景技术:
2.瓷砖,是以耐火的金属氧化物及半金属氧化物,经由研磨、混合、压制、施釉、烧结之过程,而形成之一种耐酸碱的瓷质或石质等之建筑或装饰之材料,总称之为瓷砖。其原材料多由粘土、石英沙等等混合而成。瓷砖的使用随处可见,已伸入人们的日常生活,瓷砖的加工通常是由配套的模具制备而成;随着瓷砖逐渐广泛的应用,瓷砖的制作模具也随之被技术人员注重。
3.在现有的幕墙工程中,由于单元板块大多为方形平板,且相邻的单元板块之间存在有拼接缝隙,在遇到雨水天气时,部分雨水会通过拼接缝隙进入到幕墙内部,从而使得建筑体表面受潮,影响建筑体使用寿命;现根据该技术问题研发出一款自排水的幕墙单元板块,通过巧妙的拼接方式填补了拼接缝隙的问题,但现有的瓷砖成型模具并没有办法生产出该幕墙单元板块,尤其是瓷砖(单元板块)在使用过程中,有时需要在瓷砖(单元板块)上设置与螺栓配合的安装孔,若在成品瓷砖上进行开孔加工,不仅开孔难度大,且瓷砖极易产生裂纹进而破坏成品瓷砖的结构强度,但是目前市场上并没有一款可以帮助瓷砖开孔的瓷砖成型模具。
技术实现要素:
4.本实用新型的目的是提供一种单元板块成型模具。
5.本实用新型要解决的是现有的成型模具中存在的问题。
6.与现有技术相比,本实用新型技术方案及其有益效果如下:
7.一种单元板块成型模具,包括:模腔侧板;下模芯,所述模腔侧板套设于部分所述下模芯上,所述下模芯上设置有第一楔形部和第一定型部;上模芯,所述上模芯设置于所述下模芯的上方,且所述上模芯与所述模腔侧板配合,所述上模芯上设置有第二楔形部和第二定型部;上基座,所述上基座连接于所述上模芯远离所述下模芯的一侧;下基座,所述下基座连接于所述下模芯远离所述上模芯的一侧。
8.作为进一步改进的,所述第一楔形部垂直于所述第一定型部。
9.作为进一步改进的,所述第二楔形部垂直于所述第二定型部。
10.作为进一步改进的,所述第一定型部远离所述第一楔形部的一端设置有倒角。
11.作为进一步改进的,所述第二定型部远离所述第二楔形部的一端设置有倒角。
12.作为进一步改进的,所述上模芯外侧设置有一台阶,所述台阶抵接于所述模腔侧板。
13.作为进一步改进的,所述上模芯靠近所述下模芯的一侧间隔设置有成孔件,所述成孔件包括柱体和凸起部,所述凸起部沿周向间隔设置于所述柱体上。
14.作为进一步改进的,单元板块靠近所述上模芯一侧间隔设置有安装孔,所述安装
孔与所述成孔件配合,所述安装孔内壁沿周向间隔设置有定位部,所述定位部与所述凸起部配合,所述定位部为尖角状,所述定位部的尖锐位置朝向所述安装孔的轴线。
15.作为进一步改进的,单元板块靠近所述上模芯一侧间隔设置有安装孔,所述安装孔与所述成孔件配合,所述安装孔内壁沿周向间隔设置有定位部,所述定位部与所述凸起部配合,所述定位部为圆弧状,所述定位部的弧顶部靠近所述安装孔的轴线。
16.作为进一步改进的,单元板块靠近所述上模芯一侧间隔设置有安装孔,所述安装孔与所述成孔件配合,所述安装孔内壁沿周向间隔设置有定位部,所述定位部与所述凸起部配合,所述定位孔为梯形状。
17.本实用新型的有益效果为:
18.采用模腔侧板、下模芯、上模芯、上基座和下基座之间的配合,通过在上模芯上设置第一定型部和第一楔形部,在下模芯上设置第二楔形部和第二定型部,使得模具可以制造出根据拼接缝问题专门设计的单元板块;且上模芯上还包括成孔件,使得本模具可以制造出带有安装孔的单元板块(陶瓷材质);本实用新型结构设计巧妙,根据本模具制造出的单元板块解决了现有的拼接缝漏水问题,提升了幕墙和建筑体的寿命。
附图说明
19.图1是本实用新型实施例提供的一种单元板块成型模具的结构示意图。
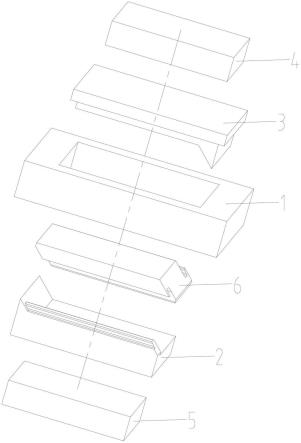
20.图2是本实用新型实施例提供的一种单元板块成型模具的结构分解图。
21.图3是本实用新型实施例一提供的一种单元板块成型模具的第一结构剖视图。
22.图4是本实用新型实施例一提供的一种单元板块成型模具的第二结构剖视图。
23.图5是本实用新型实施例提供的下模芯结构示意图。
24.图6是本实用新型实施例一提供的上模芯结构示意图。
25.图7是本实用新型实施例提供的一种单元板块成型模具的第一部分结构示意图。
26.图8是本实用新型实施例提供的一种单元板块成型模具的第二部分结构示意图。
27.图9是本实用新型实施例二提供的一种单元板块成型模具的结构剖视图。
28.图10是本实用新型实施例二提供的上模芯结构示意图。
29.图11是本实用新型实施例二提供的单元板块的结构示意图。
30.图12是本实用新型实施例二提供的安装孔与膨胀螺栓的装配结构剖视图。
31.图13是本实用新型实施例二提供的成孔件与安装孔的第一装配结构截面图。
32.图14是本实用新型实施例二提供的成孔件与安装孔的第二装配结构截面图。
33.图15是本实用新型实施例二提供的成孔件与安装孔的第三装配结构截面图。
34.图中:
35.1.模腔侧板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2.下模芯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21.第一楔形部
36.22.第一定型部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3.上模芯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31.第二楔形部
37.32.第二定型部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33.台阶
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34.成孔件
38.341.柱体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
342.凸起部
ꢀꢀꢀꢀꢀꢀꢀꢀ
4.上基座
39.5.下基座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6.单元板块
ꢀꢀꢀꢀꢀꢀꢀꢀ
61.安装孔
40.611.定位部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7.膨胀螺栓
具体实施方式
41.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
42.在本实用新型的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
43.实施例一
44.参照图1至图8所示,一种单元板块成型模具,包括:模腔侧板1;下模芯2,所述模腔侧板1套设于部分所述下模芯2上,所述下模芯2上设置有第一楔形部21和第一定型部22;上模芯3,所述上模芯3设置于所述下模芯2的上方,且所述上模芯3与所述模腔侧板1配合,所述上模芯3上设置有第二楔形部31和第二定型部32;上基座4,所述上基座4连接于所述上模芯3远离所述下模芯2的一侧;下基座5,所述下基座5连接于所述下模芯2远离所述上模芯3的一侧。
45.参照图5所示,所述第一楔形部21垂直于所述第一定型部22。
46.参照图6和图10所示,所述第二楔形部31垂直于所述第二定型部32。
47.所述第一定型部22远离所述第一楔形部21的一端设置有倒角,使得第一定型部22的一端斜面与第二楔形部31的斜面齐平。
48.所述第二定型部32远离所述第二楔形部31的一端设置有倒角,使得第二定型部32的一端斜面与第一楔形部21的斜面齐平。
49.所述上模芯3外侧设置有一台阶33,所述台阶33抵接于所述模腔侧板1,台阶33的设置用于满足瓷砖砖坯在压制中脱模和生产工艺需要。
50.所述模腔侧板1、所述下模芯2和所述上模芯3由合金材料制成。
51.实施例二
52.参照图9至图15所示,本实施例和实施例一的不同之处在于,所述上模芯3靠近所述下模芯2的一侧间隔设置有成孔件34,所述成孔件34包括柱体341和凸起部342,所述凸起部342沿周向间隔设置于所述柱体341上。
53.参照图13所示,一种实施方式为,单元板块6靠近所述上模芯3一侧间隔设置有安装孔61,所述安装孔61与所述成孔件34配合,所述安装孔61内壁沿周向间隔设置有定位部611,所述定位部611与所述凸起部342配合,所述定位部342为尖角状,所述定位部611的尖锐位置朝向所述安装孔61的轴线。
54.在瓷砖6压制工艺时,瓷土压制模具压出带有定位部611的安装孔61,随后烧制出带有安装孔61的瓷砖成品,使得瓷砖6和安装孔61一体成型制成。
55.参照图12所示,所述安装孔61内壁沿周向间隔设置有定位部611,通过旋紧膨胀螺栓7,膨胀螺栓7的尾部体积变大而破坏部分所述定位部611,进而进一步加固膨胀螺栓7与装饰板1的结合。
56.本实用新型结构设计巧妙,不仅实现制造出带有安装孔61的单元板块6,而且相较于现有技术在瓷砖成品上开孔的方法,本实用新型提供的单元板块成型模具增加了瓷砖带孔的功能,且提升了瓷砖的结构强度。
57.参照图14所示,另一实施方式为,单元板块6靠近所述上模芯3一侧间隔设置有安装孔61,所述安装孔61与所述成孔件34配合,所述安装孔61内壁沿周向间隔设置有定位部611,所述定位部611与所述凸起部342配合,所述定位部611为圆弧状,所述定位部611的弧顶部靠近所述安装孔61的轴线。
58.参照图15所示,又一实施方式为,单元板块6靠近所述上模芯3一侧间隔设置有安装孔61,所述安装孔61与所述成孔件34配合,所述安装孔61内壁沿周向间隔设置有定位部611,所述定位部611与所述凸起部342配合,所述定位孔611为梯形状。
59.本实用新型提供的一种单元板块成型模具的工作原理为:
60.往模腔侧板1内侧装填坯体粉料,刮平;上模芯3往靠近下模芯2的方向移动进入模腔,压坯的压力值平衡至设定值;上模芯3向远离下模芯2的方向移动,下模芯2顶起瓷砖砖坯到模腔上端口,布料器推出瓷砖砖坯;下模芯2回到起始位置,进入下一压坯成型工序。
61.以上实施例仅用以解释说明本实用新型的技术方案而非对其限制。本领域技术人员应当理解,未脱离本实用新型精神和范围的任何修改和等同替换,均应落入本实用新型权利要求的保护范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1