马达驱动粉末成型机的制作方法
1.本公开涉及一种马达驱动粉末成型机。
背景技术:
2.近年来,在减少co2排放和保护环境的方面,存在使用于通过将粉末填充到模具中然后压缩粉末来制造机械件的粉末成型机电动化的需求。在这样的情况下,代替现有技术的液压驱动粉末成型机,已经开发了使用电动装置构成的电动粉末成型机。电动粉末成型机可大大缩短设备调整的时间。
3.如果电动粉末成型机具有带有一个轴的上模和带有一个轴的下模的结构,则电动粉末成型机只能成型具有简单结构的烧结件。因此,需要开发能够通过提供上段和下段来形成更复杂的烧结件的电动粉末成型机。第2017-205769号日本待审专利申请公开公开了一种电动粉末成型机的技术,该技术获取上模的移动速度,将该移动速度乘以预定速率,并设定下模的目标速度以跟随下模。
技术实现要素:
4.即使在根据上模的移动速度跟随下模的情况下,如果下模或上模到达可移动范围的极限位置,则发生由于对于加压速度的快速增加的控制延迟而导致的负荷增加,并且可能损坏模具或设备的部件。
5.本公开的目的在于提供一种用于解决这样的问题的马达驱动粉末成型机。
6.根据本公开的马达驱动粉末成型机使用上模和下模使粉末成型,该马达驱动粉末成型机包括:在上模和下模中的每一者中,主柱塞,其被构造为通过主轴操作上模或下模;辅助柱塞,其被构造为通过辅助轴与主柱塞同步地操作上模或下模;压力检测器,其用于检测在主柱塞和辅助柱塞中的至少一者中在轴向方向上的压力;以及控制器,其用于基于所检测到的压力通过主柱塞和辅助柱塞中的至少一者控制上模和下模的操作速度,使得压力落入在预定范围内。
7.根据本公开,能够提供一种能够减少对加压速度的快速增加的控制延迟的马达驱动粉末成型机。
8.本公开的以上和其他目的、特征和优点将通过下文给出的详细描述和仅以说明方式给出的附图变得被更充分地理解,因此不应被认为是对本公开的限制。
附图说明
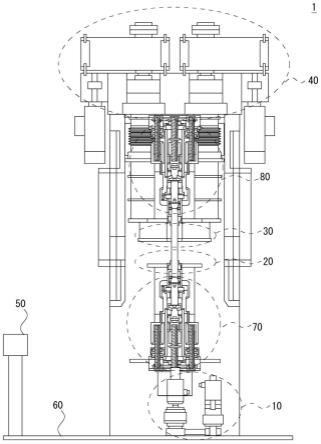
9.图1是示出根据本公开的第一实施例的马达驱动粉末成型机的构造的截面图。
10.图2是示出根据本公开的第一实施例的辅助柱塞伺服单元的构造的截面图。
11.图3是示出根据本公开的第二实施例的马达驱动粉末成型机的构造的截面图。
12.图4示出使用根据现有技术的马达驱动粉末成型机的粉末成型的过程。
具体实施方式
13.以下,将参照附图描述实施例。由于附图被简化,因此不应基于附图的描述狭隘地解释实施例的技术范围。相同的元件用相同的附图标号表示,并省略重复的描述。当在以下实施例中提及包括件数、数值、数量、范围等的元件的数量等时,其数量不限于特定数量,并且可大于或小于或等于特定数量,除非另有特别说明且原则上明确限定为特定数量。
14.《直到构思根据实施例的马达驱动粉末成型机的研究历史》
15.首先,将参照图4描述根据现有技术的马达驱动粉末成型机。图4示出使用在构思实施例之前的概念阶段中的马达驱动粉末成型机使用上模和下模形成的型腔中的粉末成型的过程。
16.作为前提,在具有两个滚珠丝杠对角地布置以用于驱动一个轴的构造的设备的情况下,要使用的伺服单元的数量大大增加,设备的简化成为问题。为简化设备,需要使用单个马达和滚珠丝杠驱动,以用于单轴驱动。然而,令人担忧的是,设备可能会由于以下原因而被损坏。
17.具体地,假设其中模具由产品的段数划分并且在压力下每个部分的压缩率被保持在适当的范围内的多段成型。在多段成型的情况下,如果在监测加压期间的控制压力的同时用于执行比例积分微分(proportional integral differential,pid)速度控制的浮动轴布置为彼此面对,则当下模或上模到达可移动范围的极限位置时,可能发生对于加压速度的快速增加的控制延迟。与控制延迟相关的增加的压力可能损坏模具或设备的部件。
18.图4的曲线图示意性地示出在使用上模和下模成型期间施加到轴的压力。如图4中所示,由于在成型期间从产品施加的压力,上轴向上移动,下轴向下移动。即使当使用测力传感器监测压力时,当下模或上模到达可移动范围的极限位置时,也可能发生压力的快速增加。此外,如果施加到测力传感器的压力快速增加,则控制可能不能够跟上。在这样的情况下,马达驱动粉末成型机和外围设备可能被损坏。
19.因此,已经发现可以解决这样的问题的根据以下实施例的马达驱动粉末成型机。
20.[第一实施例]
[0021]
将参照图1和图2描述根据本实施例的马达驱动粉末成型机1。图1是示出根据本实施例的马达驱动粉末成型机1的构造的截面图。图2是示出根据本实施例的马达驱动粉末成型机1的辅助柱塞伺服单元的构造的截面图。图2是稍后将描述的上模辅助柱塞伺服单元80,上模辅助柱塞伺服单元80具有与下模辅助柱塞伺服单元70相同的构造。因此,将省略对下模辅助柱塞伺服单元70的构造的描述。
[0022]
如图1中所示,马达驱动粉末成型机1例如设置在基座60上。马达驱动粉末成型机1具有在垂直于基座60的方向上延伸的长方体形状。马达驱动粉末成型机1包括下模主柱塞伺服单元10、下模20、上模30、上模主柱塞伺服单元40和控制单元50。
[0023]
在马达驱动粉末成型机1中,粉末材料被填充在使用上模30和下模20形成的型腔中。由上模主柱塞伺服单元40和下模主柱塞伺服单元10对被填充的粉末材料施加压力,使得粉料经受压缩成型。上模主柱塞伺服单元40通过主轴操作上模30。下模主柱塞伺服单元10通过主轴操作下模20。在这样的情况下,上模30和下模20在一个方向上移动,例如在竖直方向上移动。
[0024]
可在下模20下方设置旋转机构。在该情况下,旋转机构可在水平平面上旋转下模
20。注意的是,水平平面不限于精确地水平的平面,而是根据技术目的代替地包括倾斜到一定程度的平面。
[0025]
如图1中所示,下模主柱塞伺服单元10可设置在马达驱动粉末成型机1的下部。下模主柱塞伺服单元10可包括伺服马达。在这样的情况下,伺服马达使下模20移动。伺服马达用于使下模20移动以及粉末材料的压缩成型。
[0026]
如图1中所示,上模30设置在下模20的上方。上模30和下模20是用于将填充在型腔中的粉末材料压缩成型的模具。
[0027]
上模主柱塞伺服单元40设置在上模30的上方。上模主柱塞伺服单元40可包括伺服马达。可设置多个伺服马达。上模主柱塞伺服单元40使上模30移动。
[0028]
控制单元50控制马达驱动粉末成型机1的上模30和下模20的移动速度。控制单元50通过控制伺服马达使下模20和上模30移动。
[0029]
下模辅助柱塞伺服单元70设置在下模20下方。下模辅助柱塞伺服单元70可包括辅助柱塞驱动滑块。在这样的情况下,可在辅助柱塞驱动滑块上设置线性运动滚珠丝杠。下模辅助柱塞伺服单元70通过与下模主柱塞伺服单元10同步操作来控制下模20的操作速度。下模辅助柱塞伺服单元70利用通过辅助轴操作下模20来向被填充的粉末材料施加压力,以执行压缩成型。
[0030]
上模辅助柱塞伺服单元80设置在上模30的上方。上模辅助柱塞伺服单元80可包括辅助驱动滑块。在这样的情况下,可在辅助柱塞驱动滑块上设置线性运动滚珠丝杠。上模辅助柱塞伺服单元80通过与上模主柱塞伺服单元40同步操作控制上模30的操作速度。上模辅助柱塞伺服单元80利用通过辅助轴操作上模30来向被填充的粉末材料施加压力,以执行压缩成型。
[0031]
主轴测力传感器14a设置在主轴上,辅助轴测力传感器14b和14c设置在辅助轴上。测力传感器14a、14b和14c用作压力检测器,以用于检测在轴向方向上施加的压力。因此,可使用诸如压力计的压力检测器来代替测力传感器14a、14b和14c。测力传感器可设置在主轴或辅助轴上。
[0032]
在该情况下,控制单元50使用测力传感器14a、14b和14c监测施加在各自轴向方向上的压力。基于由测力传感器14a、14b和14c检测到的压力,控制单元50可控制下模主柱塞伺服单元10和下模辅助柱塞伺服单元70中的至少一者的操作速度,或者可控制下模主柱塞伺服单元10和下模辅助柱塞伺服单元70两者的操作速度,使得这些压力落入在预定范围内。基于由测力传感器14a、14b和14c检测到的压力,控制单元50可控制上模主柱塞伺服单元40和上模辅助柱塞伺服单元80中的至少一者的操作速度,或者可控制上模主柱塞伺服单元40和上模辅助柱塞伺服单元80两者的操作速度,使得这些压力落入在预定范围内。
[0033]
此外,为了防止在测力传感器14a、14b和14c中发生加压速度的快速增加时对设备的损坏,在上模和下模中的每一者的主轴和辅助轴的滚珠丝杠与测力传感器14a、14b和14c之间分别设置主轴压力吸收构件15a、辅助轴压力吸收构件15b和15c。主轴压力吸收构件15a和辅助轴压力吸收构件15b和15c是机械震动吸收构件,并且可由例如简单的液压缸构成。可在当在轴向方向上施加到主轴11和辅助轴12和13中的至少一者上的压力变为预定值或更高值时操作主轴压力吸收构件15a以及辅助轴压力吸收构件15b和15c。在这样的情况下,可设置用于检测每个压力吸收构件的操作的传感器,并且控制单元50可检测主轴压力
吸收构件15a和辅助轴压力吸收构件15b和15c的操作。
[0034]
在此,预定值是高于当控制单元50控制模具的操作速度时在轴向方向上施加的压力的预定范围的上限值的值。预定值低于当在施加弹性后退压力的方向上移动的上模30和下模20中的一者由于上模30和下模20中的另一者的移动而到达可移动范围的极限位置时在轴向方向上施加的压力。
[0035]
此外,可采用使用线性传感器监测上模30和下模20的位置的构造。在这样的情况下,控制单元50可使用线性传感器来获得上模30和下模20的实际速度。在此,实际速度指示真实速度,例如是指基于上模的位置的移动而计算出的上模的真实速度。通过与主轴11同步地操作辅助轴12和13,能够彻底成型,并且可以以高精度成型复杂的烧结件。
[0036]
作为马达驱动粉末成型机1的操作,将描述使粉末材料成型的方法和在粉末成型中控制马达驱动粉末成型机1的方法。作为用于使被填充在型腔中的粉末材料成型的方法,例如使用比例成型。比例成型是通过使下模20相对于上模30以恒定速率延迟执行压缩的成型方法。
[0037]
根据本实施例的马达驱动粉末成型机1,能够减少对设备造成损坏的加压速度的快速增加。此外,通过设置主轴压力吸收构件15a和辅助轴压力吸收构件15b和15c,能够作为故障保护功能防止对设备的损坏。
[0038]
[第二实施例]
[0039]
将参照图3描述根据本实施例的马达驱动粉末成型机1。图3是示出根据本实施例的马达驱动粉末成型机1的构造的截面图。与第一实施例不同,根据本实施例的马达驱动粉末成型机1包括两个下模主柱塞伺服单元10。
[0040]
如图3中所示,下模主柱塞伺服单元10可设置在马达驱动粉末成型机1的下部。下模主柱塞伺服单元10中的每一者可包括伺服马达。两个下模主柱塞伺服单元10布置在下模20的下方,并且在水平方向上在二者之间隔开间隔地布置。注意,下模主柱塞伺服单元10的数量不限于两个,代替地可以是三个或更多个。
[0041]
如图3中所示,两个下模主柱塞伺服单元10连接并链接至沿着水平方向延伸的下模主柱塞伺服单元联接杆16的两端。以此方式,联接杆16用作两个下模主柱塞伺服单元10的链接机构。因此,两个下模主柱塞伺服单元10同步地操作。链接机构可在两个伺服马达之间竖直地移动。
[0042]
如在根据本实施例的马达驱动粉末成型机中,通过布置两个下模主柱塞伺服单元10且在其间插入联接杆16,可在两个下模主柱塞伺服单元10之间分担使下模20移动和压缩粉末材料所需的力,可使下模主柱塞伺服单元10小型化。
[0043]
此外,当由于下模20和上模30中的一者到达可移动范围的极限位置而发生压力的快速增加时,联接杆16弹性地变形以用作成型产品的缓冲垫。通过包括使用联接杆16的链接机构,能够降低设备被损坏的可能性。
[0044]
从如此描述的公开中,将明显的是,可以以多种方式改变本公开的实施例。这样的变化不应被视为背离本公开的精神和范围,并且对于本领域技术人员而言将明显的所有这样的修改旨在被包括在所附权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1