一种蒸压轻质加气混凝土砌块生产用成型设备的制作方法
1.本发明涉及混凝土加工领域,具体为一种蒸压轻质加气混凝土砌块生产用成型设备。
背景技术:
2.加气混凝土砌块是一种轻质多孔、保温隔热、防火性能良好、可钉、可锯、可刨和具有一定抗震能力的新型建筑材料,可根据当地不同原材料,不同条件来量身定造,原材料可选择河砂、粉煤灰、矿砂等多种,因地制宜,并且可以废物利用,有利环保,真正的变废为宝,在加气混凝土砌块生产过程中,为了使混凝土砌块成型,通常需要采用双向液压砖机对混凝土进行挤压成型,而且混凝土砌块为了方便使用减轻重量,通常会在砌块中间压制通孔。
3.但是现有的成型设备在使用过程中,通常会通过多组液压缸对原料进行挤压,并通过推动插杆插入到模具内,使产品中形成通孔,但是砌块凝固后,将插杆抽出时很容易造成砌块损伤,影响生产质量,而且在脱模后模具与产品的顶端都会堆积未固定的原料,对残留的原料现有的操作是在对砌块运输时通过刷毛将原料刷下来,不能方便的对原料进行回收,而且清理过程中造成扬尘,造成环境污染。
技术实现要素:
4.基于此,本发明的目的是提供一种蒸压轻质加气混凝土砌块生产用成型设备,以解决插杆不便抽出、不便对残留的原料进行清理回收的技术问题。
5.为实现上述目的,本发明提供如下技术方案:一种蒸压轻质加气混凝土砌块生产用成型设备,包括保护壳、传送带以及砌块,所述保护壳顶板安装有搅拌罐,所述保护壳的内部活动安装有原料输送机构,所述保护壳的内部位于原料输送机构的一侧安装有成型机构,所述保护壳的内部位于成型机构的正上方安装有多组第一液压缸,所述第一液压缸的输出端连接有上模块,所述上模块的顶端位于第一液压缸输出端两侧安装有第三液压缸,所述第三液压缸的输出端安装有电机,且电机的输出端连接有插杆,所述插杆贯穿上模块,所述插杆的外侧位于上模块的内部设置有转动扇叶,且插杆与转动扇叶传动连接,所述上模块分别开设有转动扇叶与外界空气接触的排气槽与吸气口,所述吸气口的下方安装有转动刮板,且转动刮板位于上模块底端的一侧,所述转动刮板的底端与砌块的顶端对齐,且转动刮板不与成型机构接触。
6.通过采用上述技术方案,能够方便的对砌块进行挤压成型,且成型后插杆能够方便的从砌块内抽出,减少对砌块的损伤,在下料过程中,通过转动刮板对堆积在砌块上方的残料进行收集,通过插杆带动转动扇叶转动,使气流对残料进行进一步的收集,当上模块移动到原料箱上后,使残料落入到原料箱内,方便对原料进行回收。
7.本发明进一步设置为,原料输送机构由原料箱以及气缸构成,所述原料箱位于搅拌罐的下方,所述原料箱的侧面安装有气缸,气缸固定在保护壳的内壁,且原料箱通过气缸在保护壳的内部移动。
8.通过采用上述技术方案,方便对原料箱进行移动。
9.本发明进一步设置为,所述原料箱的中间部位为中空结构,所述原料箱的底端开设有下料口,所述下料口与成型机构对齐。
10.通过采用上述技术方案,方便对原料进行运输,并且使原料通过下料口进入到成型腔内。
11.本发明进一步设置为,成型机构包括成型腔与第二液压缸,所述成型腔固定在保护壳的底端,且第二液压缸位于成型腔的下方,所述第二液压缸的输出端安装有多组延伸至成型腔内部的下模块,且上模块位于成型腔的正上方。
12.通过采用上述技术方案,能够方便对原料进行成型,下模块能够方便对砌块推动,从而进行脱模。
13.本发明进一步设置为,所述第三液压缸与第一液压缸的输出端固定连接,所述第三液压缸通过软管与外界液压源接通。
14.通过采用上述技术方案,方便第三液压缸移动。
15.本发明进一步设置为,所述插杆的内壁安装有多组磁铁,所述转动扇叶的内部连接有吸附环,所述插杆通过磁铁、吸附环之间的磁力与转动扇叶传动连接。
16.通过采用上述技术方案,使插杆带动转动扇叶同步转动。
17.本发明进一步设置为,所述原料箱的侧面与砌块的侧面对齐,所述原料箱的外侧开设有多组限位板,每组砌块皆位于限位板之间的间隔中。
18.通过采用上述技术方案,方便原料箱推动砌块移动,通过限位板对砌块进行限位,保证推动时砌块不会发生偏移。
19.综上所述,本发明主要具有以下有益效果:
20.1、本发明通过设置的第三液压缸、电机以及插杆,在对插杆进行拔出时,启动电机,电机带动插杆在砌块内转动,从而能够使插杆与砌块旋转脱离,减少对砌块的损伤,提高成型效果,有效解决了插杆不便抽出的问题。
21.2、本发明通过设置的电机、插杆、转动扇叶以及上模块,在对砌块进行下料时,通过电机带动插杆在上模块内转动,插杆通过内壁的多组磁铁带动转动扇叶转动,转动扇叶带动空气在上模块内流动,使吸气口形成负压,随后通过对砌块进行下料,推动砌块在转动刮板下方移动,转动刮板对砌块上方的残料进行刮除,且吸气口的负压将刮除的残料进行吸附,使残料堆积在吸气口外侧以及转动刮板的侧面,当移动到原料箱上方后,停止电机运行,残料在重力的作用下沿着转动刮板侧面下落到原料箱内,从而对残留进行回收,提高使用效率,有效解决了不便对残留的原料进行清理回收的问题。
附图说明
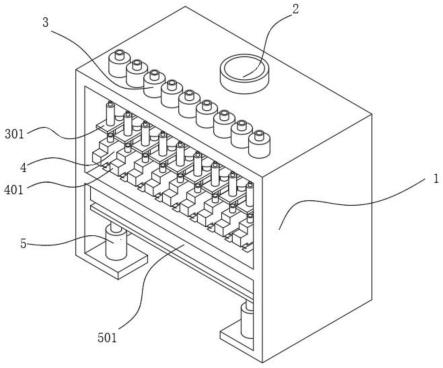
22.图1为本发明的结构示意图;
23.图2为本发明的剖面结构示意图;
24.图3为本发明的限位板结构示意图;
25.图4为本发明的原料箱位于成型腔上方结构示意图;
26.图5为本发明的电机结构示意图;
27.图6为本发明的上模块剖面结构示意图;
28.图7为本发明的上模块俯视结构示意图;
29.图8为本发明的插杆内部结构示意图。
30.图中:1、保护壳;2、搅拌罐;3、第一液压缸;301、支撑板;4、上模块;401、连接盒;402、转动刮板;403、排气槽;404、吸气口;5、第二液压缸;501、下模块;6、成型腔;7、原料箱;701、下料口;8、限位板;9、气缸;10、传送带;11、第三液压缸;12、砌块;13、电机;1301、输出转轴;14、插杆;1401、连接杆;1402、磁铁;15、转动扇叶;1501、吸附环。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
32.下面根据本发明的整体结构,对其实施例进行说明。
33.一种蒸压轻质加气混凝土砌块生产用成型设备,如图1至图8所示,包括保护壳1、传送带10以及砌块12,保护壳1顶板安装有搅拌罐2,保护壳1的内部活动安装有原料输送机构,原料输送机构由原料箱7以及气缸9构成,原料箱7位于搅拌罐2的下方,原料箱7的侧面安装有气缸9,气缸9固定在保护壳1的内壁,且原料箱7通过气缸9在保护壳1的内部移动,在上料时,将原料注入到搅拌罐2内,打开搅拌罐2底端的阀门,使原料进入到原料箱7内,启动气缸9推动原料箱7移动。
34.保护壳1的内部位于原料输送机构的一侧安装有成型机构,成型机构包括成型腔6与第二液压缸5,成型腔6固定在保护壳1的底端,且第二液压缸5位于成型腔6的下方,第二液压缸5的输出端安装有多组延伸至成型腔6内部的下模块501,原料箱7移动到成型腔6上方,使原料进入到成型腔6内。
35.保护壳1的内部位于每组成型腔6的正上方皆安装有第一液压缸3,第一液压缸3的输出端连接有上模块4,在上料结束后,启动第一液压缸3,第一液压缸3的输出端推动上模块4向下移动,使上模块4插入到成型腔6内对原料进行挤压成型,上模块4的顶端位于第一液压缸3输出端外侧安装有支撑板301,支撑板301的两侧安装有第三液压缸11,第三液压缸11的输出端安装有电机13,且电机13的输出端连接有插杆14,插杆14贯穿上模块4,在对原料进行挤压后,启动第三液压缸11,第三液压缸11的输出端推动电机13移动,电机13的的输出转轴1301带动插杆14向下移动,使插杆14插入到原料内,使原料内形成通孔,插杆14的外侧位于上模块4的内部设置有转动扇叶15,插杆14的内壁安装有多组磁铁1402,转动扇叶15的内部连接有吸附环1501,插杆14通过磁铁1402、吸附环1501之间的磁力与转动扇叶15传动连接,上模块4分别开设有转动扇叶15与外界空气接触的排气槽403与吸气口404,上模块4的侧面安装有连接盒401,吸气口404位于连接盒401底端,吸气口404的下方安装有转动刮板402,且转动刮板402位于上模块4底端的一侧,转动刮板402的底端与砌块12的顶端对齐,在砌块12加工完毕后,启动第一液压缸3与第二液压缸5,将砌块12从成型腔6内推出,启动电机13低速运行,电机13通过输出转轴1301带动插杆14在砌块12缓慢转动,从而能够有效的使插杆14与砌块内壁分离,随后启动第三液压缸11,使第三液压缸11的输出端带动电机13以及旋转的插杆14同步向上移动,使插杆14与砌块12快速分离,并减少分离时插杆14拉扯导致砌块12损坏的几率,提高了砌块12的品质,直至插杆14与砌块12分离并进入到上模
块4内部,此时插杆14内壁的磁铁1402与转动扇叶15内壁的吸附环1501对齐,通过磁力使转动扇叶15能够随插杆14同步转动,此时高速启动电机13,带动插杆14以及转动扇叶15高速转动,从而能够将外界空气从吸气口404吸入从排气槽403排出,使转动刮板402的侧面形成负压,随后启动第一液压缸3,使上模块4稍微远离砌块12,并使转动刮板402的底端能够与砌块12的顶端对齐,再次启动气缸9,气缸9的输出端推动原料箱7移动,原料箱7与砌块12的侧面接触并推动砌块12移动,原料箱7通过外侧的限位板8对砌块12进行限位,保证在移动过程中砌块12不会发生偏移,砌块12在移动过程转动刮板402位于砌块12上方,从而能够对砌块上方残留的原料进行刮除,并通过负压将残料吸入到吸气口404处,通过过滤网对原料进行拦截,直至转动刮板402通过限位板8上方到达原料箱7上方,此时停止电机13运行,插杆14以及转动扇叶15不在转动,吸附在吸气口404以及堆积在转动刮板402外侧的残料在重力的作用下下落进入到原料箱7内,从而能够方便的对砌块12外侧进行清理,并将残料送回到原料箱7内。
36.请参阅图2与图4,原料箱7的中间部位为中空结构,原料箱7的底端开设有下料口701,下料口701与成型机构对齐,且下料口701的侧面为斜面铲刀,能够方便的将原料箱7内的原料送入到成型腔6内,通过铲刀能够对原料进行铲起,避免原料堆积在保护壳1的内壁。
37.请参阅图2,第三液压缸11与第一液压缸3的输出端固定连接,第三液压缸11通过软管与外界液压源接通,方便第三液压缸11移动。
38.请参阅图2与图3,原料箱7的侧面与砌块12的侧面对齐,原料箱7的外侧开设有多组限位板8,每组砌块12皆位于限位板8之间的间隔中,方便原料箱7推动砌块12移动,通过限位板8对砌块12进行限位,保证推动时砌块12不会发生偏移。
39.本发明的工作原理为:首先将各组液压缸与外界液压源连接,第三液压缸11通过软管与外界液压源连接,将设备与外界电源连接,使设备能够正常运行,在对设备进行使用时,首先将原料注入到搅拌罐2内,打开搅拌罐2底端的阀门,使原料进入到原料箱7内,启动气缸9推动原料箱7移动,使原料箱7底端的下料口701移动到成型腔6上方,此时原料通过下料口701进入到成型腔6内,随后启动气缸9带动原料箱7回位,启动第一液压缸3,第一液压缸3的输出端推动上模块4向下移动,使上模块4插入到成型腔6内对原料进行挤压成型,随后启动第三液压缸11,第三液压缸11的输出端推动电机13移动,电机13的的输出转轴1301带动插杆14向下移动,使插杆14插入到原料内,使原料内形成通孔,直至原料成型为砌块12后,同时启动第一液压缸3以及第二液压缸5,将砌块12从成型腔6中推出,直至下模块501的顶端与成型腔6的顶端对齐,随后使电机13低速运行,电机13通过输出转轴1301带动插杆14在砌块12缓慢转动,从而能够有效的使插杆14与砌块内壁分离,随后启动第三液压缸11,使第三液压缸11的输出端带动电机13以及旋转的插杆14同步向上移动,使插杆14与砌块12快速分离,并减少分离时插杆14拉扯导致砌块12损坏的几率,提高了砌块12的品质,直至插杆14与砌块12分离并进入到上模块4内部,此时插杆14内壁的磁铁1402与转动扇叶15内壁的吸附环1501对齐,通过磁力使转动扇叶15能够随插杆14同步转动,此时高速启动电机13,带动插杆14以及转动扇叶15高速转动,从而能够将外界空气从吸气口404吸入从排气槽403排出,使转动刮板402的侧面形成负压,随后启动第一液压缸3,使上模块4稍微远离砌块12,并使转动刮板402的底端能够与砌块12的顶端对齐,再次启动气缸9,气缸9的输出端推动原料箱7移动,原料箱7与砌块12的侧面接触并推动砌块12移动,原料箱7通过外侧的限位板8对
砌块12进行限位,保证在移动过程中砌块12不会发生偏移,砌块12在移动过程转动刮板402位于砌块12上方,从而能够对砌块上方残留的原料进行刮除,并通过负压将残料吸入到吸气口404处,通过过滤网对原料进行拦截,直至转动刮板402通过限位板8上方到达原料箱7上方,此时停止电机13运行,插杆14以及转动扇叶15不在转动,吸附在吸气口404以及堆积在转动刮板402外侧的残料在重力的作用下下落进入到原料箱7内,从而能够方便的对砌块12外侧进行清理,并将残料送回到原料箱7内,提高了使用效率与原料利用率,此时砌块12移动到传送带10上,通过传送带10对砌块12进行运输,随后启动第二液压缸5,使下模块501向下移动,原料再次进入到成型腔6内,重复上述过程进行后续砌块12加工。
40.尽管已经示出和描述了本发明的实施例,但本具体实施例仅仅是对本发明的解释,其并不是对发明的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本发明的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1