低能耗激光焊接的型材装饰框结构的制作方法
1.本发明涉及一种建筑幕墙的装饰结构部分,具体涉及一种建筑幕墙上的全铝合金装饰框的结构改进。
背景技术:
2.目前建筑幕墙使用外装饰结构极其普遍,其结构的连接做法也层出不穷。 而且建筑师为了追求建筑效果,对于装饰构件的平整度、加工精度、拼缝处理等尤为关注。但是传统的装饰铝板通常是采用铝板弯折成设计的形状并与板筋利用氩弧焊的方法固定连接在一起形成装饰板的结构,这种传统的装饰铝板在造型上、尤其是一些弧面造型上具有较多限制,而且装饰构件的平整度、加工精度、拼缝处理、结构强度等并不理想,难以满足较高档次的建筑效果的需要。
技术实现要素:
3.本发明要解决的技术问题在于提供一种能标准化设计、批量加工生产、外观效果好且结构可靠的低能耗激光焊接的型材装饰框结构。
4.本发明的技术方案如下:一种低能耗激光焊接的型材装饰框结构,包括:位于上下两侧的横框、位于左右两侧的竖框;还包括位于转角处的转角型材和转角盖板;所述横框、竖框和转角型材采用铝合金型材,所述转角型材分别与横框和竖框的端部通过激光焊接固定连接在一起,所述转角盖板通过激光焊接固定于所述转角型材的前侧面。
5.所述转角型材两端设有插接部,两端的所述插接部分别插入所述横框和竖框的端部空腔内。
6.所述转角型材包括:位于外侧且相连的水平板和垂直板、位于内侧的弧面板、连接该弧面板端部和水平板端部的垂直端面、连接该弧面板另一端部和垂直板端部的水平端面、以及连接该弧面板中部和所述水平板和垂直板相接处的斜撑板;两侧的所述插接部分别一体成型于所述垂直端面和水平端面的外侧。
7.所述插接部的宽度小于所述垂直端面和水平端面的宽度,所述横框的端面与所述垂直端面焊接,所述竖框的端面与所述水平端面焊接。
8.所述横框内侧凸设有水平连接板,该水平连接板上沿其长度方向设有多个腰孔;所述竖框内侧凸设有垂直连接板,该垂直连接板上沿其长度方向设有多个腰孔。
9.所述转角盖板的周边轮廓与所述转角型材除插接部外的其余部分的周边轮廓重合,所述横框和竖框的外侧面与所述转角盖板的外侧面平齐;在所述横框与转角型材的焊接处,该横框的上下外表面分别与转角型材的上下外表面平齐;在所述竖框与转角型材的焊接处,该竖框的左右外表面分别与转角型材的左右外表面平齐。
10.上部横框的顶面和下部横框的底面沿其长度方向设有水平凹槽,左侧竖框的左边
外侧壁和右侧竖框的右边外侧壁沿其长度方向设有竖向凹槽。
11.与现有技术相比较,本发明的低能耗激光焊接的型材装饰框结构的横框、竖框和转角型材采用铝合金型材并采用激光焊接固定,焊接处的平整度和精度更高,外观效果更好、结构更可靠,构件能实现标准化设计、批量加工生产,安装更便捷,相比传统装饰铝板具有明显的优势,能满足高档次建筑装饰效果的需要。
附图说明
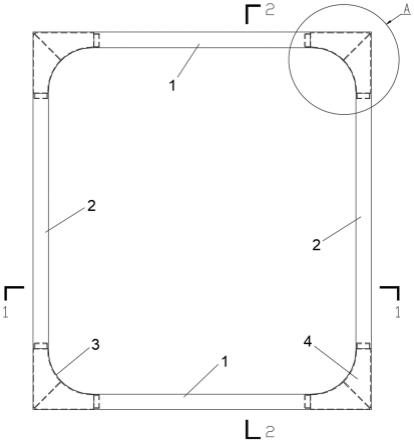
12.图1为本发明低能耗激光焊接的型材装饰框结构的前部立面图;图2为图1中的1-1剖面图;图3为图1中的2-2剖面图;图4为图1中的a部放大图;图5为图1中a部的俯视图;图6为上部横框的平面图;图7为图6中的3-3剖面图;图8为下部横框的平面图;图9为图8中的4-4剖面图;图10为左侧竖框的立面图;图11为图10中的5-5剖面图;图12为右上角的所述转角型材的立面图;图13为右上角的所述转角型材的仰视图;图14为右上角的所述转角盖板的立面图。
具体实施方式
13.下面结合实施例和附图对本发明作进一步的详细说明。
14.如图1、图2和图3所示,本发明的低能耗激光焊接的型材装饰框结构呈方框形状,包括:位于上下两侧的横框1、位于左右两侧的竖框2以及位于转角处的转角型材3和转角盖板4。其中,所述横框1、竖框2和转角型材3采用铝合金型材,所述转角型材3分别与横框1和竖框2的端部通过激光焊接固定连接在一起,所述转角盖板4通过激光焊接固定于所述转角型材3的前侧面。图2和图3中包在横框1和竖框2外的双点划线表示包在该装饰框外的装饰面5(下同)。
15.如图6至图9所示,所述横框1的横截面为主体部分大致呈矩形的空心结构,在该矩形内侧凸设有水平连接板11,该水平连接板11上沿其长度方向设有多个竖向的腰孔13,用螺栓穿过该水平连接板11上的腰孔13可将横框1连接至其他建筑构件上。本实施例中,上部横框1的水平连接板11沿该横框1的整个长度方向设置,而下部横框1的水平连接板11则沿该横框1的长度方向断续地设置,这主要是根据所连接的建筑构件的形状而做的避位设计。此外,上部横框1的顶面和下部横框1的底面沿其长度方向设有水平凹槽12,可用于安装胶条,该胶条可使得上下相邻的装饰框拼接在一起时更加美观。
16.本实施例中,左侧竖框2与右侧竖框2呈左右对称的结构,此处仅对左侧竖框2的结构加以说明。如图10和图11所示,所述竖框2的横截面为主体部分大致呈矩形的空心结构,
在该矩形内侧凸设有垂直连接板21,该垂直连接板21上沿其长度方向设有多个水平的腰孔23用于与其他建筑构件的连接。此外,左侧竖框2的左边外侧壁和右侧竖框2的右边外侧壁沿其长度方向设有竖向凹槽22,该竖向凹槽22内同样可用于安装胶条,使得左右相邻的装饰框拼接在一起时更加美观。
17.如图12和图13所示,本实施例中,所述转角型材3为一体成型的型材结构,其包括:位于角部外侧且相连的水平板32和垂直板33、位于角部内侧的弧面板34、连接该弧面板34端部和水平板32端部的垂直端面35、连接该弧面板34另一端部和垂直板33端部的水平端面36、连接该弧面板34中部和所述水平板32和垂直板33相接处的斜撑板37、以及分别一体成型于所述垂直端面35和水平端面36外侧的插接部31。
18.如图14所示,所述转角盖板4采用板厚为3.5毫米的铝合金型材板,其周边轮廓与所述转角型材3除插接部31外的其余部分的周边轮廓重合。
19.本实施例中,所述插接部31的横截面大致为矩形,其宽度小于所述垂直端面35和水平端面36的宽度,如图4所示,所述转角型材3两端的插接部31分别插入所述横框1和竖框2的端部空腔内。
20.如图5所示,在将所述转角盖板4周边轮廓与转角型材3的周边轮廓对齐后用激光焊接将该转角盖板4固定于转角型材3前部侧面,将所述插接部31分别插入所述横框1和竖框2的端部空腔内之后,将所述横框1的端面与所述垂直端面35进行激光焊接,将所述竖框2的端面与所述水平端面36进行激光焊接,焊接完成后需要将焊接处打磨光滑、平整,然后整体进行氟碳喷涂处理。
21.如图4和图5所示,本实施例中,所述横框1和竖框2的外侧面与所述转角盖板4的外侧面平齐,而在所述横框1与转角型材3的焊接处,该横框1的上下外表面分别与转角型材3的上下外表面平齐;在所述竖框2与转角型材3的焊接处,该竖框2的左右外表面分别与转角型材3的左右外表面平齐。由此使得本发明的装饰框结构整体无拼缝,外观更简洁、美观。
22.本发明的低能耗激光焊接的型材装饰框结构由于其横框1、竖框2、转角型材3和转角盖板4均采用铝合金型材,其外形不受限制,即使是弧形面也不受限制,因此其外观效果更佳,可实现标准化设计、批量加工生产,而且焊接处平整度、精度更高,结构更可靠,此外,各部分的型材可采用相同材质和相同颜色,使得完成后的型材装饰框结构更加美观。
23.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1