一种预应力建筑构件模台生产线用布筋机及快速布筋工艺的制作方法
1.本发明涉及钢筋布置设备技术领域,具体地说是一种预应力建筑构件模台生产线 用布筋机及快速布筋工艺。
背景技术:
2.叠合楼板是装配式建筑量大面广的重要部品构件,对装配式建筑的发展有着举足 轻重的作用,制作过程需向模台内铺设钢筋以及浇注混凝土,其中钢筋需要按照既定 位置进行一一铺设,才能保证装配建筑构件的连接强度等性能。目前国内外预应力混 凝土叠合板生产大部分停留在半自动化辅助手工作业,难以工序化、专业化、程序化、 机械化、规模化流水线型生产,生产中关键配件预应力钢筋的输送入模、定位疏筋等 工艺方法大多采用手工方式,具有劳动强度大,操作复杂繁琐,生产效率低下等突出 问题。
技术实现要素:
3.本发明的目的在于提供一种预应力建筑构件模台生产线用布筋机及快速布筋工 艺,使用布筋机替代传统的手工操作来完成钢筋的有序铺设,降低操作人员劳动强度 的同时还提高了布筋效率和质量,解决了现有技术中的问题。
4.本发明解决其技术问题所采用的技术方案是:本发明所述的一种预应力建筑构件 模台生产线用布筋机,包括有至少一条模台生产线,模台生产线的一端安装有钢筋调 直切断机,在模台生产线长度方向的一侧安装有可以开合的导料管机构,导料管机构 与钢筋调直切断机相对接,在导料管机构下侧设有存料架,所述模台生产线长度方向 的两侧均设有第一轨道,第一轨道上配合安装有布筋机,所述布筋机包括有行走车, 行走车的两侧均安装有与第一轨道相配合的行走轮,在行走车上安装有粗梳和细梳, 其中粗梳包括有竖直设置的若干个第一立辊,细梳包括有竖直设置的若干个第二立辊, 相邻第一立辊之间的间距大于相邻第二立辊之间的间距,在行走车的前端还铰接安装 有摆架,摆架远离行走车的一端安装有两根竖直设置的第三立辊,其中摆架、粗梳和 细梳在行走车上由前到后依次排布,钢筋调直切断机能将钢筋定尺寸分段截取在导料 管机构内,导料管机构能将内部的钢筋下放到存料架上,布筋机能将存料架内的钢筋 排布在模台生产线内。包括有至少两条模台生产线,两条模台生产线之间安装有钢筋 调直切断机、导料管机构和存料架,两条模台生产线共用一个布筋机,布筋机前端的 两侧均铰接安装有摆架,在远离钢筋调直切断机的模台生产线一端安装有第二轨道, 第二轨道与第一轨道相垂直设置,在第二轨道上配合安装有摆渡车,摆渡车能移动至 各模台生产线的端部,在摆渡车上安装有能与第一轨道相对接的第三轨道,布筋机能 移动至摆渡车上转移到另一条模台生产线。包括有偶数组的模台生产线,两组模台生 产线之间均安装有钢筋调直切断机、导料管机构和存料架,各模台生产线共用一个布 筋机,布筋机前端的两侧均铰接安装有摆架,在远离钢筋调直切断机的模台生产线一 端安装有第二轨道,第二轨道与第一轨道相垂直设置,在第二轨道上配合安装有摆渡 车,摆渡车能移动至各模台生产线的端部,在摆渡车上安装有能与第一轨道相对接
的 第三轨道,布筋机能移动至摆渡车上转移到另一条模台生产线。还包括有钢筋存放筒, 钢筋存放筒上通过转动轴承安装有导向管,钢筋存放筒内的钢筋能穿过导向管进入到 钢筋调直切断机内,所述导料管机构包括有第一立板,第一立板上安装有固定c型槽 钢,在第一立板上还安装有驱动缸,驱动缸的活塞杆上安装有能与固定c型槽钢相对 接的活动c型槽钢,驱动缸的活塞杆伸缩能实现活动c型槽钢和固定c型槽钢之间的 开合,所述存料架包括有竖直设置的第二立板和第三立板,第二立板位于固定c型槽 钢下侧,在第二立板的上端和第三立板的下端之间还连接有斜杆。预应力建筑构件模 台生产线用布筋机的快速布筋工艺,包括下述步骤:
①
钢筋调直切断机将钢筋按设定 长度分段截取在导料管机构内;
②
导料管机构开启将内部的钢筋下放至存料架上;
③ꢀ
人工将存料架上的钢筋一端取出,并将钢筋的端部依次穿过布筋机上的第三立辊、粗 梳和细梳,再穿过模台生产线上的预应力钢筋张拉横梁,并通过锚具固定在生产线端 头上的张拉横梁内;
④
待步骤
③
中的钢筋穿插完毕后,启动布筋机沿第一轨道移动, 将钢筋按布置要求铺设在模台生产线内;
⑤
待布筋机移动至模台生产线另一端位置后, 将输送、梳理完毕的钢筋安放在确定构件长度的端模钢筋槽内。在步骤
②
和步骤
③
之 间还存在下述操作:
①
清理台面、模具;
②
脱模剂喷涂;
③
构件定位;
④
端模组装。 在步骤
⑤
之后存在下述操作:
①
钢筋张拉;
②
端模位置检查。预应力建筑构件模台生 产线用布筋机的快速布筋工艺,包括下述步骤:
①
钢筋调直切断机将钢筋按设定长度 分段截取在导料管机构内;
②
导料管机构开启将内部的钢筋下放至存料架上;
③
人工 将存料架上的钢筋一端取出,并将钢筋的端部依次穿过布筋机上的第三立辊、粗梳和 细梳,再穿过模台生产线上的预应力钢筋张拉横梁,并通过锚具固定在生产线端头上 的张拉横梁内;
④
待步骤
③
中的钢筋穿插完毕后,启动布筋机沿第一轨道移动,将钢 筋按布置要求铺设在模台生产线内;
⑤
待布筋机移动至模台生产线另一端位置后,将 输送、梳理完毕的钢筋安放在确定构件长度的端模钢筋槽;
⑥
完成一条模台生产线的 送料梳筋后,将布筋机从第一轨道转移至摆渡车上的第三轨道;
⑦
摆渡车带动其上的 布筋机移动至另一条模台生产线端部,布筋机从第三轨道转移至另一条模台生产线上 的第一轨道,并让布筋机移动至模台生产线的起始端,重复步骤
①‑⑤
,完成第二条模 台生产线上的送料梳筋工作。
5.本发明的积极效果在于:本发明所述的一种预应力建筑构件模台生产线用布筋机, 包括有至少一条模台生产线,各模台生产线上配合安装有可以移动的布筋机,在模台 生产线一侧还安装有用于输送和截取钢筋的钢筋调直切断机,以及用于存放若干段预 应力钢筋的存料架,钢筋的一端穿过布筋机上的摆架、粗梳和细梳,当布筋机移动时 能将存料架内的钢筋按设定要求排布在模台生产线内,替代传统的手工实现钢筋在模 台内的铺设,不仅降低了操作人员的劳动强度,还提高了布筋效率和质量,有效提升 了整体生产线的生产效率,实现了规模化流水线型生产,有利于整体生产线的推广使 用。
附图说明
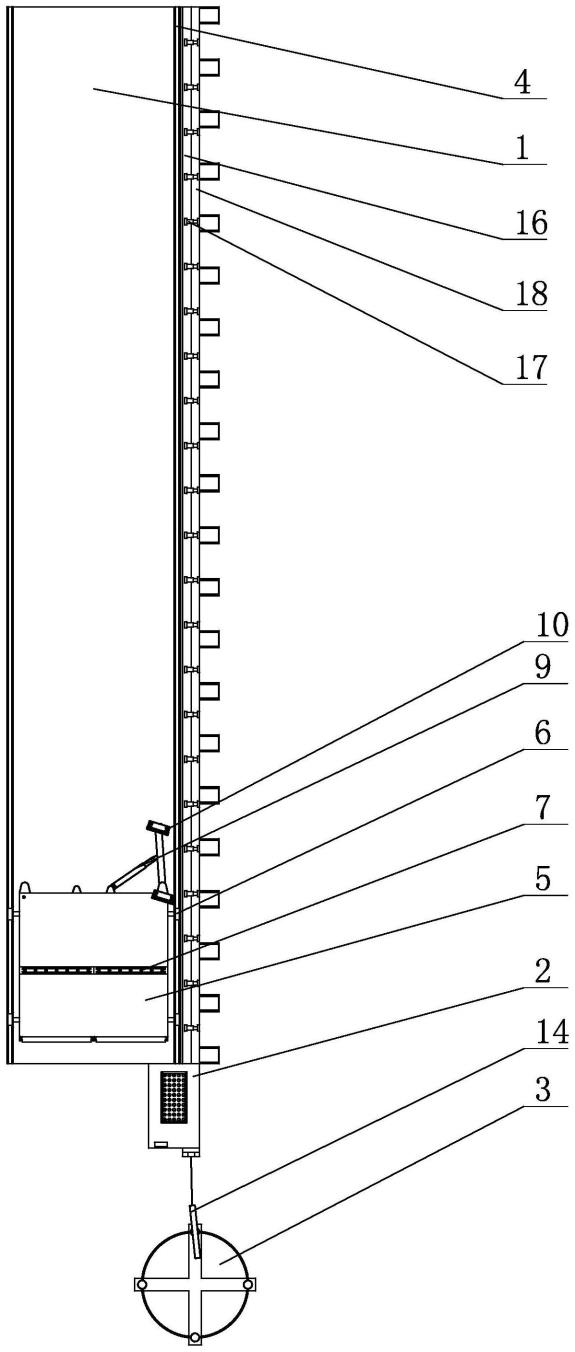
6.图1是本发明的结构示意图;
7.图2是布筋机的结构示意图;
8.图3是本发明设置两组模台生产线的结构示意图;
9.图4是本发明设置偶数组模台生产线的结构示意图;
10.图5是钢筋存放筒的结构示意图;
11.图6是导料管机构的剖视图;
12.图7是布筋机移动时将钢筋向模台生产线内布置的状态示意图。
具体实施方式
13.本发明所述的一种预应力建筑构件模台生产线用布筋机,如图1所示,包括有至 少一条模台生产线1,模台生产线1上用于制作一种预应力混凝土叠合板,为实现钢 筋按设定要求进行定尺寸截断,模台生产线1的一端安装有钢筋调直切断机2,钢筋 调直切断机2可以将钢筋输送到模台生产线1的一侧位置并将其按设定长度截断。
14.为了确保钢筋能在模台生产线1一侧位置稳定输送,不发生偏离等现象,在模台 生产线1长度方向的一侧安装有可以开合的导料管机构,导料管机构与钢筋调直切断 机2相对接,在导料管机构下侧设有存料架。导料管机构闭合时,由钢筋调直切断机 2输送的钢筋能在导料管机构内定位送进,当钢筋行进至指定位置并进行截断后,导 料管机构打开,其内部的钢筋就会落到存料架上。
15.所述模台生产线1长度方向的两侧均设有第一轨道4,第一轨道4上配合安装有 布筋机,如图2所示,所述布筋机包括有行走车5,行走车5的两侧均安装有与第一 轨道4相配合的行走轮6,行走轮6转动能带动布筋机整体进行移动。在行走车5上 安装有粗梳和细梳,粗梳和细梳能对需要布置的钢筋进行分梳导向,通过布筋机的移 动来将若干根钢筋按既定位置铺设到模台生产线1内。
16.其中粗梳包括有竖直设置的若干个第一立辊7,细梳包括有竖直设置的若干个第 二立辊8,相邻第一立辊7之间的间距大于相邻第二立辊8之间的间距,粗梳可以对 若干根钢筋进行较为粗略的分梳布置,细梳则可以对钢筋进行逐根的分梳导向,让钢 筋可以按照既定位置布置到模台生产线1中。
17.在行走车5的前端还铰接安装有摆架9,摆架9远离行走车5的一端安装有两根 竖直设置的第三立辊10,其中摆架9、粗梳和细梳在行走车5上由前到后依次排布。 所述摆架9可以转动移出模台生产线1的一侧位置,其上第三立辊10之间的位置可以 对钢筋进行承载和导向,以便于钢筋可以顺利进入到行走车5上的粗梳和细梳内。
18.当使用上述布筋机进行钢筋布置时,先是钢筋调直切断机2将钢筋输送并按既定 长度截取剪断,落入到存料架上,将摆架9转动移出模台生产线1,之后将钢筋的一 端放入到第三立辊10之间,并将钢筋分成若干组依次放置到粗梳的第一立辊7之间, 然后将每组钢筋内的各根钢筋依次放置到细梳的第二立辊8之间,各钢筋伸出布筋机 的一端均被固定在模具一端的张拉装置内,布筋机沿第一轨道4的长度方向行走,就 能将钢筋按照既定位置逐根布置在模台生产线1内。
19.其中模台生产线1可以模块化自承式台座沿长度方向接长至一定长度作为的主体 承载设备,由台座台面、运行轨道、应力承受、模板模具、张拉防护、喷淋覆盖、整 体温控养护、钢筋下料输送、跨线设备摆渡、电力及压缩空气输送等组成。
20.为进一步提高生产线的产量,如图3所示,生产线包括有至少两条模台生产线1, 两条模台生产线1之间安装有钢筋调直切断机2、导料管机构和存料架,两条模台生 产线1共用一个布筋机,布筋机前端的两侧均铰接安装有摆架9,无论布筋机在哪一 条模台生产
线1上,钢筋都可以沿靠近其一侧的摆架9穿插到布筋机上。为实现布筋 机在两条模台生产线1之间的移动转移,在远离钢筋调直切断机2的模台生产线1一 端安装有第二轨道11,第二轨道11与第一轨道4相垂直设置,在第二轨道11上配合 安装有摆渡车12,摆渡车12能移动至各模台生产线1的端部。在摆渡车12上安装有 能与第一轨道4相对接的第三轨道13,布筋机能移动至摆渡车12上转移到另一条模 台生产线1,也就是摆渡车12可以作为一个转运工具,能实现布筋机在不同模台生产 线1的转移。当布筋机移动至另一条模台生产线1上时,可以高速移动至生产线初始 位置,然后再进行钢筋的穿插,随着布筋机的移动实现该模台生产线1的布筋操作。
21.上述结构结合布筋机和摆渡车12的合理组合,能完成预应力钢筋的下料、输送、 梳筋和布筋机的跨线摆渡,实现流水作业。
22.进一步地,如图4所示,该生产线包括有偶数组的模台生产线1,两组模台生产 线1之间均安装有钢筋调直切断机2、导料管机构和存料架,各模台生产线1共用一 个布筋机,布筋机前端的两侧均铰接安装有摆架9,在远离钢筋调直切断机2的模台 生产线1一端安装有第二轨道11,第二轨道11与第一轨道4相垂直设置,在第二轨 道11上配合安装有摆渡车12,摆渡车12能移动至各模台生产线1的端部,在摆渡车 12上安装有能与第一轨道4相对接的第三轨道13,布筋机能移动至摆渡车12上转移 到另一条模台生产线1。
23.进一步地,为了便于放置成卷的钢筋,生产线还包括有钢筋存放筒3,如图5所 示,钢筋存放筒3上通过转动轴承安装有导向管14,钢筋存放筒3内的钢筋能穿过导 向管14进入到钢筋调直切断机2内,导向管14可以发生一定角度的偏转,在对钢筋 起到导向作用的同时,还能对钢筋输送过程中的晃动进行一定的缓冲。
24.为实现对钢筋沿模台生产线1的定位输送,如图6所示,所述导料管机构包括有 第一立板15,第一立板15上安装有固定c型槽钢16,在第一立板15上还安装有驱动 缸17,驱动缸17的活塞杆上安装有能与固定c型槽钢16相对接的活动c型槽钢18, 驱动缸17的活塞杆伸缩能实现活动c型槽钢18和固定c型槽钢16之间的开合。当钢 筋需沿模台生产线1长度方向进行输送时,固定c型槽钢16与活动c型槽钢18相对 接闭合,形成钢筋的输送通道,当钢筋输送至既定长度剪切之后,驱动缸17的活塞杆 伸出带动活动c型槽钢18远离固定c型槽钢16,在重力作用下,定尺寸分段截取的 钢筋便会落下到存料架上。
25.如图6所示,所述存料架包括有竖直设置的第二立板19和第三立板20,第二立 板19位于固定c型槽钢16下侧,在第二立板19的上端和第三立板20的下端之间还 连接有斜杆21,由导料管机构掉落的钢筋会降至斜杆21和第三立板20之间的空间上, 以便于后期对钢筋的抓取。
26.当只有一条模台生产线1时的布筋工艺,包括有下述步骤:
27.①
钢筋调直切断机2将钢筋按设定长度分段截取在导料管机构内;
28.②
导料管机构开启将内部的钢筋下放至存料架上;
29.③
人工将存料架上的钢筋一端取出,并将钢筋的端部依次穿过布筋机上的第三立 辊10、粗梳和细梳,再穿过模台生产线1上的预应力钢筋张拉横梁,并通过锚具固定 在生产线端头上的张拉横梁内;
30.④
待步骤
③
中的钢筋穿插完毕后,启动布筋机沿第一轨道4移动,将钢筋按布置 要求铺设在模台生产线1内;
产线1内的布筋质量,当布筋机从一条生产线转移到另一条生产线后,需要从生产线 后端移动至生产线前端时,则可以加快行走速度,快速复位至生产线端部位置,从而 可以提高整体布筋操作的效率。
45.本发明的技术方案并不限制于本发明所述的实施例的范围内。本发明未详尽描述 的技术内容均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1