一种钢肋混凝土上翼缘板的制作设备及制作方法与流程
1.本发明涉及一种钢肋混凝土上翼缘板的制作设备及制作方法,属于混凝土上翼缘板制作技术领域。
背景技术:
2.钢肋预应力混凝土叠合板是系列钢-混凝土组合预应力混凝土叠合板中的一种,具有整体性能好、抗裂性能优、底板刚度大、施工阶段可免支撑或少支撑等优点。钢肋预应力混凝土叠合板由预制预应力混凝土底板15、钢腹板3与混凝土上翼缘16(如图1所示),而钢肋混凝土上翼缘板就是由钢腹板和混凝土上翼缘组成。
3.混凝土上翼缘提供的抗弯刚度能够有效控制预制板的反拱值,并且在脱模、堆放、安装及施工阶段可提供必要的抗弯承载力和刚度,避免预制板在生产、运输及安装阶段的损坏。
4.目前的钢肋混凝土上翼缘板的制作方法中,侧模、端模均使用角钢,通过磁盒固定在模台上,钢肋通过一根固定在模台上的、垂直于钢肋长度方向的支撑梁或在钢肋上焊接支腿来保证稳定。
5.现有技术中为保证钢肋固定,支撑梁须隔一段距离设置一条,这给布料机连续布料、振捣造成困难;若采用焊接支腿的方法,因钢腹板较薄,容易焊穿钢板,对钢腹板的力学性能造成影响,而且又多出了一道工序;另外,采用角钢作为模板,浇筑出的混凝土上翼缘板没有倒角;作为侧模的角钢只有一侧可以生产叠合板,无法作为另一块相邻上翼缘的侧模使用,只能采用人工布料和振捣,效率较低。当两条或多条钢肋混凝土上翼缘板同时生产时,耗费的人工较多,混凝土浪费也相对较多,生产效率较低,成本较高。
技术实现要素:
6.针对现有技术的不足,本发明提供一种钢肋混凝土上翼缘板的制作设备及制作方法,可以解决z型钢腹板的固定问题,使混凝土布料、振捣更为快捷方便,且不增加工序;模板与模台接触紧密,可快装、快拆;中模板两侧均可实现批量生产,大大提高生产效率。
7.本发明采用以下技术方案:一种钢肋混凝土上翼缘板的制作设备,包括模台、中模板、边模板、端模板、张拉锚板、钢腹板、限位预应力钢筋、纵向预应力钢筋和定位塑料夹;所述边模板和端模板采用磁盒固定在模台上,磁盒常见于预制混凝土构件生产中,通过中间的磁铁吸附在模台上,中模板设置于两边模板之间,且数量为多条;所述限位预应力钢筋包括第一限位预应力钢筋和第二限位预应力钢筋,中模板顶部设置有一凹槽a,第一限位预应力钢筋嵌入该凹槽a内将中模板压紧固定在模台上,相邻边模板和中模板之间,以及相邻两中模板之间形成生产空间,生产空间内设置两根纵向预应力钢筋,两根纵向预应力钢筋下部均匀绑扎有多根横向分布筋;所述钢腹板为z型钢腹板,z型钢腹板的上翼缘搭在第二限位预应力钢筋上,下翼
缘放置在横向分布筋上,所述横向分布筋通过定位塑料夹定位在模台上;所述第一限位预应力钢筋和纵向预应力钢筋均经端模板通过模台两端的张拉锚板保持拉紧状态,第二限位预应力钢筋直接通过模台两端的张拉锚板保持拉紧状态。
8.优选的,所述中模板为一个截面为轴对称的多边形构件,其为钢模板、铝合金模板、塑料模板或复合材料模板,中模板顶部的凹槽a为弧形凹槽,第一限位预应力钢筋张拉后压紧该弧形凹槽底部,中模板使用时通过预应力筋产生的压力紧固在模台上。
9.优选的,所述边模板倒角处形状、尺寸均与中模板相同,边模板为非对称结构,边模板包括底板和三角形加强板,边模板一侧通过磁盒固定在模台上。
10.优选的,所述端模板由侧面设置有凹槽b的角钢和三角形加强板组成,凹槽b的设置间距如下:两根纵向预应力钢筋对应的凹槽b间距为90mm,第一限位预应力钢筋对应的凹槽b与其距离最近的纵向预应力钢筋对应的凹槽b间距为40mm,由于端模板仅承受混凝土侧向压力,受力较小,三角加强板间距没有要求,可灵活设置,只要能避开侧面凹槽即可。
11.优选的,所述定位塑料夹包括两块夹板,两块夹板之间能够开合夹紧,夹板侧面上设置有橡胶防滑条,所述定位塑料夹底部放置于模台上,定位塑料夹夹在横向分布筋上,且定位塑料夹一侧紧贴纵向预应力钢筋,另一侧的橡胶防滑条抵住z型钢腹板的下翼缘。
12.定位塑料夹、横向分布筋和第二限位预应力钢筋共同作用来固定z型钢腹板,限制z型钢腹板的倾倒、移动,第二限位预应力钢筋张拉后贴在z型钢腹板的上翼缘与腹板转折位置,定位塑料夹既可以控制钢筋保护层厚度,同时与第二限位预应力钢筋共同作用固定z型钢腹板。
13.优选的,所述张拉锚板为厚10mm的钢板,高度大于等于100mm,侧面每隔200mm设置一条梯形钢板加劲肋。
14.优选的,所述张拉锚板侧面设置有若干调节孔,用于调节第二限位预应力钢筋的位置。本发明的钢腹板还可以为c型钢腹板、h型钢腹板和工字型钢腹板,在对不同形状钢腹板进行定位时,第二限位预应力钢筋的位置可能会有微调,此处设计的长圆孔形式的调节孔,主要用于微调第二限位预应力钢筋的位置。
15.通过简单改变钢腹板形状、定位塑料夹形状、预应力钢筋固定模板的位置、模台长度以及模板的材料、外观形状等,均应视为本发明的保护范围。
16.优选的,所述定位塑料夹沿纵向预应力钢筋均匀分布,相邻两定位塑料夹间距为600-1200mm。
17.一种利用上述的钢肋混凝土上翼缘板的制作设备制作钢肋混凝土上翼缘板的方法,包括:步骤1:将模台清理干净,将中模板、边模板、端模板按混凝土上翼缘尺寸摆放好位置,将第一限位预应力钢筋搭在中模板的凹槽a里,第二限位预应力钢筋放在每个生产空间的中部,两根纵向预应力钢筋搭在端模板对应的凹槽b中,张拉第一限位预应力钢筋固定中模板,同时张拉第二限位预应力钢筋和两根纵向预应力钢筋,预应力钢筋的拉力均由张拉锚板提供,使用磁盒固定端模板和边模板,喷涂脱模剂;步骤2:将横向分布筋绑扎在已经张拉好的两根纵向预应力钢筋上,选择合适尺寸的定位塑料夹(根据z型钢腹板的翼缘宽度、腹板高度、横向分布筋保护层厚度以及两根纵
向预应力钢筋的间距),将定位塑料夹夹在横向分布钢筋上,使得定位塑料夹的一侧面紧贴纵向预应力钢筋;随后操作人员将z型钢腹板搭在第二限位预应力钢筋上,使z型钢腹板的上翼缘与腹板转折处位置紧贴第二限位预应力钢筋,z型钢腹板下翼缘顶在定位塑料夹的橡胶防滑条位置,至此,模板组装工作及钢筋和钢腹板安装完成;步骤3:进行混凝土布料、振捣、养护、脱模、翻转工序,采用移动式布料机浇筑混凝土,采用排式混凝土振捣棒振捣,在振捣的同时,人工清理干净z型钢腹板、中模板、边模板上残留的混凝土;养护时应严格控制温湿度,严格控制升、降温速度和最高温度,并做好温控记录,养护达到规定强度后,进行拆模作业,从模台中部向两边依次放张第二限位预应力钢筋、两根纵向预应力钢筋和第一限位预应力钢筋;预应力钢筋放张与切割完成后,拆除端模板,然后依次拆下边模板和中模板,得到钢肋混凝土上翼缘板,将得到的钢肋混凝土上翼缘板人工翻转至预制预应力混凝土底板的生产线上。
18.本发明采用移动式布料机取代人工布料,节省了人力,提高了效率。
19.优选的,步骤3中,放张第二限位预应力钢筋、两根纵向预应力钢筋和第一限位预应力钢筋后,采用两台切割机同步对称切割,两根纵向预应力钢筋靠近端模板切割,出筋长度≤5mm。
20.本发明未详尽之处,均可采用现有技术进行。
21.本发明的有益效果为:(1)本发明的钢肋混凝土上翼缘板的制作设备及制作方法,中模板两侧均可生产,可以实现多条钢肋混凝土上翼缘板同时生产,结合叠合板长线台生产线可以实现机器连续布料和振捣;装模、拆模快速轻便,生产效率提高。
22.(2)本发明的中模板,利用第一限位预应力钢筋的拉力实现压紧,实现中模板与模台才紧密接触,可快装、快拆。
23.(3)本发明解决了z型钢腹板的固定问题,定位塑料夹与第二限位预应力钢筋共同作用代替支撑梁或焊接支腿,来稳定z型钢板不倾倒、不移位,结合叠合板长线台生产线可实现机械连续布料、振捣,且不增加工序;定位塑料夹直接夹在横向分布筋上,方便快捷,大大提高了生产效率。
附图说明
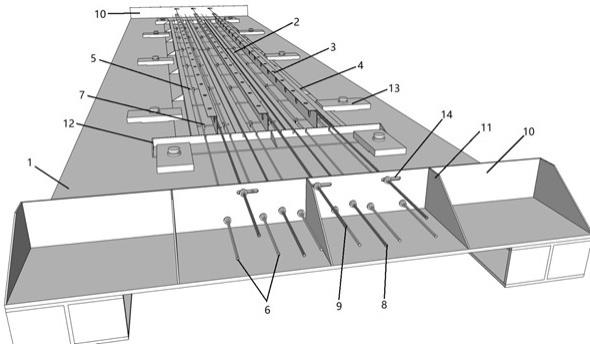
24.图1为钢肋预应力混凝土叠合板结构示意图;图2为本发明的钢肋混凝土上翼缘板的制作设备的总体结构示意图;图3为本发明的钢肋混凝土上翼缘板的制作设备的某一剖面示意图;图4为本发明中钢腹板的一种具体安装方式示意图;图5为图4的某一剖面示意图;图6为定位塑料夹的结构示意图;图7为制备得到的钢肋混凝土上翼缘板的产品示意图;图中,1-模台,2-中模板,3-钢腹板,4-边模板,5-横向分布筋,6-纵向预应力钢筋,7-定位塑料夹,8-第一限位预应力钢筋,9-第二限位预应力钢筋,10-张拉锚板,11-加劲肋,12-端模板,13-磁盒,14-调节孔,15-预制预应力混凝土底板,16-混凝土上翼缘,71-橡胶防滑条,201-凹槽a。
具体实施方式
25.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述,但不仅限于此,本发明未详尽说明的,均按本领域常规技术。
26.实施例1一种钢肋混凝土上翼缘板的制作设备,如图2-6所示,包括模台1、中模板2、边模板4、端模板12、张拉锚板10、钢腹板3、限位预应力钢筋、纵向预应力钢筋6和定位塑料夹7;边模板4和端模板12采用磁盒13固定在模台1上,磁盒13常见于预制混凝土构件生产中,通过中间的磁铁吸附在模台上,中模板2设置于两边模板之间,且数量为多条;限位预应力钢筋包括第一限位预应力钢筋8和第二限位预应力钢筋9,中模板2顶部设置有一凹槽a 201,第一限位预应力钢筋8嵌入该凹槽a 201内将中模板2压紧固定在模台1上,相邻边模板4和中模板2之间,以及相邻两中模板2之间形成生产空间,生产空间内设置两根纵向预应力钢筋6,两根纵向预应力钢筋6下部均匀绑扎有多根横向分布筋5;钢腹板3为z型钢腹板,z型钢腹板的上翼缘搭在第二限位预应力钢筋9上,下翼缘放置在横向分布筋5上,横向分布筋5通过定位塑料夹7定位在模台1上;第一限位预应力钢筋8和纵向预应力钢筋6均经端模板12通过模台两端的张拉锚板10保持拉紧状态,第二限位预应力钢筋9直接通过模台两端的张拉锚板10保持拉紧状态。
27.本实施例中,中模板数量为2条,可同时生产三条钢肋混凝土上翼缘板,当需要同时生产更多钢肋混凝土上翼缘板时,可根据需要增加中模板的数量。
28.实施例2一种钢肋混凝土上翼缘板的制作设备,结构如实施例1所示,所不同的是,中模板2为一个截面为轴对称的多边形构件,其为钢模板、铝合金模板、塑料模板或复合材料模板,中模板2顶部的凹槽a为弧形凹槽,第一限位预应力钢筋8张拉后压紧该弧形凹槽底部,中模板使用时通过预应力筋产生的压力紧固在模台上。
29.边模板4倒角处形状、尺寸均与中模板相同,边模板4为非对称结构,边模板包括底板和三角形加强板,边模板一侧通过磁盒固定在模台上。
30.实施例3一种钢肋混凝土上翼缘板的制作设备,结构如实施例2所示,所不同的是,端模板12由侧面设置有凹槽b的角钢和三角形加强板组成,凹槽b的设置间距如下:两根纵向预应力钢筋6对应的凹槽b间距为90mm,第一限位预应力钢筋8对应的凹槽b与其距离最近的纵向预应力钢筋对应的凹槽b间距为40mm,由于端模板仅承受混凝土侧向压力,受力较小,三角加强板间距没有要求,可灵活设置,只要能避开侧面凹槽即可。
31.实施例4一种钢肋混凝土上翼缘板的制作设备,结构如实施例3所示,所不同的是,如图6所示,定位塑料夹7包括两块夹板,两块夹板之间能够开合夹紧,夹板侧面上设置有橡胶防滑条71,定位塑料夹7底部放置于模台1上,定位塑料夹7夹在横向分布筋5上,且定位塑料夹7一侧紧贴纵向预应力钢筋6,另一侧的橡胶防滑条71抵住z型钢腹板的下翼缘。
32.定位塑料夹7沿纵向预应力钢筋均匀分布,相邻两定位塑料夹间距优选为800mm。
33.定位塑料夹、横向分布筋和第二限位预应力钢筋共同作用来固定z型钢腹板,限制z型钢腹板的倾倒、移动,第二限位预应力钢筋张拉后贴在z型钢腹板的上翼缘与腹板转折
位置,定位塑料夹既可以控制钢筋保护层厚度,同时与第二限位预应力钢筋共同作用固定z型钢腹板。
34.实施例5一种钢肋混凝土上翼缘板的制作设备,结构如实施例4所示,所不同的是,张拉锚板10为厚10mm的钢板,高度为100mm,侧面每隔200mm设置一条梯形钢板加劲肋11。
35.张拉锚板10侧面设置有若干调节孔14,用于调节第二限位预应力钢筋9的位置。本发明的钢腹板还可以为c型钢腹板、h型钢腹板和工字型钢腹板,在对不同形状钢腹板进行定位时,第二限位预应力钢筋的位置可能会有微调,此处设计的长圆孔形式的调节孔,主要用于微调第二限位预应力钢筋的位置。
36.通过简单改变钢腹板形状、定位塑料夹形状、预应力钢筋固定模板的位置、模台长度以及模板的材料、外观形状等,均应视为本发明的保护范围。
37.实施例6一种利用实施例5的钢肋混凝土上翼缘板的制作设备制作钢肋混凝土上翼缘板的方法,包括:步骤1:将模台1清理干净,将中模板2、边模板4、端模板12按混凝土上翼缘尺寸摆放好位置,将第一限位预应力钢筋8搭在中模板2的凹槽a里,第二限位预应力钢筋9放在每个生产空间的中部,两根纵向预应力钢筋6搭在端模板对应的凹槽b中,张拉第一限位预应力钢筋8固定中模板2,同时张拉第二限位预应力钢筋9和两根纵向预应力钢筋6,预应力钢筋的拉力均由张拉锚板提供,使用磁盒固定端模板和边模板,喷涂脱模剂;步骤2:将横向分布筋5绑扎在已经张拉好的两根纵向预应力钢筋6上,选择合适尺寸的定位塑料夹7(根据z型钢腹板的翼缘宽度、腹板高度、横向分布筋保护层厚度以及两根纵向预应力钢筋的间距),将定位塑料夹7夹在横向分布钢筋5上,使得定位塑料夹7的一侧面紧贴纵向预应力钢筋6;随后操作人员将z型钢腹板搭在第二限位预应力钢筋9上,使z型钢腹板的上翼缘与腹板转折处位置紧贴第二限位预应力钢筋,z型钢腹板下翼缘顶在定位塑料夹的橡胶防滑条位置,至此,模板组装工作及钢筋和钢腹板安装完成;步骤3:进行混凝土布料、振捣、养护、脱模、翻转工序,采用移动式布料机浇筑混凝土,采用排式混凝土振捣棒振捣,在振捣的同时,人工清理干净z型钢腹板、中模板2、边模板4上残留的混凝土;养护时应严格控制温湿度,严格控制升、降温速度和最高温度,并做好温控记录,养护达到规定强度后,进行拆模作业,从模台中部向两边依次放张第二限位预应力钢筋、两根纵向预应力钢筋和第一限位预应力钢筋;预应力钢筋放张与切割完成后,拆除端模板,然后依次拆下边模板和中模板,得到钢肋混凝土上翼缘板,如图7所示,将得到的钢肋混凝土上翼缘板人工翻转至预制预应力混凝土底板的生产线上。
38.实施例7一种钢肋混凝土上翼缘板的制作方法,如实施例6所示,所不同的是,放张第二限位预应力钢筋9、两根纵向预应力钢筋6和第一限位预应力钢筋8后,采用两台切割机同步对称切割,两根纵向预应力钢筋6靠近端模板切割,出筋长度≤5mm。
39.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1