工字钢连接件及对接方法与流程
1.本发明涉及建筑施工领域,尤其涉及一种工字钢连接件及对接方法。
背景技术:
2.工字钢是土木工程中最常用的建筑材料,其作为临时支撑、悬挑脚手架等部位主要支撑材料,鉴于其良好周转性能成为施工现场最常用的建筑材料之一,鉴于其规格多样性可适用于不同种类工况。但因为施工现场各类施工工况不同,为便于施工会经常对整根工字钢进行截断处理以保证施工的便捷性,随长时间累计施工现场各型号工字钢的单根长度将逐渐变短。此外,施工现场直接对工字钢进行焊接,不仅影响环境且经常受限于现场没电、电焊作业需要有焊烟回收装置等。
技术实现要素:
3.针对上述现有技术中存着的不足之处,本发明提供了一种工字钢连接件及对接方法,解决了现有技术中工字钢进行焊接对接施工受限的技术问题。
4.第一方面,本发明公开了一种工字钢连接件,包括供两根待对接工字钢相互插接的套接件以及用于将两根所述待对接工字钢分别固定至所述套接件的两组紧固件,所述套接件通长开设有截面呈工字形的插槽,所述套接件的侧面贯穿开设有分别供两组紧固件穿过的两组第一开孔,两根所述待对接工字钢的腹板上的待对接一端均开设有供一组紧固件穿过的一组第二开孔。
5.本发明工字钢连接件进一步改进在于,该套接件的长度不小于三倍该待对接工字钢的高度。
6.本发明工字钢连接件进一步改进在于,该插槽的宽度大于该待对接工字钢的厚度2mm。
7.本发明工字钢连接件进一步改进在于,该套接件的外周形状呈工字形。
8.本发明工字钢连接件进一步改进在于,该套接件采用钢材制成。
9.本发明工字钢连接件进一步改进在于,两组该第一开孔分别位于该套接件的中线两侧。
10.本发明工字钢连接件进一步改进在于,该紧固件包括螺杆以及螺合于该螺杆的螺母。
11.第二方面,本发明还提供了一种工字钢对接方法,包括如下步骤:
12.提供如上所述的工字钢连接件;将两个该待对接工字钢相对插入该套接件,并调整两个该待对接工字钢的插入位置,使两组该第二开孔分别与两组该第一开孔对齐;
13.通过两组紧固件对应穿入对齐的该第一开孔和该第二开孔以将两根该待对接工字钢固定至该套接件。
14.本发明工字钢对接方法进一步改进在于,该紧固件包括螺杆以及螺合于该螺杆的螺母;
15.在通过两组紧固件对应穿入对齐的该第一开孔和该第二开孔固定两根待对接工字钢和套接件时,将两组螺杆穿入对齐的第一开孔和第二开孔,然后于每个该螺杆的穿出端螺合对应该螺母,以将两根该待对接工字钢固定至该套接件。
16.本发明和已有技术相比较,其效果是积极和明显的。本发明通过套接件实现无需焊接即可连接待对待的两根工字钢,解决了现有技术中工字钢进行焊接对接施工受限的技术问题。本发明为短工字钢接长使用的可靠构件,及其有利于现场短工字钢重复再利用,尤其是可在现场无电焊作业情况下对短工字钢进行接长使用,有利于现场绿色施工。鉴于本装置安全、适用、耐久等工效,将有利于推动施工现场低成本运营管理。
附图说明
17.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1为本发明的工字钢连接件的套接件结构示意图。
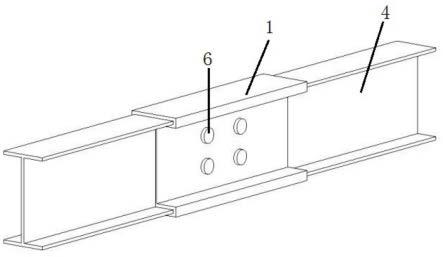
19.图2为本发明的工字钢连接件的结构爆炸图。
20.图3为本发明的工字钢连接件的工字钢对接示意图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.如图1~图3所示,本发明提供了工字钢连接件,包括供两根待对接工字钢4相互插接的套接件1以及用于将两根该待对接工字钢4分别固定至所述套接件1的两组紧固件,该套接件1通长开设有截面呈工字形的插槽2,该套接件1的侧面贯穿开设有分别供两组紧固件穿过的两组第一开孔3,两根该待对接工字钢4的腹板上的待对接一端均开设有供一组紧固件穿过的一组第二开孔5。该工字钢连接件及螺栓等以q235b碳素钢为主要材料,其具体材质也可依据具体使用环境在此材质强度基础上进行上调,以满足不同工况下的使用。在加工厂中所加工出来的工字钢连接件及螺栓等预先做好打磨、防腐处理,并对加工成的成品进行成品保护。材料运输过程中分类摆放,并做好标记,确保不同构件应用于对应工况。当该工字钢连接后作为悬挑工字钢使用时,该工字钢外套连接部钢材材质需采用q345,以保证其结构受力安全性。当工字钢连接后作为“简支梁”使用时,该工字钢外套连接部钢材可采用q235b。
23.优选的,该套接件1的长度不小于三倍该待对接工字钢4的高度,从而保证套接件1连接两根待对接工字钢4对接处的强度,避免使用过程中,该工字钢的对接端受力过大而损坏或断裂。
24.优选的,该插槽2的宽度大于该待对接工字钢4的厚度2mm,以确保待对接式字钢连接紧密性的同时,还能提高在待对接工字钢4插入插槽2时的便捷性,避免摩擦力过大而卡
顿。
25.优选的,如图1和图2所示,该套接件1的外周形状呈工字形。与工字钢外形一致的形状从而方便与其他构造进行连接。
26.优选的,两组该第一开孔3分别位于该套接件1的中线两侧,从而使套接件1的两端均可以平均受力,提高套接件1的使用寿命。
27.优选的,该套接件1采用钢材制成,从而保证对接处的强度。
28.优选的,如图2和图3所示,该紧固件包括螺杆6以及螺合于该螺杆6的螺母7。所用螺栓的螺杆6、螺母7均为配套零部件,并在其螺杆6上配有专用垫片以保证日后不会产生松动,影响使用中的安全。
29.另一方面,本发明还提供了一种工字钢对接方法,包括如下步骤:
30.提供如上所述的工字钢连接件;
31.将两个该待对接工字钢4相对插入该套接件1,并调整两个该待对接工字钢4的插入位置,使两组该第二开孔5分别与两组该第一开孔3对齐;通过两组紧固件对应穿入对齐的该第一开孔3和第二开孔5将两根待对接工字钢固定至套接件。两根待对接的工字钢应为两根等截面、型号的工字钢。在进行第二开孔5的开设时,利用钢结构专用扩孔机对工字钢标记部位进行扩孔处理,要求所扩孔洞大于第一开孔3的孔洞半径2mm。
32.优选的,该紧固件包括螺杆6以及螺合于该螺杆6的螺母7,该螺杆6的长度大于该连接件的厚度;
33.在通过两组紧固件对应穿入对齐的该第一开孔3和第二开孔5固定两根待对接工字钢4和套接件1时,将两组螺杆6穿入对齐的第一开孔3和第二开孔5,然后于每个该螺杆6的穿出端螺合对应该螺母7以将两根该待对接工字钢4固定至套接件1。进一步地,可在螺合螺母7前先于螺杆6上套设垫片,再进行螺母7的拧紧操作。螺杆6、螺母7的具体规格需依据接长厚工字钢所处不同工况、受力等情况而定,需经计算后进行使用。
34.本发明通过套接件实现无需焊接即可连接待对待的两根工字钢,解决了现有技术中工字钢进行焊接对接施工受限的技术问题。本发明为短工字钢接长使用的可靠构件,及其有利于现场短工字钢重复再利用,尤其是可在现场无电焊作业情况下对短工字钢进行接长使用,有利于现场绿色施工。鉴于本装置安全、适用、耐久等工效,将有利于推动施工现场低成本运营管理。
35.本发明中未涉及部分均与现有技术相同或可采用现有技术加以实现。以上所述仅是本发明的较佳实施例而已,并非对本发明做任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案的范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1