一种辊压成型的装置及其方法与流程
本发明涉及砖坯的成型机械领域,尤其涉及一种辊压成型的装置及其方法。
背景技术:
1、辊压成型工艺指依靠材料的塑性移动特性,采用滚动挤压的原理成形各种复杂制件的工艺。在现有技术中,辊压机主要由给料装置、料位控制装置、一对辊子、传动装置、液压系统以及横向防漏装置等几大部分组成。
2、辊压机工作时,活动辊被电动机带动转动,松散的物料输送至两辊的间隙之间,受到破碎和挤压,形成密实的料床。在料层粉碎条件下,利用纯压力粉碎比纯剪切和冲击粉碎能耗要小得多。辊压机正是在料层粉碎过程中利用了纯压力,达到了提高效率、节约能耗的目的。但是在现有技术的辊压机中,仅通过上成型辊与下成型辊之间的间隙进行挤压成型,可能会出现在挤压成型后砖坯膨胀,从而导致砖坯出现裂缝或降低质量等情况的发生。
技术实现思路
1、为了克服现有技术的不足,本发明的目的之一在于提供一种辊压成型的装置,其通过第一成型辊、限位板以及第二成型辊共同形成压制机构,确保砖坯减少出现裂纹的情况发生。
2、本发明的目的之二在于提供一种辊压成型的方法,当粉料经过第一成型辊与第二成型辊的压实空间并被挤压成型后,再受到限位板的限制,确保砖坯减少出现裂纹的情况发生。
3、本发明的目的之一采用以下技术方案实现:
4、一种辊压成型的装置,包括:
5、输送组件,输送组件用于沿一输送方向输送粉料;
6、压制组件,压制组件包括第一成型辊以及第二成型辊,第一成型辊与第二成型辊在竖直方向上间隔分布,第一成型辊以及第二成型辊共同形成压实空间;压实空间用于接收输送组件上的粉料并对粉料进行压实形成砖坯;
7、限位板,第一成型辊与限位板在输送方向上依次排布,限位板用于与砖坯抵接以限制砖坯上表面膨胀。
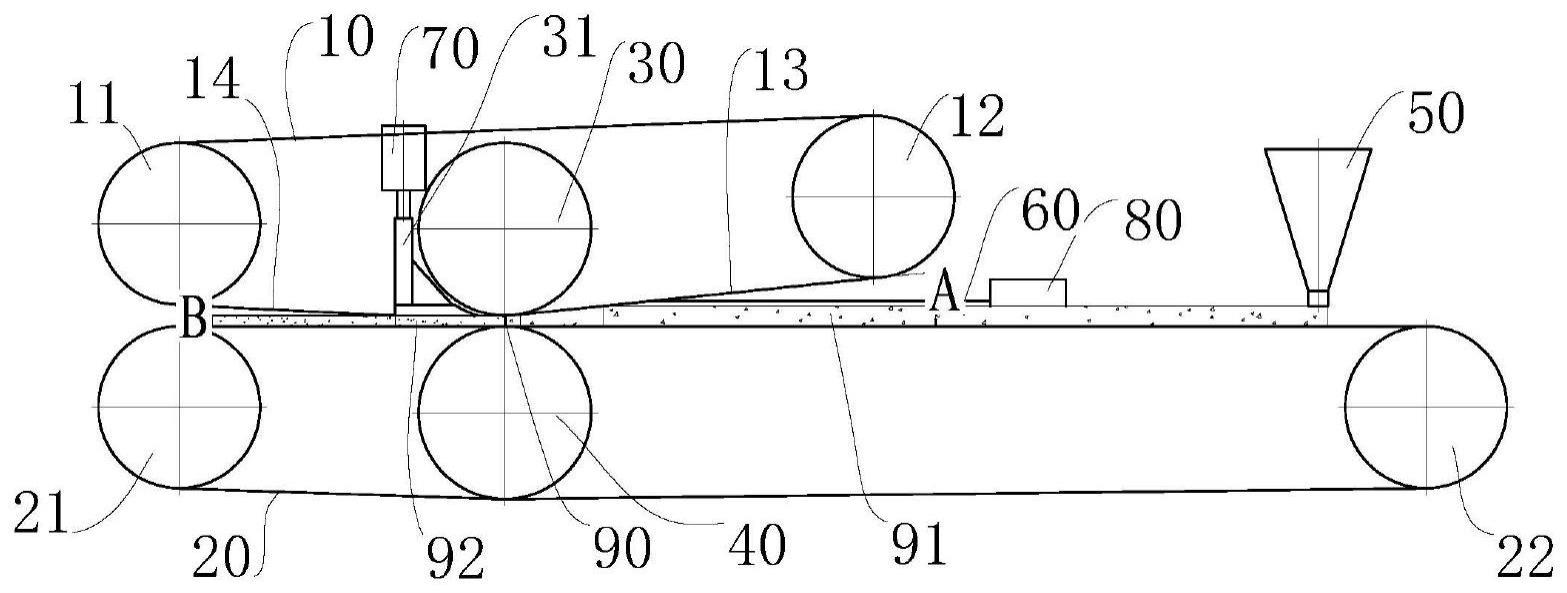
8、进一步地,压制组件还包括第一主动辊、第一从动辊以及压实带,第一成型辊设置在第一主动辊与第一从动辊之间,第一从动辊、第一成型辊、限位板以及第一主动辊在输送方向依次排布;第一主动辊与第一从动辊相互配合张紧压实带。
9、进一步地,第一从动辊与第一成型辊之间的压实带形成压实段,压实段与输送组件的输送端面形成夹角a,0°<a<10°。
10、进一步地,第一主动辊与第一成型辊之间的压实带形成出坯段,出坯段与输送组件的输送端面形成夹角b,0°≤b<10°。
11、进一步地,输送组件在输送方向两侧分别设有挡边条组件、挡边条调节组件以及吸粉组件;两个挡边条组件之间间隔形成输送间隔,输送间隔与压实空间贯通;挡边条调节组件可用于调节两个挡边条组件相互靠近或者相互远离;两个吸粉组件分别设于两个挡边条组件远离压实空间的一端,吸粉组件用于吸取超过输送间隔宽度的多余粉料。
12、进一步地,吸粉组件包括分料仓,分料仓与挡边条组件远离压实空间的一端连接,分料仓设有分料口,所述分料口的两侧设有第一刮板以及第二刮板,所述第一刮板与所述挡边条平齐,所述第二刮板与所述第一刮板间隔设置,所述第一刮板用于引导超过输送间隔宽度的多余粉料经分料口进入分料仓。
13、进一步地,挡边条组件包括第一挡边条与第二挡边条,第一挡边条与第二挡边条在输送方向上依次排布并密封抵靠;第二挡边条设有在输送方向由上至下倾斜的斜面,斜面与压实段抵接贴合。
14、进一步地,限位板的下表面设有至少一个气囊或液压胶囊。
15、进一步地,辊压成型装置还包括驱动机构,驱动机构用于驱动限位板相对第二成型辊上下运动。
16、本发明的目的之二采用以下技术方案实现:
17、一种辊压成型的方法,包括以下步骤:
18、步骤一,往料斗中填充粉料,根据砖坯成型的厚度调节料斗、第一成型辊以及限位板的高度,料斗控制粉料落下至输送组件上;
19、步骤二,粉料沿输送方向输送至输送间隔,吸粉组件吸取超过输送间隔宽度的多余粉料,修整好边缘的粉料通过输送间隔,并随着压实段逐渐运输至压实空间;
20、步骤三,在压实空间内,第一成型辊与第二成型辊共同作用,将粉料压实为砖坯,并在限位板的作用下定型;
21、步骤四,砖坯通过输送组件随着出坯段往外输出。
22、综上所述,本发明具有如下技术效果:
23、1、本申请的辊压成型的装置,其通过第一成型辊、第二成型辊以及限位板共同形成压实空间,当粉料经过第一成型辊和第二成型辊的间隙,并被第一成型辊和第二成型辊挤压成型后,再通过限位板对砖坯上表面的限制,防止砖坯上表面进行膨胀,并逐渐让砖坯内部应力逐渐释放,能够减少砖坯出现裂纹的情况发生,从而保证了砖坯的质量。
24、2、本申请的辊压成型的方法,其通过第一成型辊、第二成型辊以及限位板共同形成压实空间,当粉料经过第一成型辊和第二成型辊的间隙,并被第一成型辊和第二成型辊挤压成型后,再通过限位板对砖坯上表面的限制,防止砖坯上表面进行膨胀,并逐渐让砖坯内部应力逐渐释放,能够减少砖坯出现裂纹的情况发生,从而保证了砖坯的质量。
技术特征:
1.一种辊压成型的装置,其特征在于,包括:
2.根据权利要求1所述的辊压成型的装置,其特征在于,所述压制组件还包括第一主动辊、第一从动辊以及压实带,所述第一成型辊设置在所述第一主动辊与所述第一从动辊之间,所述第一从动辊、所述第一成型辊、所述限位板以及所述第一主动辊在输送方向依次排布;所述第一主动辊与所述第一从动辊相互配合张紧所述压实带。
3.根据权利要求2所述的辊压成型的装置,其特征在于,所述第一从动辊与所述第一成型辊之间的压实带形成压实段,所述压实段与所述输送组件的输送端面形成夹角a,0°<a<10°。
4.根据权利要求2所述的辊压成型的装置,其特征在于,所述第一主动辊与所述第一成型辊之间的压实带形成出坯段,所述出坯段与所述输送组件的输送端面形成夹角b,0°≤b<10°。
5.根据权利要求1所述的辊压成型的装置,其特征在于,所述输送组件在所述输送方向两侧分别设有挡边条组件、挡边条调节组件以及吸粉组件;两个挡边条组件之间间隔形成输送间隔,所述输送间隔与所述压实空间贯通;所述挡边条调节组件用于调节两个所述挡边条组件相互靠近或者相互远离;两个所述吸粉组件分别设于两个所述挡边条组件远离压实空间的一端,所述吸粉组件用于吸走超过所述输送间隔宽度的多余粉料。
6.根据权利要求5所述的辊压成型的装置,其特征在于,所述吸粉组件包括分料仓,所述分料仓与所述挡边条组件远离压实空间的一端连接,所述分料仓设有分料口,所述分料口的两侧设有第一刮板以及第二刮板,所述第一刮板与所述挡边条组件平齐,所述第二刮板与所述第一刮板间隔设置;所述第一刮板用于引导超过所述输送间隔宽度的多余粉料经分料口进入分料仓。
7.根据权利要求5所述的辊压成型的装置,其特征在于,所述挡边条组件包括第一挡边条与第二挡边条,所述第一挡边条与所述第二挡边条在所述输送方向上依次排布并密封抵靠;所述第二挡边条设有在所述输送方向由上至下倾斜的斜面,所述斜面与所述压实段抵接贴合。
8.根据权利要求1所述的辊压成型的装置,其特征在于,所述限位板的下表面设有至少一个气囊或液压胶囊。
9.根据权利要求1所述的辊压成型的装置,其特征在于,所述辊压成型装置还包括驱动机构,所述驱动机构用于驱动所述限位板相对所述第二成型辊上下运动。
10.一种辊压成型的方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种辊压成型的装置及方法,本发明的装置包括输送组件、压制组件以及限位板,输送组件用于沿一输送方向输送粉料;压制组件包括第一成型辊以及第二成型辊,第一成型辊与第二成型辊在竖直方向上间隔分布,第一成型辊以及第二成型辊共同形成压实空间;压实空间用于接收输送组件上的粉料并对粉料进行压实形成砖坯;限位板,第一成型辊与限位板在输送方向上依次排布,限位板用于与砖坯抵接以限制砖坯上表面膨胀。本发明的辊压成型的装置及方法,其通过第一成型辊、第二成型辊以及限位板共同形成压实空间,防止砖坯上表面进行膨胀,并逐渐让砖坯内部应力逐渐释放,能够减少砖坯出现裂纹的情况发生,从而保证了砖坯的质量。
技术研发人员:陈延林,邱昭午,温怡彰
受保护的技术使用者:佛山市恒力泰机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!