一种大直径筒仓拼装式钢锥斗结构的制作方法
1.本实用新型涉及仓储设备领域,尤其是涉及一种大直径筒仓拼装式钢锥斗结构。
背景技术:
2.在粮食行业及现代物流行业及工业建筑中,颗粒状物质贮存、转运过程中常用筒仓建筑来实现,筒仓包括立筒仓和浅圆仓,是一种单仓储量大,单位储粮占地面积小、结构受力合理、机械化程度高的仓型,而筒仓体一般采用钢锥斗结构形式做为放出、输送各种颗粒状物质的出口以获取自动输出材料的功能。
3.相关技术中,筒仓主要包括支撑架、设置在支撑架上的仓底板、设置在仓底板上的仓壁以及设置在仓壁上的仓顶,出料口的底部开设有出料口,出料口处设置有内部中空的钢锥斗,钢锥斗的内部与筒仓的内部连通,且钢锥斗的大口径端固定连接于仓底板,钢锥斗的小口径端的出口处设置有电动阀门。出料时,通过电动阀门启闭钢锥斗的出口,使筒仓内的物料从钢锥斗的出口处流出。
4.但是,相关技术中的筒仓随着时间的增加,钢锥斗内的储藏的物料易凝聚成块状,并在出料时堵塞在钢锥斗的出口处,需要工作人员人工疏通出口,增大了工作人员的劳动强度,出料效率低。
技术实现要素:
5.为了改善相关技术中的仓筒在出料时,物料容易堵塞在钢锥斗的出口处,需要工作人员人工疏通出口,增大工作人员的劳动且强度且出料效率低的现象,本技术提供一种大直径筒仓拼装式钢锥斗结构。
6.本技术提供的一种大直径筒仓拼装式钢锥斗结构采用如下的技术方案:
7.一种大直径筒仓拼装式钢锥斗结构,包括开设于仓底板上的出料口以及竖直设置于出料口处的钢锥斗,所述钢锥斗的大口径端固定连接于仓底板,所述钢锥斗的小口径端处套设有出料管,且所述出料管背离钢锥斗的一端设置有电动阀门,所述出料管内转动设置有第一转轴,所述第一转轴呈竖直设置,且所述第一转轴的一端伸入钢锥斗内,所述第一转轴上设置有螺旋叶片,所述钢锥斗上设置有用于驱动所述第一转轴转动的驱动组件,所述出料管内还设置有用于拨动物料以令物料快速从出料管的出口处流出的拨动组件。
8.通过采用上述技术方案,出料时,通过驱动组件驱动第一转轴转动,带动螺旋叶片转动,并将钢锥斗内的凝结成块状的物料在下打散,且在拨动组件的作用下,物料能够快速从出料管的出口处流出。相较于相关技术中的筒仓,本技术通过驱动第一转轴转动,带动螺旋叶片转动,将钢锥斗内凝结成块的物料打散,并通过拨动组件使物料从出口处快速流出,从而使在出料时物料不易堵塞在出料管的出口处,降低了工作人员的劳动强度,提高了出料效率。
9.优选的,所述螺旋叶片自背离所述第一转轴的方向呈倾斜向下设置。
10.通过采用上述技术方案,出料时,通过驱动电机驱动第一转轴转动,带动螺旋叶片
转动,从而将钢锥斗内凝结成块状的打散,且螺旋叶片呈向下倾斜设置,使打散的物料能够自上而下输送至出口处,加快出料速度。
11.优选的,所述驱动组件包括固定设置于出料管的侧壁的驱动电机,所述驱动电机输出轴通过一组相互啮合的锥齿轮组连接于所述第一转轴,其中一个锥齿轮套设于驱动电机的输出轴,另一个锥齿轮套设于第一转轴上。
12.通过采用上述技术方案,使在驱动第一电机转动时,在锥齿轮组的传动下,第一电机能够带动第一转轴转动,从而带动螺旋叶片转动,进而使螺旋叶片将凝结成块的物料打散。
13.优选的,所述拨动组件包括转动设置于所述出料管内的第二转轴、若干根设置于所述第二转轴上的拨板以及用于驱动所述第二转轴转动的驱动件,所述第二转轴沿垂直于所述第一转轴的长度方向设置,且所述第二转轴位于所述第一转轴的下方,若干根所述拨板沿第二转轴的周向方向均匀分布。
14.通过采用上述技术方案,出料时,通过驱动第二转轴转动,使拨板在出口处绕转轴发生翻转,从而使物料从出口处流出时,不易堵塞出口,且加快了物料流出速度。
15.优选的,所述驱动件包括套设于所述驱动电机的输出轴上的主动轮、套设于所述第二转轴上的从动轮以及绕设于所述主动轮与从动轮之间的传动带,所述主动轮与从动轮均位于所述出料管外。
16.通过采用上述技术方案,使在驱动第一电机转动时,带动主动轮转动,在传动带的作用下带动从动轮转动,从而带动第二转轴转动,使拨板能够稳定地绕第二转轴进行翻转。
17.优选的,所述出料管的侧壁还设置有防护罩,所述驱动电机、主动轮、从动轮、传动带均容置于所述防护罩内。
18.通过采用上述技术方案,防护罩能够对驱动电机、主动轮、从动轮、传动带进行保护,延长了驱动电机、主动轮、从动轮以及传动带的使用寿命。
19.优选的,所述钢锥斗的侧壁还开设有若干个通风口,若干个通风口沿所述钢锥斗的周向方向均匀分布。
20.通过采用上述技术方案,通风口能够对钢锥斗起到进行散热通风作用,使储藏于钢锥斗内的物料不易变质损坏。
21.优选的,所述通风口处设置有用于防止物料掉落的滤网。
22.通过采用上述技术方案,使物料不易从通风口处掉落。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术在出料时,通过第一电机驱动第一转轴转动,带动螺旋叶片转动,使螺旋叶片将钢锥斗内凝聚成块状的物料打散,且螺旋叶片能够将物料自上而下直接输送至出口处,并通过拨动组件使物料从出口处快速流出,使在出料时物料不易堵塞钢锥斗的出口,降低了工作人员的劳动强度,提高了出料效率;
25.2.本技术通过套设于驱动电机上的主动轮、套设于第二转轴上的从动轮以及绕设于主动轮与从动轮之间的传动带,使在通过驱动电机驱动第一转轴转动时,能够同时带动第二转轴转动,第一转轴和第二转轴的驱动源均为驱电机,节约了生产成本。
附图说明
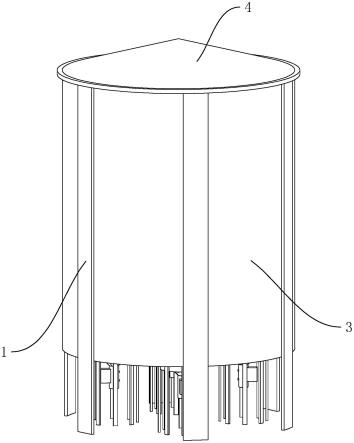
26.图1是本实施例的整体结构示意图;
27.图2是本实施例的局部剖视图;
28.图3是用于体现钢锥斗与预埋件的配合关系示意图;
29.图4是本实施例中钢锥斗的剖视图;
30.图5是图4中a部分的放大图。
31.附图标记说明:1、固定架;2、仓底板;3、仓壁;4、仓顶;5、出料口;6、预埋件;7、预埋钢板;8、支撑杆;9、钢锥斗;91、第一斗壁;92、第二斗壁;93、第三斗壁;10、通风口;11、滤网;12、电动盖板;13、防潮垫圈;14、出料管;15、第一转轴;16、螺旋叶片;17、驱动电机;18、锥齿轮组;19、第二转轴;20、拨板;21、主动轮;22、从动轮;23、传动带;24、防护罩;25、电动阀门。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
33.一种大直径筒仓拼装式钢锥斗结构,参照图1和图2,包括固定架1、设置于固定架1上的仓底板2、设置于仓底板2上的仓壁3以及设置于仓壁3上的仓顶4,其中仓底板2呈圆形设置,仓壁3沿仓底板2的周向方向设置,且仓壁3呈内部中空的圆柱状设置,仓顶4呈漏斗状设置,且仓顶4的大口径端固定连接于仓壁3。
34.参照图1和图2,仓底板2上开设有若干个出料口5,出料口5对应的上方的仓底板2上设置有回填坡,且若干个出料口5均匀设置于仓底板2的顶面。本实施例中,出料口5为圆形设置,出料口5的数量为四个,四个出料口5均匀分布于仓底板2的顶面。
35.参照图2和图3,出料口5处设置有预埋件6,预埋件6呈圆环状设置,预埋件6的外壁固定连接于出料口5的内壁,预埋件6包括若干块预埋钢板7,若干块预埋钢板7沿出料口5的周向方向设置,若干块预埋钢板7首尾依次焊接于出料口5的侧壁,且若干块预埋钢板7均沿出料口5的边沿朝向出料口5的中心方向呈倾斜设置。预埋件6的侧壁部竖直设置有多根支撑杆8,多根支撑杆8沿预埋件6的周向方向间隔分布。本实施例中,预埋钢板7通过锚筋穿孔塞焊的焊接方式焊接于出料口5的内壁。
36.参照图3和图4,出料口5处设置有钢锥斗9,钢锥斗9呈竖直设置,钢锥斗9呈上大下小的倒锥形设置,结合图2,钢锥斗9的圆心与出料口5的中心处重合,且钢锥斗9的大口径端固定连接于预埋件6的底侧。钢锥斗9包括固定焊接于预埋钢板7底侧的第一斗壁91,焊接于第一斗壁91底侧的第二斗壁92以及焊接于第二斗壁92底侧的第三斗壁93,本实施例中,第一斗壁91包括八块第一斗壁片,每块第一斗壁片的厚度为22mm,第二斗壁92包括六块第二斗壁片,每块第二斗壁片的厚度为16mm,第三斗壁93包括三块第三斗壁片,每块第三斗壁片的厚度为14mm,且第一斗壁片,第二斗壁片,第三斗壁片均利用单面焊接双面一次成型技术进行焊接拼装。
37.参照图3和图4,第二斗壁92的侧壁还开设有若干个通风口10,若干个通风口10沿第二斗壁92的周向方向均匀分布,本实施例中,通风口10为圆形设置,且通风口10的数量为六个,六个通风口10沿钢锥斗9的内壁的周向方向均匀分布。
38.参照图3和图4,通风口10处设置有用于防止物料掉落的滤网11,滤网11呈圆形设置,滤网11的侧壁抵紧于通风口10的内壁,且滤网11与钢锥斗9的内部平齐。通风口10处还
设置有用于封闭通风口10的电动盖板12,电动盖板12位于通风口10远离滤网11的一侧。此外,电动盖板12与滤网11之间还设置有防潮垫圈13,防潮垫圈13抵接于滤网11背离钢锥斗9的内壁的一侧。
39.参照图3和图4,钢锥斗9的底侧的小口径端套设有出料管14,出料管14内转动设置有第一转轴15,第一转轴15呈竖直设置,且第一转轴15的一端伸入钢锥斗9的内部。第一转轴15侧壁设置有螺旋叶片16,螺旋叶片16沿第一转轴15的长度方向设置,且螺旋叶片16的自背离第一转轴15的方向呈倾斜向下设置,钢锥斗9上设置有用于驱动第一转轴15转动的驱动组件。
40.具体的,参照图4和图5,驱动组件包括固定设置于出料管14的侧壁的驱动电机17,驱动电机17的输出轴通过一组相互啮合的锥齿轮组18传动连接于第一转轴15,其中一个锥齿轮套设于驱动电机17的输出轴上,令一个锥齿轮套设于第一转轴15。通过驱动电机17驱动第一转轴15转动,带动螺旋叶片16转动,使钢锥斗9内凝聚成块的物料被螺旋叶片16打散,且在螺旋叶片16的作用下,被打散的物料自上而下输送至出口处,进而使在出料时,物料不易堵塞在出口处。
41.参照图4和图5,出料管14内还设置有用于拨动物料以令物料快速从出料口5处流出的拨动组件。具体的,拨动组件包括转动设置于出料管14内的第二转轴19、若干根设置于第二转轴19上的拨板20以及用于驱动第二转轴19转动的驱动件,其中,第二转轴19沿垂直于第一转轴15的长度方向设置,且第二转轴19位于第一转轴15的下方,本实施例中,拨板20的数量为四根,四根拨板20沿第二转轴19的周向方向均匀分布,且拨板20的一端均固定连接于第二转轴19的侧壁,驱动件包括套设于驱动电机17的输出轴上的主动轮21、套设于第二转轴19上的从动轮22以及绕设于主动轮21与从动轮22之间的传动带23,传动带23呈环形设置,主动轮21与从动轮22均位于出料管14外。
42.参照图4和图5,此外,出料管14的侧壁还设置有防护罩24,驱动电机17、主动轮21、从动轮22以及传动带23均位于防护罩24内。
43.参照图4和图5,出料管14背离钢锥斗9的一端还设置有用于启闭出料管14的电动阀门25,且电动阀门25位于第二转轴19的下方。
44.本技术的实施原理为:出料时,通过电动阀门25开启出口,使物料在重力的作用下从钢锥斗9内流向出料管14,通过驱动电机17驱动第一转轴15转动,带动螺旋叶片16转动,使钢锥斗9内的物料在螺旋叶片16的带动下自上而下直接输送至出料管14内,此时驱动电机17带动主动轮21转动,在传动带23的作用下带动从动轮22转动,带动第二转轴19转动,使拨板20绕第二转轴19转动,从而使输送至出料管14内的物料较快地从出口处流出,进而使物料不易堵塞出料管14。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1