一种生瓷片等静压后的脱模工装的制作方法
一种生瓷片等静压后的脱模工装
【技术领域】
1.本实用新型涉及一种脱模工装,具体地说,是一种生瓷片等静压后的脱模工装。
背景技术:
2.陶瓷外壳主要是由电子陶瓷材料和金属化浆料经生瓷加工成型后,高温共烧制成。其主要作用是保护芯片,并传输芯片信号。其中,陶瓷外壳具有耐高温,高电绝缘性能最突出的特点,具有介电常数低,介电损耗低,导热系数高,化学稳定性好,组件热膨胀系数相近等优点。
3.多层陶瓷在成型前需要叠层,主要是将生瓷片用销钉定位固定在工装上,再经过热等静压成型。成型后,由于销钉和生瓷片受挤压,生瓷片与销钉形成紧密配合,导致脱模困难。目前的作法是先用销冲把销钉一个个冲下后,才能把生瓷片取下。由于销钉数量较多,这种逐一销冲方式必然导致脱模效率大打折扣,而且还容易伤到生瓷片,导致生瓷片变形。
技术实现要素:
4.鉴于此,本实用新型要解决的技术问题,在于提供一种生瓷片等静压后的脱模工装,既可顺利脱模,又可保护生瓷片不受损害。
5.为达到前述新型之目的,本实用新型实施例采取的技术方案是:一种生瓷片等静压后的脱模工装,包括:
6.底座,具有一腔体,且所述腔体的中段水平地设置一承载台阶;
7.底板,位于所述底座的上方,并设有若干向上的销钉,且水平尺寸小于所述腔体对应所述承载台阶处的水平尺寸;
8.脱模板,位于所述底板的上方,并设有若干所述销钉对应的销钉孔,且水平尺寸满足恰好落在所述承载台阶处。
9.进一步的,本实用新型还包括一压板,所述压板位于所述脱模板的上方,且水平尺寸以能完全覆盖所述销钉的位置为准。
10.进一步的,所述压板的上表面还设有一手持部。
11.进一步的,所述底座包括一座板和两相对设置的侧板,所述腔体由所述座板和两所述侧板围成,所述承载台阶水平地设于所述侧板的内表面。
12.进一步的,两所述侧板的中部还设有一凹槽,该凹槽的底面与所述承载台阶平齐或略高于所述承载台阶。
13.本实用新型的优点在于:本实用新型的脱模工装,依次将脱模板和生瓷片通过销钉孔套设在底板上的销钉上,利用脱模板代替底板直接承载生瓷片,当生瓷片经过热等静压成型后,将脱模板挂在底座腔体内的承载台阶上,即可使底板悬空于腔体内,此时自上而下敲击底板上的销钉,使销钉脱离脱模板和生瓷片,使底板脱落,无需使用销冲,既可顺利脱模,又可保护生瓷片不受损害。敲击时若配合压板进行,直接敲击压板,使敲击力相对均
匀地传递至销钉,方便操作且可进一步保护生瓷片,防止生瓷片变形。
【附图说明】
14.下面参照附图结合实施例对本实用新型作进一步的说明。
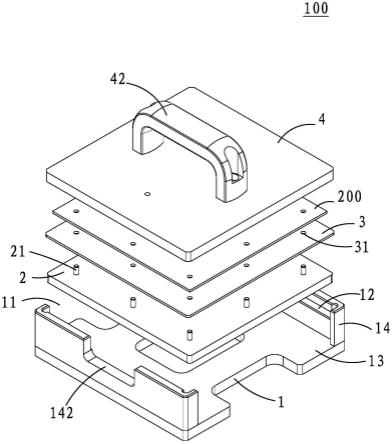
15.图1是本实用新型脱模工装的分解结构示意图。
16.图2是本实用新型脱模工装的脱模前的侧视结构示意图。
17.图3是本实用新型脱模工装的脱模后的侧视结构示意图。
【具体实施方式】
18.本实用新型实施例在于提供一种生瓷片等静压后的脱模工装,既可顺利脱模,又可保护生瓷片不受损害。
19.本实用新型实施例的总体思路如下:设计一脱模板和一底座,依次将脱模板和生瓷片通过销钉孔套设在底板上的销钉上,利用脱模板代替底板直接承载生瓷片,当生瓷片经过热等静压成型后,将脱模板挂在底座腔体内的承载台阶上,即可使底板悬空于腔体内,此时自上而下敲击底板上的销钉,即可使销钉脱离脱模板和生瓷片,使底板脱落,无需使用销冲,既可顺利脱模,又可保护生瓷片不受损害。敲击时若配合压板进行,直接敲击压板,使敲击力相对均匀地传递至销钉,方便操作且可进一步保护生瓷片,防止生瓷片变形。
20.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
21.请参阅图1至图3所示,本实用新型的一种生瓷片等静压后的脱模工装 100,包括:
22.底座1,具有一腔体11,且所述腔体11的中段水平地设置一承载台阶 12;
23.底板2,位于所述底座1的上方,并设有若干向上的销钉21,且水平尺寸小于所述腔体11对应所述承载台阶12处的水平尺寸,从而可保证承载台阶能对底板2产生足够的避让。
24.脱模板3,位于所述底板2的上方,并设有若干所述销钉21对应的销钉孔31,且水平尺寸满足恰好落在所述承载台阶12处,从而使承载台阶12 可对脱模板3产生支承作用。
25.其中,作为本实用新型一种更优或更为具体的实现方式,本实用新型的脱模工装还包括一压板4,所述压板4位于所述脱模板3的上方,且水平尺寸以能完全覆盖所述销钉21的位置为准,如此可通过敲打压板4让敲击力传递至销钉21处。
26.所述压板4的上表面还设有一手持部42,方便在敲击时抓取,便于敲击操作。
27.所述底座1包括一座板13和两相对设置的侧板14,所述腔体11由所述座板13和两所述侧板14围成,所述承载台阶12水平地设于所述侧板14 的内表面。两所述侧板14一方面可用于设置承载台阶12,另一方面还可对底板2、脱模板3以及生瓷片200产生水平方向的限位作用。
28.两所述侧板14的中部还设有一凹槽142,该凹槽142的底面与所述承载台阶12平齐或略高于所述承载台阶12,以便于从侧面抬起脱模板3。
29.本实用新型的使用过程为:
30.1、将脱模板3置于底板2的上方,并使销钉21穿设于销钉孔31内,再将生瓷片200叠置于脱模板3上,并使销钉21穿过生瓷片200的销钉孔;
31.2、将生瓷片200、脱模板3以及底板2置于过热等静压设备上静压成型。
32.3、成型后,将生瓷片200、脱模板3以及底板2取出放置于底座1上,并使脱模板3由承载台阶12托住,且底板2处于悬空于腔体11内;
33.4、直接敲击销钉21,或将压板4覆盖脱模板3的上方,且完全覆盖销钉21,然后敲打压板4让敲击力传递至销钉21处。由于底板2的下方悬空,当敲击销钉或压板4时,底板2下落,销钉21与脱模板3以及生瓷片200 脱离,实现脱模。
34.本实用新型的优点在于:本实用新型的脱模工装,依次将脱模板和生瓷片通过销钉孔套设在底板上的销钉上,利用脱模板代替底板直接承载生瓷片,当生瓷片经过热等静压成型后,将脱模板挂在底座腔体内的承载台阶上,即可使底板悬空于腔体内,此时自上而下敲击底板上的销钉,使销钉脱离脱模板和生瓷片,使底板脱落,无需使用销冲,既可顺利脱模,又可保护生瓷片不受损害。敲击时若配合压板进行,直接敲击压板,使敲击力相对均匀地传递至销钉,方便操作且可进一步保护生瓷片,防止生瓷片变形。
35.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
技术特征:
1.一种生瓷片等静压后的脱模工装,其特征在于:包括:底座,具有一腔体,且所述腔体的中段水平地设置一承载台阶;底板,位于所述底座的上方,并设有若干向上的销钉,且水平尺寸小于所述腔体对应所述承载台阶处的水平尺寸;脱模板,位于所述底板的上方,并设有若干所述销钉对应的销钉孔,且水平尺寸满足恰好落在所述承载台阶处。2.如权利要求1所述的一种生瓷片等静压后的脱模工装,其特征在于:还包括一压板,所述压板位于所述脱模板的上方,且水平尺寸以能完全覆盖所述销钉的位置为准。3.如权利要求2所述的一种生瓷片等静压后的脱模工装,其特征在于:所述压板的上表面设有一手持部。4.如权利要求1所述的一种生瓷片等静压后的脱模工装,其特征在于:所述底座包括一座板和两相对设置的侧板,所述腔体由所述座板和两所述侧板围成,所述承载台阶水平地设于所述侧板的内表面。5.如权利要求4所述的一种生瓷片等静压后的脱模工装,其特征在于:两所述侧板的中部还设有一凹槽,该凹槽的底面与所述承载台阶平齐或略高于所述承载台阶。
技术总结
本实用新型提供了一种生瓷片等静压后的脱模工装,包括:底座,具有一腔体,且所述腔体的中段水平地设置一承载台阶;底板,位于所述底座的上方,并设有若干向上的销钉,且水平尺寸小于所述腔体对应所述承载台阶处的水平尺寸;脱模板,位于所述底板的上方,并设有若干所述销钉对应的销钉孔,且水平尺寸满足恰好落在所述承载台阶处。本实用新型的脱模工装可使底板悬空于腔体内,自上而下敲击底板上的销钉时,即可使底板顺利脱落,无需使用销冲,又可保护生瓷片不受损害。护生瓷片不受损害。护生瓷片不受损害。
技术研发人员:罗明达 张财盛
受保护的技术使用者:厦门海赛米克新材料科技有限公司
技术研发日:2022.08.25
技术公布日:2023/1/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1