保温免拆模板的制作方法
1.本技术涉及建设工程技术领域,具体涉及一种保温免拆模板。
背景技术:
2.现有的保温免拆模板大多以聚苯板或岩棉等保温材料为芯材,两面复合水泥压力板或硅酸钙板,抗压、抗拉强度较低,在施工时容易出现起拱涨模、裂坼断裂现象,影响施工进度、质量和安全,并为后续外墙的安全性留下隐患,而且两面的复合面层无保温作用,影响保温免拆模板的整体保温效果。
3.对此,中国专利文献cn214614812u公开了一种高强度低导热系数的保温免拆模板,提高保温免拆模板的抗压、抗拉强度,降低模板的导热系数,杜绝施工过程中由于模板强度不够造成的模板断裂、涨模等现象;该保温免拆模板包括立体网架和保温材料,在立体网架内灌入填充有保温材料,经过震动压实成型的立体网架与保温材料为一体的结构,其中,立体网架的两个面层网间隔设置,两个面层网之间通过多个竖筋连接,立体网架为一个整体结构,因此,在震动压实的过程中,容易使立体网架受力产生变形,对保温免拆模板的整体强度造成影响。
技术实现要素:
4.为此,本技术提供一种保温免拆模板,以解决现有技术中的保温免拆模板的立体网架容易变形的问题。
5.为了实现上述目的,本技术提供如下技术方案:
6.一种保温免拆模板,包括保温板、嵌入所述保温板的内部的第一钢筋网片和嵌入所述保温板的内部的第二钢筋网片,所述第一钢筋网片嵌入所述保温板的上层,所述第二钢筋网片嵌入所述保温板的下层,所述第一钢筋网片与所述第二钢筋网平行,所述第一钢筋网片连接有多个朝向所述第二钢筋网方向延伸的第一竖筋,所述第二钢筋网连接有多个朝向所述第一钢筋网片方向延伸的第二竖筋,所述第一竖筋与所述第二竖筋具有间隙,所述保温板由保温材料通过挤压成型,当挤压所述保温材料前,所述第一钢筋网片和所述第二钢筋网片均嵌入所述保温材料内。
7.优选地,所述保温板具有与所述第一钢筋网片平行的中分面,所述第一钢筋网片和所述第二钢筋网片分别设置于所述中分面的两侧,且所述第一钢筋网片和所述第二钢筋网片均与所述中分面平行,所述第一竖筋穿过所述中分面,所述第二竖筋穿过所述中分面。
8.优选地,所述第一竖筋远离所述第一钢筋网片的一端一体成型有垂直与所述第一竖筋的延伸方向的第一弯折段;所述第二竖筋远离所述第二钢筋网片的一端一体成型有垂直与所述第二竖筋的延伸方向的第二弯折段。
9.优选地,所述第一钢筋网片由多个纵横交错布置的钢筋焊接而成,所述第二钢筋网片由多个纵横交错布置的钢筋焊接而成;所述第一竖筋焊接于所述第一钢筋网片的交叉点,所述第二竖筋焊接于所述第二钢筋网片的交叉点。
10.优选地,所述第一竖筋的延伸方向垂直于所述第一钢筋网片,或者,所述第一竖筋的延伸方向与所述第一钢筋网片的夹角为锐角;所述第二竖筋的延伸方向垂直于所述第一钢筋网片,或者,所述第一竖筋的延伸方向与所述第一钢筋网片的夹角为锐角。
11.优选地,所述保温材料为可发性聚苯乙烯。
12.本技术具有如下优点:
13.嵌入保温板的内部的第一钢筋网片和第二钢筋网片之间彼此间隔,且第一竖筋和第二竖筋之间也具有间隙,因此,第一钢筋网片和第二钢筋网片不直接连接,这样,当保温板在挤压成型的过程中,第一钢筋网片和/或第二钢筋网片随着挤压而相对产生位移,第一钢筋网片和第二钢筋网片不直接接触,这样,就可以防止第一钢筋网片和第二钢筋网片被挤压变形,对保温免拆模板的整体强度造成影响。
附图说明
14.为了更直观地说明现有技术以及本技术,下面给出几个示例性的附图。应当理解,附图中所示的具体形状、构造,通常不应视为实现本技术时的限定条件;例如,本领域技术人员基于本技术揭示的技术构思和示例性的附图,有能力对某些单元(部件)的增/减/归属划分、具体形状、位置关系、连接方式、尺寸比例关系等容易作出常规的调整或进一步的优化。
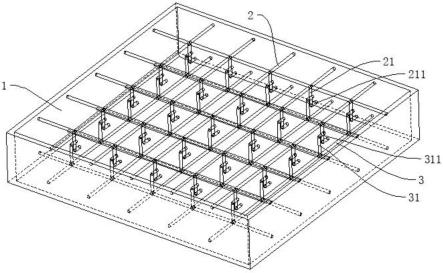
15.图1为本技术一个实施例提供的一种保温免拆模板的整体结构示意图;
16.图2为本技术一个实施例提供的一种保温免拆模板的侧视示意图;
17.图3为图2的另一视角图;
18.图4为本技术一个实施例提供的一种保温免拆模板的第一钢筋网片的结构示意图;
19.图5为本技术一个实施例提供的一种保温免拆模板的制造工艺中步骤s1 的示意图;
20.图6为本技术一个实施例提供的一种保温免拆模板的制造工艺中步骤s2 的示意图;
21.图7为本技术一个实施例提供的一种保温免拆模板的制造工艺中步骤s3 的示意图;
22.图8为本技术一个实施例提供的一种保温免拆模板的制造工艺中步骤s4 中挤压过程的示意图;
23.图9为本技术一个实施例提供的一种保温免拆模板的制造工艺中步骤s4 中挤压完成的示意图。
24.附图标记说明:
25.1、保温板;11、中分面;2、第一钢筋网片;21、第一竖筋;211、第一弯折段;3、第二钢筋网片;31、第二竖筋;311、第二弯折段;4、模箱;41、压板;5、保温材料;6、第一支撑件。
具体实施方式
26.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不
用于限定本技术。
27.在本技术的描述中:术语“上”、“下”指的是保温板水平放置时的上和下;术语“第一”、“第二”旨在区别指代的对象,术语“包括”、“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包括了一系列步骤或单元的过程、方法、系统、产品或设备不必限于已明确列出的那些步骤或单元,而是还可包含虽然并未明确列出的但对于这些过程、方法、产品或设备固有的其它步骤或单元,或者基于本技术构思进一步的优化方案所增加的步骤或单元。
28.参考图1-3,本技术公开一种保温免拆模板,包括保温板1、嵌入保温板1 的内部的第一钢筋网片2和嵌入保温板1的内部的第二钢筋网片3,第一钢筋网片2嵌入保温板1的上层,第二钢筋网片3嵌入保温板1的下层,第一钢筋网片2与第二钢筋网片3平行,第一钢筋网片2连接有多个朝向第二钢筋网片 3方向延伸的第一竖筋21,第一钢筋网片2连接有多个朝向第一钢筋网片2 方向延伸的第二竖筋31,第一竖筋21与第二竖筋31具有间隙,保温板1由保温材料5通过挤压成型,当挤压保温材料5前,第一钢筋网片2和第二钢筋网片3均嵌入保温材料5内。
29.嵌入保温板1的内部的第一钢筋网片2和第二钢筋网片3之间彼此间隔,且第一竖筋21和第二竖筋31之间也具有间隙,因此,第一钢筋网片2和第二钢筋网片3不直接连接,这样,当保温板1在挤压成型的过程中,第一钢筋网片2和/或第二钢筋网片3随着挤压而相对产生位移,第一钢筋网片2和第二钢筋网片3不直接接触,这样,就可以防止第一钢筋网片2和第二钢筋网片3 被挤压变形,对保温免拆模板的整体强度造成影响。
30.这里,需要解释的是,挤压成型的过程中,挤压方向垂直于第一钢筋网片 2,现有技术中立体网架为一体结构,这样,立体网架上下均受到挤压,容易使立体网架产生变形,而本技术中第一钢筋网片2和/或第二钢筋网片3分开设置,挤压成型的过程中,第一钢筋网片2和/或第二钢筋网片3只会产生相对位移,不会彼此挤压变形。
31.参考图2-3,保温板1具有与第一钢筋网片2平行的中分面11,第一钢筋网片2和第二钢筋网片3分别设置于中分面11的两侧,且第一钢筋网片2和第二钢筋网片3均与中分面11平行,第一竖筋21穿过中分面11,第二竖筋 31穿过中分面11。当保温板1水平放置时,中分面11位于保温板1上层和下层的中间,第一竖筋21穿过中分面11,第二竖筋31穿过中分面11,这样,可以增加保温板1的整体强度,即增加保温板1沿中分面11的方向的剪切强度。
32.参考图1-3,第一竖筋21远离第一钢筋网片2的一端一体成型有垂直与第一竖筋21的延伸方向的第一弯折段211;第二竖筋31远离第二钢筋网片3的一端一体成型有垂直与第二竖筋31的延伸方向的第二弯折段311。第一弯折段211和第二弯折段311增加了第一竖筋21和第二竖筋31与保温板1之间的接触面积,且第一弯折段211垂直于第一竖筋21,第二弯折段311垂直于第二竖筋31,这样,更容易将第一钢筋网片2和第二钢筋网片3牢固地嵌入保温板1,增加保温板1的抗拉强度。
33.其中,第一弯折段211还可以与第一竖筋21的延伸方向呈锐角或钝角,第二弯折段311还可以与第二竖筋31的延伸方向呈锐角或钝角。
34.参考图1-4,第一钢筋网片2由多个纵横交错布置的钢筋焊接而成,第二钢筋网片3由多个纵横交错布置的钢筋焊接而成;第一竖筋21焊接于第一钢筋网片2的交叉点,第二竖筋31焊接于第二钢筋网片3的交叉点。第一竖筋 21还可以焊接在第一钢筋网片2的其它位
置,第二竖筋31还可以焊接在第一钢筋网片2的其它位置。
35.第一竖筋21的延伸方向垂直于第一钢筋网片2,或者,第一竖筋21的延伸方向与第一钢筋网片2的夹角为锐角;第二竖筋31的延伸方向垂直于第一钢筋网片2,或者,第一竖筋21的延伸方向与第一钢筋网片2的夹角为锐角。第一竖筋21与第二竖筋31还可以保持平行。
36.第一竖筋21和第二竖筋31在保温板1挤压成型的过程中,彼此不接触。
37.保温材料为可发性聚苯乙烯。
38.保温板的外侧被无机胶凝材料包裹,无机胶凝材料可以提高保温板的阻燃性(燃烧性能)。
39.本技术还公开一种保温免拆模板的制造工艺,包括以下步骤:
40.参考图5,s1,将第一钢筋网片2平铺于模箱4的底部,通过多个第一支撑件6支撑第一钢筋网片2,以使第一钢筋网片2与模箱4的底部具有间隙,第一钢筋网片2连接有多个第一竖筋21,第一竖筋21朝向远离模箱4的底部的方向延伸;
41.参考图6,s2,将保温材料5添加到模箱4内,第一钢筋网片2包裹于保温材料5内;
42.参考图7,s2,将第二钢筋网片3平铺于保温材料5的顶部,并将第二钢筋网片3嵌入到保温材料5内,第二钢筋网片3连接有多个第二竖筋31,第二竖筋31朝向模箱4的底部的方向延伸,第二钢筋网片3平行于第一钢筋网片2,第二竖筋31与第一竖筋21之间具有间隙;
43.参考图8和图9,s4,通过压板41挤压保温材料5的顶部,保温材料5 被挤压后冷却形成保温板1,保温材料5的高度大于保温板1的厚度。
44.第一支撑件6可以是任何将第一钢筋网片2支撑起来的物体,该第一支撑件6在保温板1成型后,可以取出也可以保留在保温板1内,保温材料5在挤压的过程中采用冷压成型工艺。
45.保温材料5的高度:保温板1的厚度为1.6:1。保温材料5受挤压变形,体积收缩,冷却12小时后可以脱模。
46.以上实施例的各技术特征可以进行任意的组合(只要这些技术特征的组合不存在矛盾),为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述;这些未明确写出的实施例,也都应当认为是本说明书记载的范围。
47.上文中通过一般性说明及具体实施例对本技术作了较为具体和详细的描述。应当理解,基于本技术的技术构思,还可以对这些具体实施例作出若干常规的调整或进一步的创新;但只要未脱离本技术的技术构思,这些常规的调整或进一步的创新得到的技术方案也同样落入本技术的权利要求保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1